
不同类型激光器对激光多层沉积Ti-35V-15Cr合金显微组织及性能的影响
2023-02-07 07:19杨森黄开虎李静王猛叶梓萌赵可馨邓雨林张凤英
表面技术 2023年1期
杨森,黄开虎,李静,王猛,叶梓萌,赵可馨,邓雨林,张凤英
不同类型激光器对激光多层沉积Ti-35V-15Cr合金显微组织及性能的影响
杨森1,黄开虎1,李静2,王猛3,叶梓萌1,赵可馨1,邓雨林1,张凤英1
(1.长安大学 材料科学与工程学院,西安 710064;2.陕西航天动力高科技股份有限公司,西安 710064;3.西北工业大学 凝固技术国家重点实验室,西安 710072)
探讨半导体激光器与CO2激光器对激光多层沉积合金显微组织及性能的影响机理。以充分混合的Ti、V、Cr粉末为原料,于预先打磨后的Ti-6Al-4V基板上使用CO2和半导体两种激光器进行激光多层沉积Ti-35V-15Cr,通过光学显微镜和扫描电镜、激光点火法、显微硬度测试和Jmat-Pro软件计算分别评价不同激光器下沉积试样的显微组织特点、抗阻燃性能对比和组织形成机理分析。半导体激光器与CO2激光器沉积的试样显微组织存在很大差别,前者为全等轴组织,等轴晶平均尺寸为100 μm,晶粒大小与形状基本一致,沉积区与基材之间的过渡区域存在平均宽度为200 µm、长度为526 µm、长宽比为2.6的类等轴晶,通过扫描电镜观察发现在部分等轴晶内部存在亚晶结构;后者主要为平均尺寸120~200 µm的柱状晶组织,沉积试样顶部为平均直径为52 µm的细小等轴晶,通过扫描电镜观察发现枝晶偏析组织,枝晶间的距离为5~10 µm。抗阻燃性方面,半导体激光器制备的Ti-35V-15Cr试样的抗阻燃性能略优于CO2激光器制备的Ti-35V-15Cr试样,平均显微硬度前者为375HV,后者为363HV。由于激光多层沉积Ti-35V-15Cr对半导体激光器与CO2激光器产生的激光吸收率不同而使二者形成完全不同的显微组织,由半导体激光器制备的Ti-35V-15Cr试样显微硬度更高、抗阻燃性能更好。
激光多层沉积;Ti-35V-15Cr;工艺设备;显微组织;抗阻燃性能;枝晶偏析
钛及钛合金是一种重要的结构金属,因其质量轻、比强度高、耐蚀性好、耐热性高等优点而被广泛应用于航空航天、汽车、船舶、生物医疗等领域[1-3]。其中航空航天应用钛合金一直是钛合金领域中最重要的一个分支,不仅需要有优良的综合性能,还要求具有较高的阻燃性[4],这是因为普通钛合金在一定的压力、温度下会发生“自燃”,俗称钛火[5],导致零件快速失效。
