
轿车外开拉手端盖注塑模结构方案可行性分析与设计
2023-02-10 02:36熊利军文根保
橡塑技术与装备 2023年2期
熊利军,文根保
(1.湖北航宇精工科技有限公司,湖北 襄阳 441007;2.中国航空工业航宇救生装备有限公司,湖北 襄阳 441007)
0 引言
拉手端盖是轿车门拉手组件上的一个零件,注塑模结构是取决于注塑件的形体要素的形式。对于注塑模结构的设计,首先是要进行注塑件形体要素的可行性分析,之后根据其形体要素选取相对应的模具结构措施,也就是要确定对应的模具结构方案,还需要对模具结构方案进行充分的论证。在确定了模具结构方案论证之后,才能进行模具结构的设计和造型。
1 拉手端盖的形体要素可行性分析
拉手端盖二位维图和分型面I-I,如图1(a)所示。拉手端盖三维造型,如图1(b)所示。材料为30%玻璃纤维增强聚酰胺6(黑色)QYSS08-92,收缩率为1.5%~2.5%。

图1 拉手端盖与形体要素分析及造型
拉手端盖形体上存在着垂直开闭模方向的2×Φ5.1 mm侧向型孔要素[1]、2×3 mm×1.2 mm×2.5型槽要素;M6 mm×1 mm螺孔要素;R0.7 mm弓形高“障碍体”要素[2]和“外观”要素[3];拉手端盖是轿车门拉手组件的一个零件,而轿车的四扇门又有四个拉手。轿车的产量本身就很大,加上一辆轿车四个拉手产量应该是特大。
2 拉手端盖注塑模结构可行性方案分析
根据拉手端盖形体要素的分析,针对存在的R0.7 mm弓形高“障碍体”要素,需要以在R0.7 mm象限点处作注塑模的分型面Ⅰ-Ⅰ将模具分成动模部分和定模部分。对于存在的垂直开闭模方向的2×Φ5.1 mm侧向型孔要素和2×3 mm×1.2 mm×2.5 mm型槽要素,分别采用斜导柱滑块抽芯机构,可实现成型垂直开闭模方向型孔和型槽型芯的抽芯。对于平行闭模方向M6 mm×1 mm螺孔,可采用螺纹嵌件杆支撑的结构。螺纹嵌件杆在与拉手端盖一起脱模之后,人工可利用气动或电动取螺杆器取出螺纹嵌件杆。对于特大批量,可以提高模具使用寿命和一模四腔模具结构自动化加以解决。对于“外观”要素,定模型腔在数铣之后需要抛光镀铬,浇注系统采用潜伏式点浇口,并将点浇口和顶杆的位置均设置拉手端盖内型腔处,可实现拉手端盖外表面不存在任何模具结构的痕迹。
3 拉手端盖注塑模结构的设计
拉手端盖注塑模结构由模架、定模部分、动模部分、浇注系统、冷却系统、2种斜导柱滑块抽芯机构、拉手端盖和脱浇注系统冷凝料机构、回程机构、限位组件和导向构件等组成。
