
裂片产物的赋存状态及其氧化挥发行为
2023-02-08 01:49:18王德民王利芹
当代化工研究 2023年1期
*王德民 王利芹
(中国核电工程有限公司 北京 100840)
氧化铀(UO2)燃料和MOX燃料((U,Pu)O2)等核燃料经辐照后,裂变为原子序数更小的核素。而后,这些核素通过一系列裂变,最终达到稳定状态。不同时刻裂变产物的种类和比例取决于裂变核素的最初形态、辐照时间、中子通量、中子能量和冷却时间等。一般低浓铀乏燃料的核素组成为~95%的U、~1%的Pu、~2%~3%的裂变产物以及多种超铀核素,具体组成取决于燃料经历的燃耗[1]。
裂变产物对在堆运行、后处理、事故工况的处理等均有重要影响。首先,根据裂变产物的形态,燃料辐照后产生的裂变产物包括固态和气态两种形式。燃料的稳定性与裂变产物,尤其是裂变气体,密切相关[2]。接触包壳后,裂变产物可能会和包壳反应,从而影响燃料的性能,限制燃料所能达到的燃耗。
后处理是一个回收乏燃料中未被充分利用的核素,同时处置剩余废物的过程[3]。它的一个重要目标是去除裂变产物,降低放射性废物的危害,回收有用核素。而裂变产物的化学形式和份额将决定去除的难度[4]。后处理一般分为湿法工艺和干法工艺。干法工艺由于适应性高、处理对象广等特点,有望成为未来先进燃料循环的重要组成部分。其中,ε-贵金属合金与干法后处理密切相关[5]。与湿法工艺相比,更多的裂片核素将进入气相,尾气处理工艺需作出相应的调整。综上所述,有必要对裂变产物的物理和化学形态及其氧化挥发行为进行综述,供燃料制造、后处理等工艺参考。
本文首先根据中子评价数据库考察裂片元素的产额和不同元素对后处理厂剂量的影响,筛选出比较重要的裂片元素;然后,详细考察裂片元素中比较重要者的赋存状态;最后,论述了各裂片元素在高温首端中的氧化挥发行为,以便为干法后处理尾气处理工艺的调整提供基础。
1.产物种类与产额
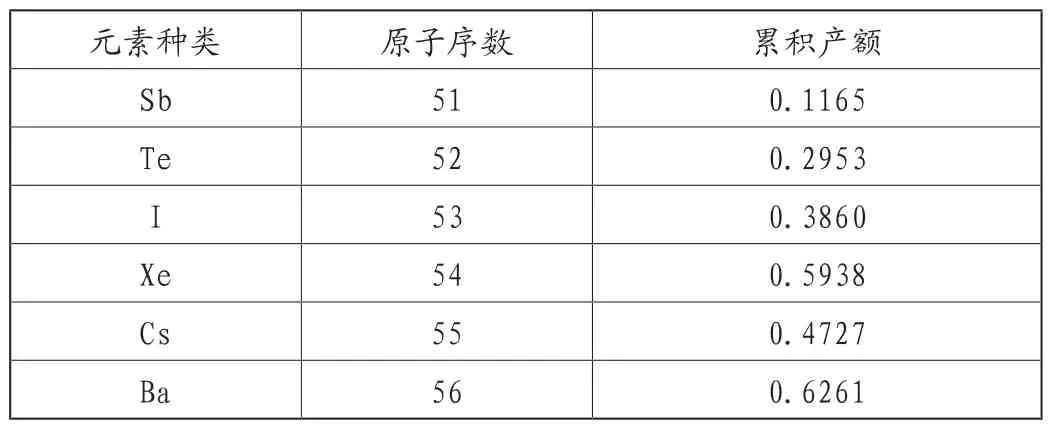
通过国家核数据库CENDL,可获得U-235热裂变产生的各元素裂变累积产额,将累积产额排在前15的元素,列于表1。由表可知,它们的原子序数介于35~56[6]。
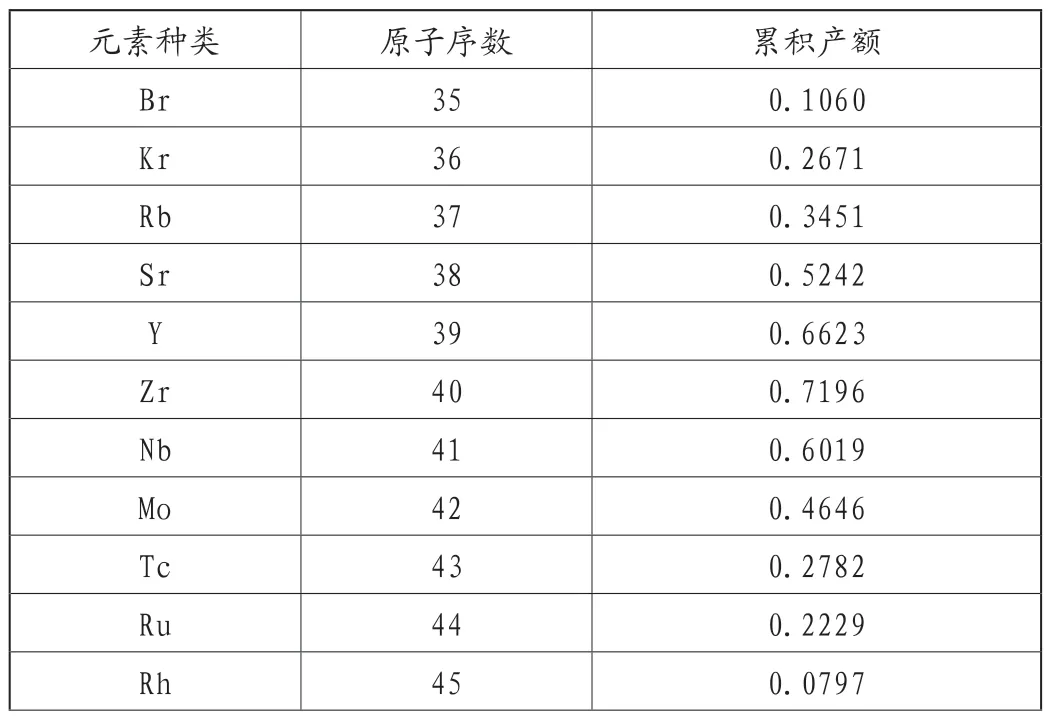
表1 U-235热裂变产生的各元素裂变累积产额
续表
裂变碎片是乏燃料组件放射性活度的主要来源[7]。3H、134Cs、85Kr、129I、90Sr、137Cs、244Cm、238Pu、241Am、14C等裂变产物贡献了剂量的95%,基本占据了排放量的全部份额。
2.重要裂片元素的赋存状态
根据裂变产率及其对后处理的影响,本文择其重要者进行详细考察。相关元素赋存状态分类叙述如下。
(1)Xe、Kr