Ti-V-Cr系阻燃钛合金是目前最具工程意义的航空发动机用功能性结构材料,它通过形成致密的氧化物阻燃层来阻止氧的扩散从而提高阻燃性[6-7]。我国在Ti-V-Cr系阻燃钛合金材料、锻件制备及合金抗点燃性能评价方面均取得了较大的进展,为Ti-V-Cr系阻燃钛合金的工程化应用奠定基础[8-9]。然而,该系列合金的变形抗力高,尤其是在高温条件下,其塑性较差,使得该合金在高温下热加工比较困难[10],难以采用传统的热加工方式(如锻造)进行加工,不易实现高复杂度构件的成形,一定程度上限制了该合金的发展。
激光多层沉积(Laser Multilayer Deposition,LMD)技术是一项高性能金属零件的数字化增材制造技术,以金属粉末为原料、高能量密度的激光作为加热热源,通过逐点逐层熔覆沉积,能够实现高性能复杂结构金属零件的自由立体成形、受损零件的激光修复以及梯度材料的高效制备[11-13]。该技术在降低钛合金制品的成本、缩短研制周期、提高合金力学性能等方面展示出巨大的发展前景。此外,激光多层沉积技术所采用的同步送粉方式赋予了该技术实现成分柔性化设计的技术可能性,其核心是将构成合金的各元素混合粉末送入运动的激光熔池内完成合金化过程,进而通过多层激光沉积,实现合金的整体均匀成形。因此,结合阻燃钛合金的特性与激光多层沉积技术的优势,激光多层沉积阻燃钛合金有望为航空航天阻燃钛合金的进一步发展提供更多的可能。
Ti-V-Cr系钛合金是国内外研究和应用最为广泛的阻燃钛合金,国内外研究人员对激光多层沉积Ti-V-Cr系阻燃钛合金已经进行了相关研究。伯明翰大学的Wu等[14]以气体雾化法制备的Ti-25V-15Cr- 2Al-0.2C合金粉末为原料,利用激光直接制造技术制备Ti-25V-15Cr-2Al-0.2C阻燃钛合金,并分别研究了在空气中和在氩气气氛中制备的合金的组织演变规律,同时探讨了工艺参数(包括激光功率、送粉速率、扫描速度和轴抬升量等)对Ti-25V-15Cr-2Al-0.2C阻燃钛合金显微组织的影响。Wang等[15]以Ti-6Al-4V合金粉末和Ti-25V-15Cr-2Al-0.2C丝材为原料,采用激光直接制造技术制备了100%(质量分数)Ti-6Al-4V逐步过渡到100%(质量分数)Ti-25V-15Cr-2Al-0.2C阻燃钛合金的无缺陷、组织致密功能梯度材料。结果显示,当Ti-25V-15Cr-2Al-0.2C阻燃钛合金元素粉末送入含量为零时,沉积试样的凝固组织呈现外延生长粗大柱状β晶粒;当添加Ti-25V-15Cr-2Al-0.2C阻燃钛合金元素粉末时,凝固组织由粗大的柱状晶向等轴晶发生转变,且等轴β晶粒的尺寸随着阻燃钛合金粉末添加量的增加而减小,表明激光直接沉积Ti-25V- 15Cr-2Al-0.2C阻燃钛合金具有较大的凝固和成分过冷区间。