3.1 模架
如图2(a)所示,包括有定模垫板1、定模板2、动模板5、顶杆6、定位圈7、安装板17、推件板18、底板19、内六角螺钉21、39、43、弹簧25、回程杆26、模脚40、导柱41和导套42等, 模架是整副模具零部件安装及与注塑机连接的平台。
3.2 定模部分
如图2(a)所示,由定模垫板、定模板、定模镶件、定位圈、浇口套、斜导柱10、27、滑块11、34、台阶螺钉12、楔紧块13、35和内六角螺钉43等组成。
3.3 动模部分
如图2(a)所示,由动模镶件4、动模板、顶杆、方孔型芯9、滑块11、34、限位销14、22、弹簧15、24、25、33、螺塞 16、23、36、46、安装板、推件板、底板、推件板导柱20、内六角螺钉21、39、回程杆、模脚、导柱、导套和压板45等组成。
3.4 成型件
如图2(a)所示,包括有定模镶件、动模镶件、方孔型芯和圆柱型芯32。由于塑料的热胀冷却,这些成型件的尺寸都需要放大塑料的收缩率,成型件的尺寸=拉手端盖图纸尺寸+拉手端盖图纸尺寸×30%玻璃纤维增强聚酰胺6收缩率2%。为了拉手端盖便于脱模,所有平行模具开闭模方向的型面均制成1°~1°30′斜度。
3.5 冷却系统
如图2(a)所示,包括有定模板与定模镶件的冷却系统和动模板与动模镶件的冷却系统。由于注塑模在成型加工过程中,熔融的塑料将热量传递到定模和动模部分,随着不断的连续加工,模具的热量不断的积累会导致定模和动模热量飚升,最终使得塑料产生过热失去其机械性能。

图2 拉手端盖注塑模结构设计
(1)定模冷却系统
如图2(a)所示,由定模板2与定模镶件3中冷却水通道、螺塞36、“O”形密封圈37和冷却水接头组成。冷却水从冷却水接头38流入经过定模中冷却水通道,又从另一个冷却水接头流出,将热量带走起到降低模温的作用。
(2)动模冷却系统
如图2(a)所示,由动模板与动模镶件中冷却水通道、螺塞46、“O”形密封圈47和冷却水接头48组成。冷却水由冷却水接头流入经动模中冷却水通道,又从另一个冷却水接头流出,将热量带走起到降低模温的作用。
3.6 回程机构
如图2(a)所示,由安装板、推件板、回程杆和弹簧25组成,该机构可以实现脱模和脱浇注系统冷凝料机构复位,有利于注塑加工能自动循环进行。
3.7 限位组件
如图2(a)所示,由限位销14、22、弹簧15、24、、螺塞16、23组成。
3.8 导向组构件