Xe和Kr等裂变气体的产生和停留对核燃料的性能和运行有重要影响。对于轻水堆UO2型燃料,裂变气体产生U-235的热中子裂变和不稳定裂变产物的β衰变。Kr和Xe是产率最高的气体裂变产物,二者占全部裂变产物的30%;Xe占45GWd/tU燃料裂变产物的12.7%,Kr占1.1%[8]。Kr、Xe不溶于UO2,生成后依次迁移晶粒内、晶面、晶界的气泡中,一部分将最终逃逸出燃料元件。
(2)I
碘的存在形式与燃料的燃耗密切相关。燃耗低时,I仅以单质的形似存在,而不与其他裂变产物形成化合物。燃耗高时,碘化铯(CsI)将在辐照生成的气泡中形成,其反应式见式(1)[9]。此时,Cs的产率是远大于I,Cs/I比可达6,I将大部分全部以CsI的形式存在。除此以外,碘可能与裂变产物或结构材料发生反应。

(3)Cs
在U-235燃料反应堆中,Cs-134、Cs-133、Cs-135和Cs-137等铯稳定同位素产率合计达0.197。Cs形成后可能与其他裂变产物继续反应,最终生成的物质包括CsI、Cs2O、Cs2UO4和Cs2MoO4[10]。燃料中Cs/I之比较高(如6-10),Cs明显过量。因此,Cs将首先与碘结合,生成CsI;过量的Cs则形成Cs蒸汽、CsTex和Cs2MoO4等。
(4)Mo、Tc、Ru、Rh和Pd
Mo、Tc、Ru、Rh和Pd的主要以它们组成的金属合金相存在[11]。Thomas等用TEM分析了该相的原子组成,发现其组成为Mo40%-Ru30%-Pd15%-Tc10%-Rh5%,该组成与各核素裂变产物产率的计算值相接近[12]。由此说明ε-贵金属合金是乏燃料中Mo、Ru、Pd、Tc和Rh等过渡金属的主要存在形式。不同燃耗下金属合金相的组成见表2。由表可知,Mo和Ru合计占金属合金相的2/3以上。
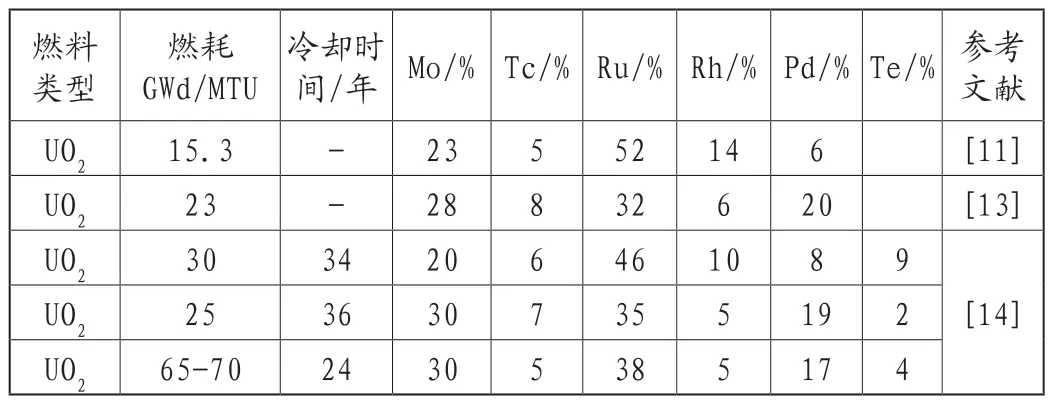
表2 金属合金相的组成
金属合金相为六方密实结构。Bramman首次观察到了ε-贵金属合金及六方密实结构[4],并被O’Boyle[15]的研究所证实[32]。金属合金相的尺寸与具体组成随裂变产率而不同[16]。另外,金属合金相含有极小量的Ag、Cd、In、Sn、Sb和Te[13]。
3.裂片元素的氧化挥发行为
AIROX工艺是一家美国公司(Atomics International Corporation)提出的氧化挥发后处理工艺。该工艺包括氧化、还原、烧结等过程。在400~600℃的氧化过程中,燃料因氧化而粉化,3H和部分14C、85Kr和129I被除去。在600~850℃、10%~20%含氢气氛的还原过程中,去除了剩余的14C、85Kr和129I。在1700℃、Ar-H2的烧结过程中,Cs、Ru、Te和Cd得到去除[17]。