zhang等[16]研究了激光立体成形工艺参数对单相β合金Ti-25V-15Cr阻燃钛合金晶粒形貌的影响。结果显示,通过调整激光工艺参数可以实现Ti-25V- 15Cr阻燃钛合金的晶粒形貌由粗大柱状晶到类等轴晶的转变。
作为单相β合金,Ti-V-Cr系阻燃钛合金的晶粒形貌是影响其性能的关键。以上研究表明,通过调整激光多层沉积过程中的热输入可显著改善阻燃钛合金的晶粒形态。激光器作为激光多层沉积系统中的核心部件,是影响该过程热输入的主要因素。若采用不同波长类型的激光器,由于材料对激光的吸收率不同,会显著影响成形过程的热输入,从而影响合金的组织和性能[17-19]。基于此,本研究针对两种典型波长的激光器——1.06 μm(半导体激光器)、10.6 μm(CO2激光器),对激光多层沉积Ti-35V-15Cr阻燃钛合金显微组织及性能的影响展开研究,并探讨其影响机理。研究工作将为激光多层沉积Ti-35V-15Cr合金的组织、性能调控奠定基础。
1 试验
1.1 材料
所用粉末原料为纯Ti粉、纯V粉和纯Cr粉,粉末粒度分别为75~100、45~75、75~100 μm,氧含量分别为0.069%、0.090%、0.071%(质量分数)。各元素粉末的化学成分均满足GB/T 4164—08标准。粉末形貌如图1所示,其中Ti粉为球形粉,V粉和Cr粉为非球形粉。试验前,将各元素粉末按照50%(质量分数)Ti + 35%(质量分数)V + 15%(质量分数)Cr的成分配比进行混合,随后置入真空干燥箱中烘烤8 h以去除粉末中的水分。试验所用基板为尺寸140 mm×50 mm×6 mm的Ti-6Al-4V板,试验前用砂纸将基板表面打磨平整,并用酒精清洗以去除表面油污。
1.2 试样制备
本研究采用激光多层沉积系统(图2)完成Ti-35V-15Cr沉积试样的制备,激光器分别采用LaserLine 6000半导体激光器和CP4000 CO2连续激光器。沉积系统还包括四轴三联动数控工作台、惰性气氛加工室、高精度可调送粉器和同轴送粉喷嘴等。试验前,将预制好的元素混合粉末称取150 g倒入送粉器中,按照表1的成形工艺参数完成Ti-35V-15Cr沉积试样的制备。试验过程中,送粉器中的元素混合粉末由载粉气流(氩气)通过送粉喷嘴输送至运动的激光熔池内,粉末经熔化、合金化、快速凝固形成沉积层。激光按照预设的扫描路径采用多道多层往复扫描的方式逐层完成均质试样的制备过程。沉积试样的尺寸为100 mm×15 mm×10 mm。由于钛及钛合金的化学特性极其活泼,因此,整个成形过程均在充满氩气的惰性气体保护箱中进行,成形气氛中氧气的含量低于0.005%。