如图2(a)所示,由导柱41和导套42组成,定、动模的定位与开闭模运动的导向,脱模与回程机构的脱模与回程运动导向,由推件板导柱保证。注塑模安装浇注系统与注射机喷嘴的定位,由定位圈保证。
上述各种机构、系统、构件和零部件设计和制造的到位,才能确保拉手端盖注塑模的到位,最后才能确保拉手端盖成型加工的合格。
4 拉手端盖注塑模浇注系统的设计
如图3浇注系统由浇口套22中主流道24、动模镶件2与定模镶件8之间的分流道25及潜伏点浇口9组成.注射机喷嘴中的塑料熔体通过主流道、分流道及潜伏点浇口9流入模具型腔,冷却后成型拉手端盖7。
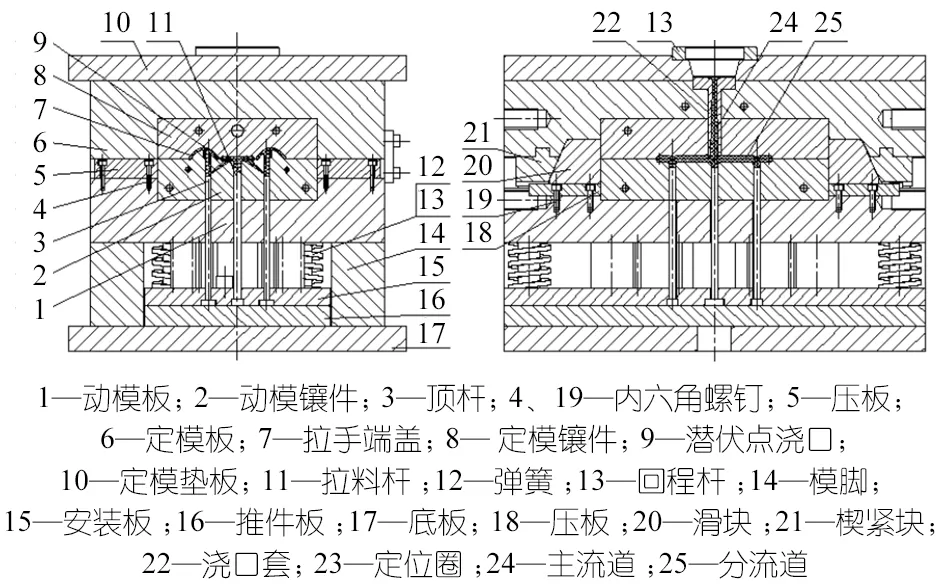
图3 拉手端盖注塑模浇注系统设计
5 拉手端盖注塑模的斜导柱滑块抽芯机构的设计
根据制定的拉手端盖注塑模结构方案,对于存在着垂直开闭模方向的2×Φ5.1 mm侧向型孔要素和2×3 mm×1.2 mm×2.5 mm型槽要素,分别采用斜导柱滑块抽芯机构,以实现成型垂直开闭模方向型孔与型槽的型芯抽芯。抽芯完成后,才能实现拉手端盖的脱模。
5.1 拉手端盖圆柱孔注塑模的斜导柱滑块抽芯机构的设计
由于2×Φ5.1 mm侧向型孔垂直开闭模方向,需要采用斜导柱滑块抽芯机构来实现型孔型芯的抽芯。
(1)拉手端盖注塑模闭模状态
如图4(a)所示,当定、动模闭合时,斜导柱8插入滑块7的斜孔内,拨动滑块和圆柱型芯12并且压缩弹簧22进行复位运动,同时使得滑块底面的半球形凹坑迫使限位销5压缩弹簧4,使得限位销退回安装孔中。为了防止斜导柱因刚性不足,在大的注射压力和保压力作用下造成圆柱型芯退让,影响到拉手端盖13抽芯型面的尺寸不符合图纸要求。可运用楔紧块6的斜面楔紧滑块的斜面。拉手端盖被顶脱模,注射机顶杆撤退之后,在弹簧14的弹性恢复作用下脱模机构和回程机构可以复位。为了防止弹簧14使用时间长久后出现的疲劳,不能使脱模机构和回程机构最终复位,可依靠闭模运动使定模板11推着回程杆15、安装板17、推件板18和顶杆20、21精确复位。
(2)拉手端盖注塑模抽芯状态
如图4(b)所示,当定模开启时,斜导柱拨动滑块和圆柱型芯产生抽芯运动。为防止滑块和圆柱型芯在大的抽芯运动惯性作用下滑离动模板1,以及确保滑块抽芯后斜孔的位置正好对准斜导柱.为此,设置了螺塞3、弹簧4和限位销5的限位组件。当滑块7底面的半球形凹坑抽芯至限位销位置时,在弹簧4的作用下限位销进入半球形凹坑可以锁住滑块和圆柱型芯。