Westphal等研究了BR-3乏燃料的氧化挥发行为,其燃耗约37GWd/t-HM,冷却时间为25a,锆-4包壳[18]。氧化挥发试验时,将燃料切成2.5cm长的短段,氧化1~2h,测量各裂片元素的释放率。结果表明,当温度超过700℃后,约80%的Rh、Ru和Tc会进入气相,而Cs和Te的释放率亦在30%~40%[18],见图1与图2。与传统湿法后处理工艺相比,高温首端气相中裂片核素增多,相应的尾气处理工艺需考虑此种变化。
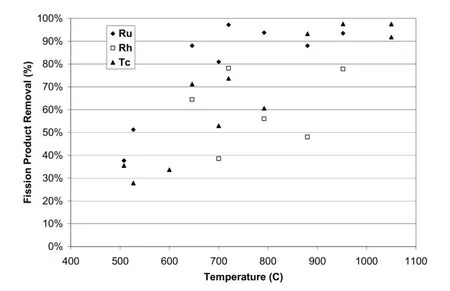
图1 Rh,Ru,and Tc的释放率[18]
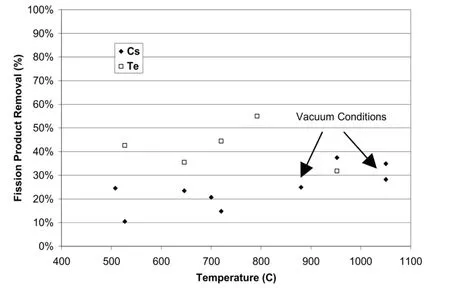
图2 Cs和Te的释放率[18]
根据相关热力学数据,可得Rh、Ru、Tc和Mo的最稳定态分别为RhO2、RuO4、Tc2O7和Mo3O9[19]。而Cs和Te以Cs(g)和Te2(g)的形式挥发出来[20]。确定各裂片元素的存在形式后,有利于选择相应的过滤、清洗等措施。
4.结论
辐照后,燃料的化学组成和微观结构发生明显改变。裂变产物的存在形式分四种:裂变气体、金属合金、单独存在的氧化物和以固溶体存在于燃料晶格中的氧化物。具体情况如下:(1)裂变气体:此类裂片产物包括Xe、Kr、I2。除了以蒸汽的形式存在,I2亦可能与Cs反应生成CsI。(2)金属合金:此类裂片产物包括Mo、Tc、Ru、Rh、Pd、Ag、Cd、In、Sn、Te,尤以Mo-Tc-Ru-Rh-Pd合金相的存在最为典型。(3)单独存在的氧化物:此类裂片产物包括Rb、Cs、Ba、Zr、Nb、Mo和Te。(4)存在于燃料晶格中的氧化物:此类裂片产物包括Sr、Zr、Nb和镧系元素。
干法工艺有望成为未来先进燃料循环的重要组成部分。与湿法工艺相比,干法工艺的高温首端工序裂片核素进入气相的比例较高。3H和部分14C、85Kr和129I基本被全部进入气相。温度超过700℃后,约80%的Rh、Ru和Tc会进入气相,而Cs和Te的释放率亦在30%~40%。
猜你喜欢
商丘师范学院学报(2022年9期)2022-08-16 09:53:32
山东林业科技(2022年3期)2022-07-14 07:54:20
舰船科学技术(2021年1期)2021-03-09 07:19:00
广西植物(2020年13期)2020-09-12 09:29:30
商丘师范学院学报(2020年3期)2020-01-09 08:27:02
山东工业技术(2019年12期)2019-05-30 11:26:28
核技术(2016年4期)2016-08-22 09:05:28
核科学与工程(2016年3期)2016-01-03 07:22:52
核科学与工程(2014年3期)2014-05-11 02:57:18
癌变·畸变·突变(2014年6期)2014-02-27 06:15:01