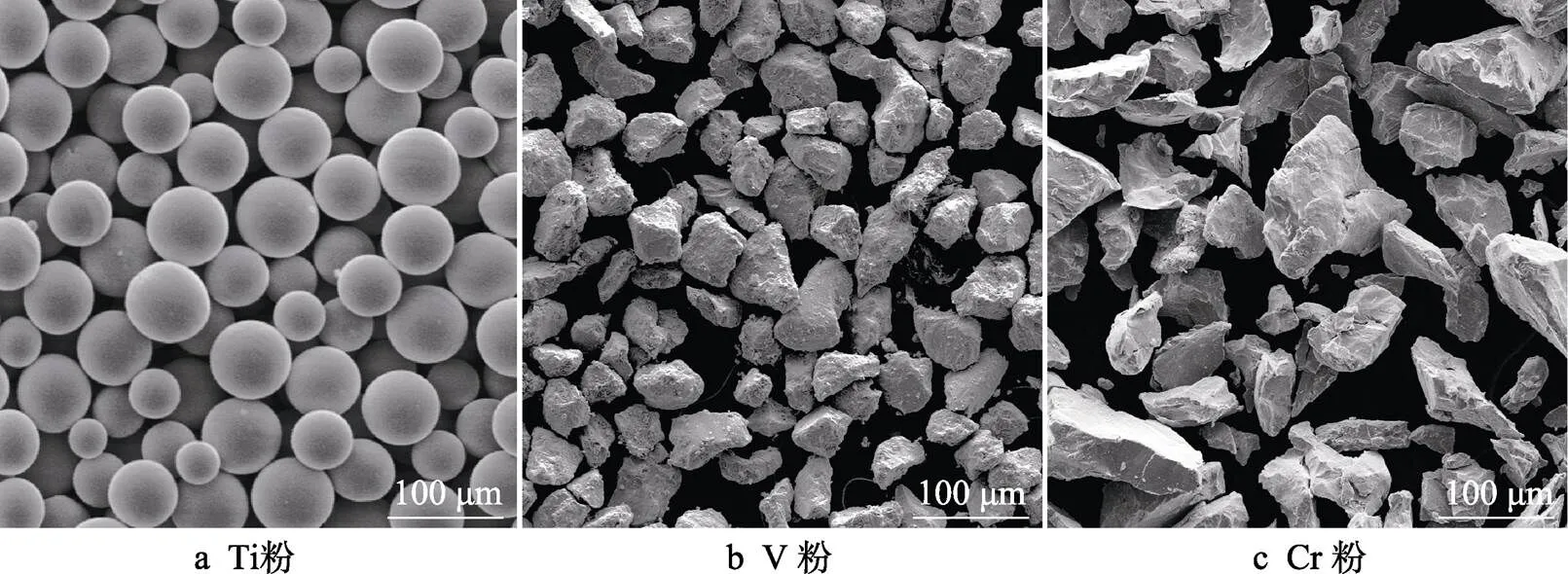
图1 元素粉末形貌图
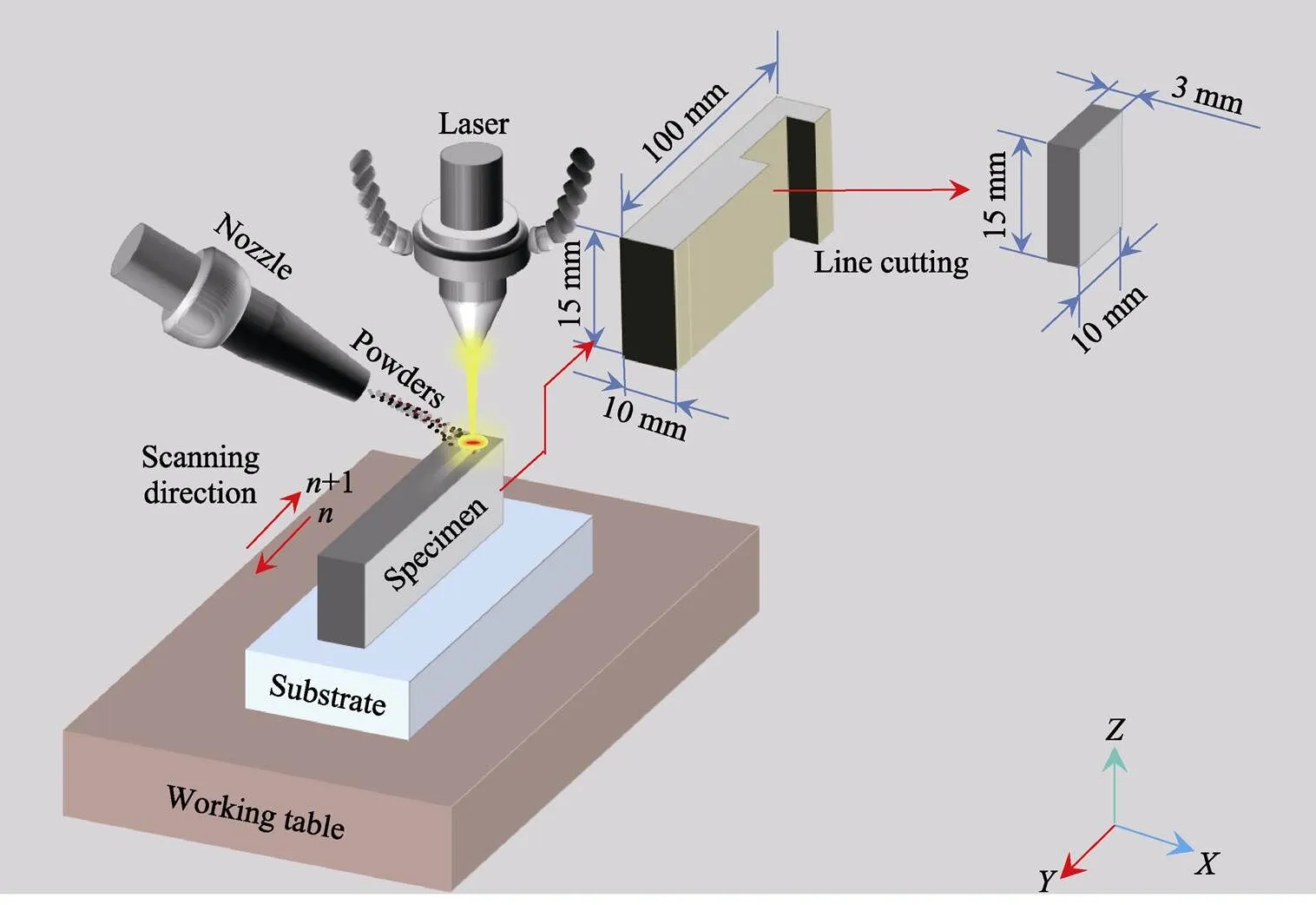
图2 激光多层沉积过程及试样切割示意图

表1 激光多层沉积试验工艺参数
1.3 显微组织表征
将两组不同工艺参数制备的Ti-35V-15Cr均质试样统一切割为10 mm×3 mm×15 mm的试样,利用热镶法将切割好的试样镶嵌,并采用400、600、800、1000、1500、2000目的砂纸逐步将试样表面打磨平整,确保试样表面无粗大划痕。采用SiO2抛光液进行机械抛光。将抛光后的试样用Kroll试剂(1 ml HF+3 ml HNO3+20 ml H2O)腐蚀,完成金相试样的制备过程。采用Olympus-PMG3光学显微镜(Optical Microscope,OM)和S-4800扫描电镜(Scanning Electron Microscope,SEM)观察沉积态试样的凝固组织,同时采用Image-Pro plus图像处理软件测量沉积态试样的晶粒尺寸大小。用HWLW-300A YAG固体激光器对两类激光器制备的沉积态试样进行激光点火试验,对其抗阻燃性能进行初步评价。在Struers Duramin-A300显微硬度仪上测量其显微硬度。
2 结果及分析
2.1 显微组织分析
2.1.1 半导体激光器制备Ti-35V-15Cr沉积态试样的显微组织
图3显示了采用波长1.06 μm的半导体激光器制备的Ti-35V-15Cr沉积态试样沿平行扫描方向的晶粒形貌。从图3a中可以看出,采用半导体激光器制备的沉积态试样的凝固组织呈现全等轴晶,且组织均匀致密,无明显的裂纹、未熔粉等缺陷。采用Image-Pro plus图像测量软件统计沉积态试样等轴晶的平均尺寸约为100 µm。图3b—d分别显示了沉积态试样从顶部到底部的局部组织的光镜放大图,结果显示,顶部区域(图3b)、中部区域(图3c)和底部区域(图3d)的等轴晶粒形态基本一致,均为形状较规则的多边形,各区域的平均晶粒尺寸基本一致。