(3)拉手端盖注塑模开模状态:如图4(c)所示,当注射机顶杆顶着安装板、推件板和顶杆时,可将拉手端盖顶脱动模镶嵌件2。

图4 拉手端盖圆柱孔注塑模斜导柱滑块抽芯机构的设计
5.2 拉手端盖方孔注塑模的斜导柱滑块抽芯机构的设计
由于存在着垂直开闭模方向的2×3 mm×1.2 mm×2.5 mm型槽要素,需要采用斜导柱滑块抽芯机构进行型槽型芯的抽芯。
(1)拉手端盖注塑模闭模状态
如图5(a)所示,注塑模可完成以下动作,其方孔型芯注塑模抽芯、限位和回程机构的动作过程与本文中第5.1的(1)内容相同。当定、动模闭合时,斜导柱8拨动滑块7和方孔型芯12进行复位运动,限位销5锁住滑块和方孔型芯,楔紧块6的斜面楔紧滑块斜面,定模板11推着回程杆16和安装板18、推件板19和顶杆21、22精确复位。
(2)拉手端盖注塑模抽芯状态
如图5(b)所示,其方孔型芯注塑模抽芯机构动作过程与本文中第5.1的(2)内容相同。当定模开启时,斜导柱拨动滑块和方孔型芯产生抽芯运动,限位销锁紧滑块和圆柱型芯。
(3)拉手端盖注塑模开模状态
如图5(c)所示,其方孔型芯注塑模抽芯机构动作过程与本文中第5.1的(3)内容相同。当注射机顶杆顶着安装板、推件板和顶杆时,可将拉手端盖顶脱动模镶嵌件2。
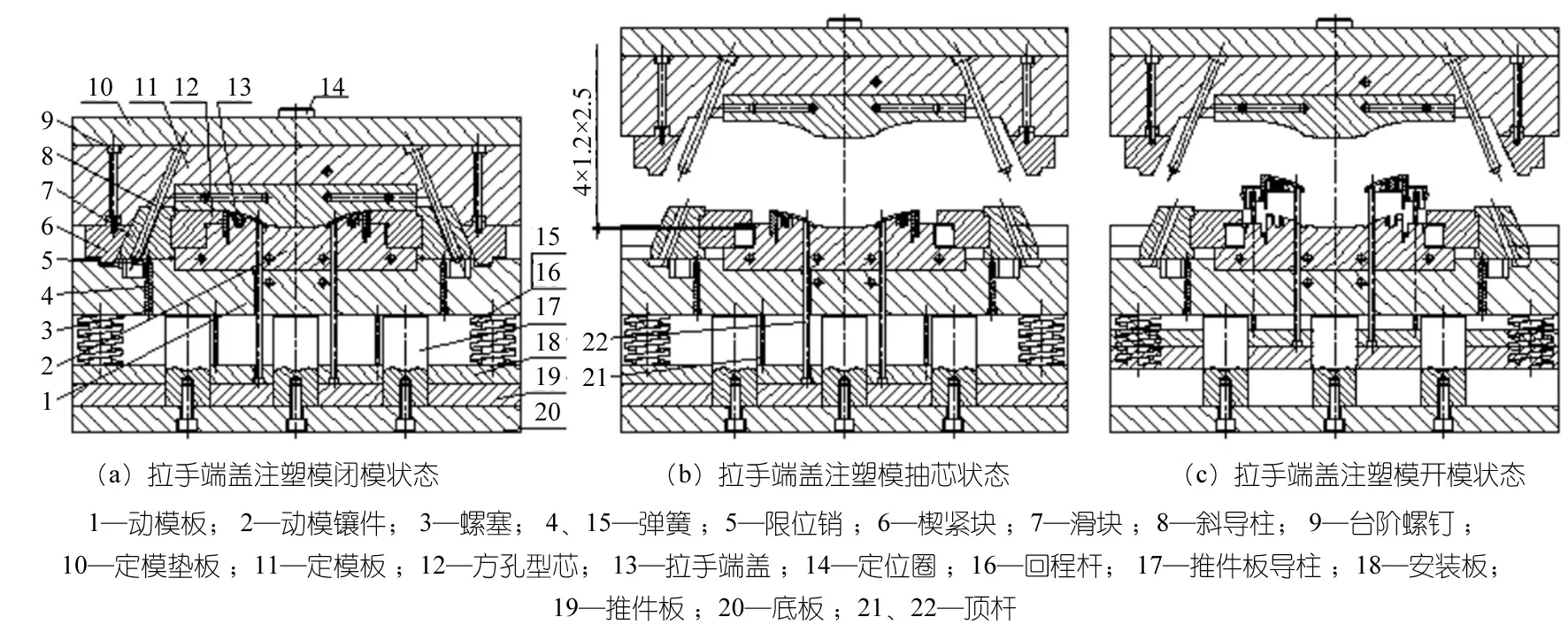
图5 拉手端盖方孔注塑模的斜导柱滑块抽芯机构的设计
6 结束语
拉手端盖注塑模的结构设计,在全面和完整进行注塑件形体要素分析后,接着应依据注塑件形体要素制订注塑模结构方案与论证的基础上,所设计的拉手端盖注塑模能加工出合格的拉手端盖。充分地说明了要使设计注塑模能生产出合格的注塑件,就必须通过注塑件的形体要素分析,并需要进行严格的注塑模结构方案分析与论证,才是注塑模结构正确设计过程。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
机械设计与制造工程(2021年5期)2021-06-15
兵器知识(2019年10期)2019-11-04
橡塑技术与装备(2018年14期)2018-07-20
橡塑技术与装备(2018年10期)2018-05-18
橡塑技术与装备(2018年10期)2018-05-18
金属加工(冷加工)(2018年2期)2018-03-22
橡塑技术与装备(2018年4期)2018-03-01
制造技术与机床(2017年5期)2018-01-19
现代工业经济和信息化(2016年22期)2016-08-23