图4a—b显示了半导体激光器制备的Ti-35V-15Cr合金中部和最底部过渡区(沉积试样与基体结合区域)的晶粒形貌,可以看出与中部Ti-35V-15Cr合金的成形区域相比(图4a),沉积试样与基体结合的过渡区域(图4a)晶粒较为粗大,是介于等轴晶和柱状晶之间的一种类等轴晶,其晶粒平均宽度为200 µm,长度为526 µm,长宽比为2.6。这是由于在基体表面沉积第一层时,基体(Ti-6Al-4V板材)部分发生熔化并进入熔池,因而第一层沉积层的成分并未直接转变为Ti-35V-15Cr,而是先经历Ti-Al-V-Cr合金的成分过渡阶段。笔者[20-21]前期针对Ti-6Al-4V表面激光熔覆Ti-25V-15Cr-0.2Si阻燃钛合金的研究中发现,成分过渡区内Al含量逐渐降低,V、Cr含量逐渐升高,通常需经历4~6层成分过渡后,完成阻燃钛合金成形。由于过渡区成分在激光多层沉积的条件下具有较强的外延生长特性,因而在基体界面附近倾向于形成长宽比较大的类等轴晶。

图3 半导体激光器制备的Ti-35V-15Cr沉积态试样的显微组织
图5显示了采用半导体激光器制备的Ti-35V-15Cr合金试样在扫描电镜下观察的显微组织,从中可以看出,Ti-35V-15Cr沉积态试样部分等轴晶粒内出现亚晶结构(图5a),亚晶界将晶粒分割成大量平均直径为10 μm的小晶块(图5b)。
2.1.2 CO2激光器制备Ti-35V-15Cr沉积态试样的显微组织
图6显示了采用CO2激光器制备的Ti-35V-15Cr沉积态试样沿平行扫描方向的晶粒形貌。从图6a中可以看出,采用CO2激光器制备的Ti-35V-15Cr沉积态试样整体呈现外延生长的粗大柱状晶特征,仅在试样最顶部存在薄薄的一层等轴晶。图6b—d为沉积态试样从顶部到底部的局部组织的光镜放大图,结果显示,沉积态试样顶部区域(图6b)由平均直径为52 µm的细小等轴枝晶组成,但等轴枝晶所占比例很小。试样中部(图6c)和底部区域(图6d)的凝固组织均呈现粗大的柱状枝晶特征,柱状晶的平均宽度由底部的120 µm逐渐增加至中部的200 µm。
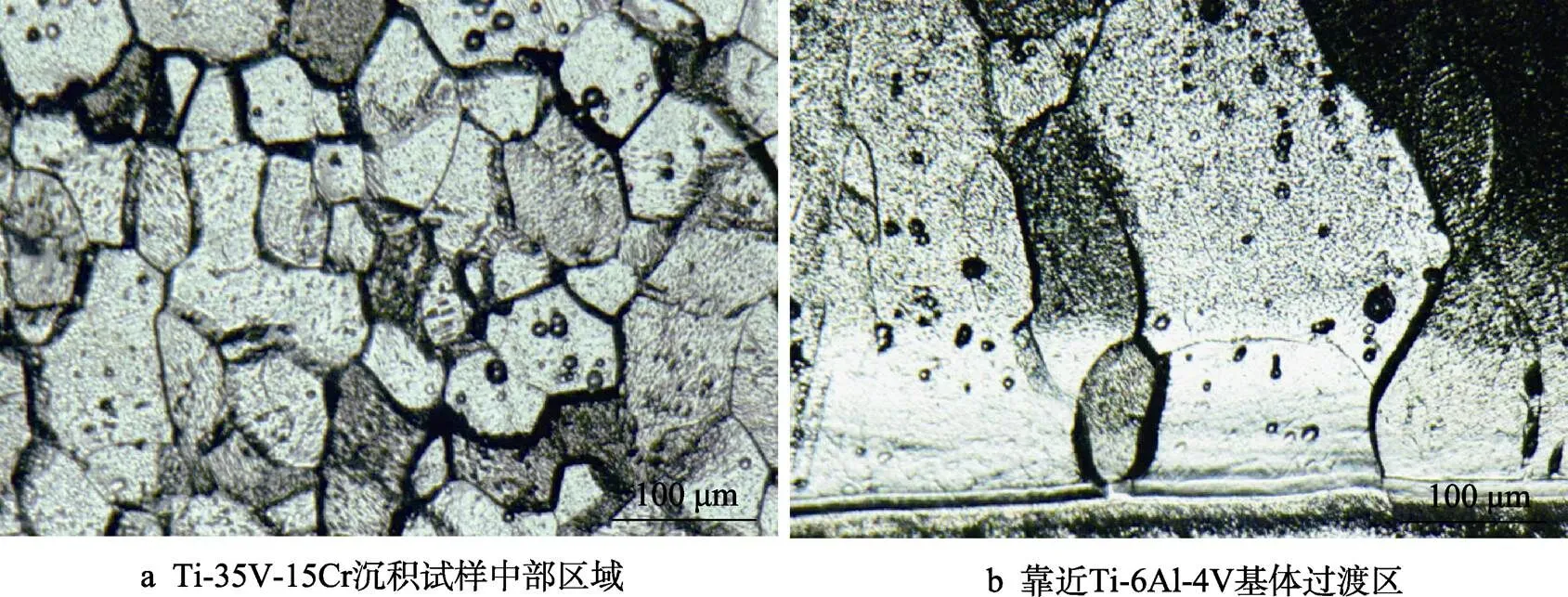
图4 利用半导体激光器多层沉积Ti-35V-15Cr合金试样不同区域的晶粒形貌对比
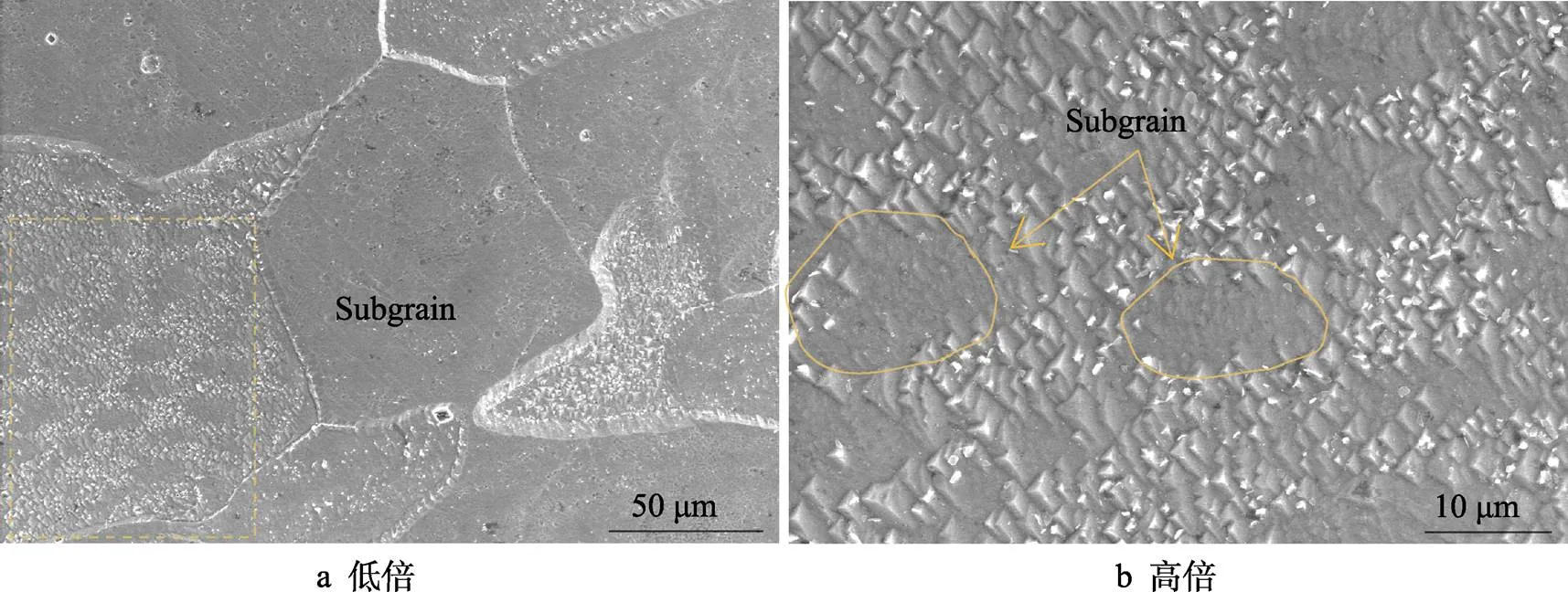
图5 半导体激光器成形Ti-35V-15Cr沉积态试样的晶内组织

图6 CO2激光器制备的Ti-35V-15Cr沉积态试样的显微组织
图7a—b显示了沉积态试样中部区域的“层带”和底部过渡区的晶粒形貌。由图7a可以看出,“层带”的形成是由于各沉积层的热影响区内枝晶发生了明显的粗化而导致的。分析原因在于:由于激光多层沉积过程要经历复杂的热循环过程,在沉积下一层时,会对已经形成的沉积层进行重熔且形成热影响区,热影响区内由于高温引起枝晶间元素扩散,从而导致枝晶粗化,因而形成明显的“层带”现象(图7a)。此外,由图7b可观察到,沉积试样底部过渡区域同样由外延生长的粗大柱状晶组成,但未形成明显的枝晶偏析。与半导体激光器制备Ti-35V-15Cr合金一致,这是由于过渡区内经历Ti-Al-V-Cr合金的成分过渡阶段而导致的。
图8显示了CO2激光器制备的Ti-35V-15Cr沉积态试样的晶内组织,可以更清晰地观察到沉积态试样内部呈现均匀分布的枝晶偏析组织(图8a),局部枝晶间出现微裂纹(图8b),相邻枝晶间的距离为5~10 µm,且枝晶较为发达。胞、枝晶的形成均是由于激光作用下的冷却速度极快,熔池固液界面前沿的溶质原子来不及充分扩散而在晶内形成的亚结构。对比两种激光器制备的Ti-35V-15Cr合金,可以发现CO2激光器制备的阻燃钛合金晶内亚结构更为发达,分析是由于两种类型激光器制备Ti-35V-15Cr阻燃钛合金的凝固条件存在较大差异所致。

图7 CO2激光器制备的Ti-35V-15Cr沉积态试样的局部晶粒形貌

图8 CO2激光器制备的Ti-35V-15Cr沉积态试样的晶内组织
2.2 抗阻燃性初步评价
采用激光点火法对两种激光器制备的Ti-35V- 15Cr沉积态试样进行点火测试,试样表面形成的腐蚀坑如图9所示。可以看出,两种激光器制备的Ti-35V-15Cr合金的腐蚀坑均为椭圆形,且腐蚀坑尺寸基本一致,平均直径均为1.1 mm。不同之处在于,采用半导体激光器制备的试样腐蚀坑较浅(图9a),表面比较平整;而采用CO2激光器制备的试样腐蚀坑较深,表面不平整且有大量的微裂纹产生。从腐蚀坑的表面形貌可以判断,半导体激光器制备的Ti-35V- 15Cr试样的抗阻燃性能略优于CO2激光器制备的Ti-35V-15Cr试样。分析原因在于:CO2激光器制备的Ti-35V-15Cr合金为较发达的枝晶组织,且局部枝晶间形成了少量微裂纹,提供了氧向内部扩散的通道,因而对合金的阻燃性能产生不利影响。这从侧面反映了合金的组织形态对阻燃性能将产生较为显著的影响,对于两种组织形态下Ti-35V-15Cr阻燃钛合金的定量阻燃性能对比研究,需要在更为准确严格的阻燃性能测试条件下进行分析。
2.3 显微硬度对比
采用Struers Duramin-A300显微硬度计对激光多层沉积Ti-35V-15Cr合金沉积态进行显微硬度测试,测试参数为:加载载荷100 g,加载时间15 s。为避免底部过渡区域和最顶部区域对硬度测试结果的干扰,硬度测试过程中,以基体表面向上3 mm为0点位置(如图10所示),进行硬度测试,沿沉积方向每隔2 mm测试一个显微硬度值,共测试5个位置(每个位置附近测3次,取平均值为该位置的平均硬度),测试结果如图10所示。结果显示,半导体激光器制备的Ti-35V-15Cr试样的平均显微硬度(375HV)略高于CO2激光器制备的试样(363HV)。分析原因在于:一方面,半导体制备的Ti-35V-15Cr沉积试样晶内局部存在亚晶结构,亚晶界会阻碍位错运动[22],导致局部应力集中,对硬度有所贡献;另一方面,CO2激光器制备的合金试样晶内为枝晶亚结构,且局部产生了少量微裂纹(如图8b所示),导致平均硬度降低。
2.4 显微组织形成机理分析
对比两种激光器制备的Ti-35V-15Cr阻燃钛合金,可以发现相同工艺条件下获得的合金晶粒形貌和晶内亚结构形态均有所不同,分析其主要原因在于两类激光器的波长不同,合金对激光的吸收率不同,因而引起凝固条件的显著差异而导致的。根据合金对激光能量输入的吸收率公式(1)[23],可知合金对激光能量的吸收主要取决于激光器的波长和合金的电阻率。本研究使用的半导体激光器的波长是1.06 µm,而CO2激光器的波长为10.6 µm。此外,采用Jmat-pro软件计算获得不同温度条件下Ti-35V-15Cr合金的电阻率如图11a所示,将和代入公式(1)可计算获得不同温度条件下Ti-35V-15Cr合金对两类激光器能量的吸收率。图11b显示了不同温度条件下吸收率的计算结果,可以看出,Ti-35V-15Cr合金对半导体激光器能量的吸收率1远高于对CO2激光器能量的吸收率2。通过分析1与2的比值(图11c),可以看出合金试样对半导体激光器能量的吸收率约是对CO2激光器能量的吸收率的3倍。
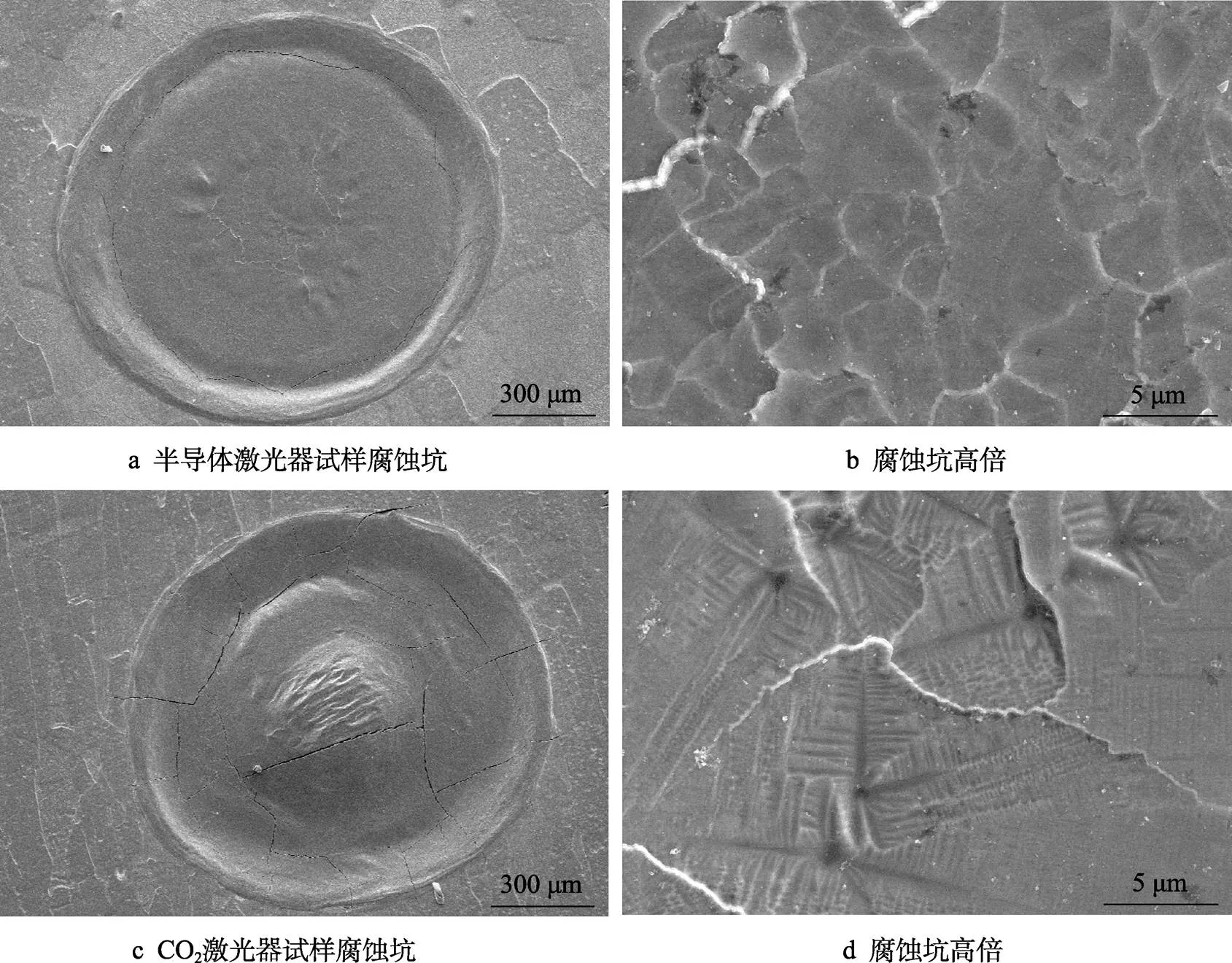
图9 激光点火法后腐蚀坑的表面形貌

图10 Ti-35V-15Cr合金试样的显微硬度测试结果

式中:为合金电阻率;为激光器的波长。
为进一步分析不同类型激光器对激光熔池凝固条件、进而对Ti-35V-15Cr合金试样晶粒形貌的影响,本研究采用林鑫等[24]建立的多元合金凝固柱状晶-等轴晶转变(Columnar to equiaxed transition,CET)模型计算了激光多层沉积Ti-35V-15Cr钛合金的柱状
晶-等轴晶转变曲线,如图12所示,图中阴影区域显示的是激光多层沉积钛合金常用的凝固条件(温度梯度和凝固速度)范围。从图中可以看出,由于Ti-35V- 15Cr合金较高的V、Cr溶质元素含量,导致更高的成分过冷区的形成,与典型两相钛合金[25](如Ti-6Al- 4V)相比,Ti-35V-15Cr的CET曲线中,等轴晶区的形成区间明显增大,即在激光多层沉积凝固条件范围内,更易于在熔池后延中上部形成更厚的等轴晶区。此外,根据Lia等[26-27]的研究,激光能量输入越高,热积累越严重,越容易形成更低的温度梯度,有利于等轴晶粒的形成。利用前期建立的激光多层沉积过程热传导模型,采用Ansys有限元模拟软件,获得了激光多层沉积时处于稳态区位置(距离基板表面7.5 mm的沉积层中部)的热循环曲线(见图13),具体模拟过程见文献[28]。根据热循环曲线,可计算获得半导体激光器和CO2激光器制备试样时,熔池尾部的温度梯度分别为9.8×104K/m和3.2×105K/m。此外,熔池尾部的凝固速度可近似等于激光扫描速度 10 mm/s。结合图12可以发现:在相同工艺条件下,采用半导体激光器成形时,由于其更高的热输入导致较低的温度梯度,使得熔池后沿形成更厚的等轴晶层;相反,采用CO2激光器成形时,获得的等轴晶层较薄。因此,在采用CO2激光器进行激光多层沉积时,较薄的等轴晶层在下一层沉积时被完全重熔,因而继续保持原始β晶粒外延生长;而半导体激光器成形时,较厚的等轴晶层在随后沉积过程中未被完全重熔,因而阻断晶粒的外延生长,形成全等轴的晶粒形貌。
此外,对比采用两种激光器制备试样的晶内亚结构发现,采用半导体激光器成形的试样内部形成亚晶粒,而采用CO2激光器成形的试样内部形成典型的枝晶偏析。分析原因在于:激光多层沉积Ti-35V-15Cr时,由于激光成形的非平衡快速凝固特性导致熔池尾部固液界面前沿形成较大的成分过冷区,因而在沉积层内形成胞状晶或枝晶偏析,同时在沉积层内产生较大的内应力;在随后的往复热循环过程中,当采用半导体激光器成形时,由于热输入较高,多层沉积强烈,在热和内应力的作用下引起元素扩散,枝晶偏析减弱甚至消失;同时将引起局部大量位错运动,导致局部不均匀的塑性变形而形成位错塞积,进而形成位错胞,反复热循环和应力作用下,局部位错胞内的位错重新分布和部分消失,并且位错壁平直化而转变为亚晶结构。而当采用CO2激光器成形时,由于热输入较低,热循环过程中的热积累效应较小,不足以引起显著的局部位错运动和元素扩散,因而保留了原始的枝晶偏析,仅在热影响区内由于局部的元素扩散和重熔而形成明显的“层带”现象[29]。综上,Ti-35V-15Cr合金对两种不同波长的激光吸收率不同,从而引起热输入的显著差异是导致显微组织的晶粒和晶内组织特征不同的原因所在。
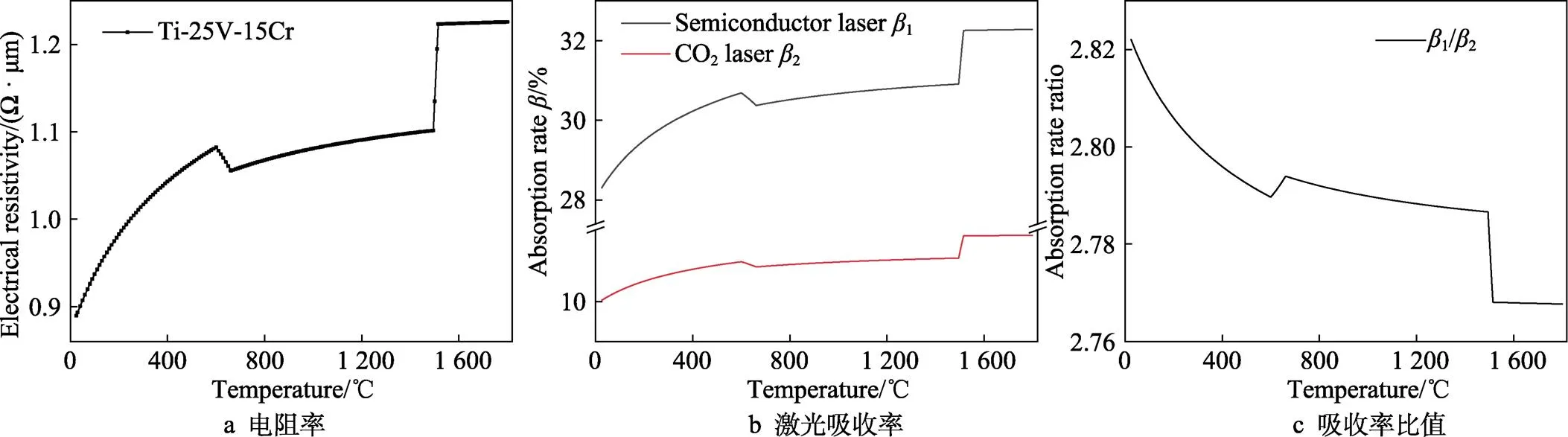
图11 Ti-35V-15Cr合金试样的电阻率和对激光器的吸收率
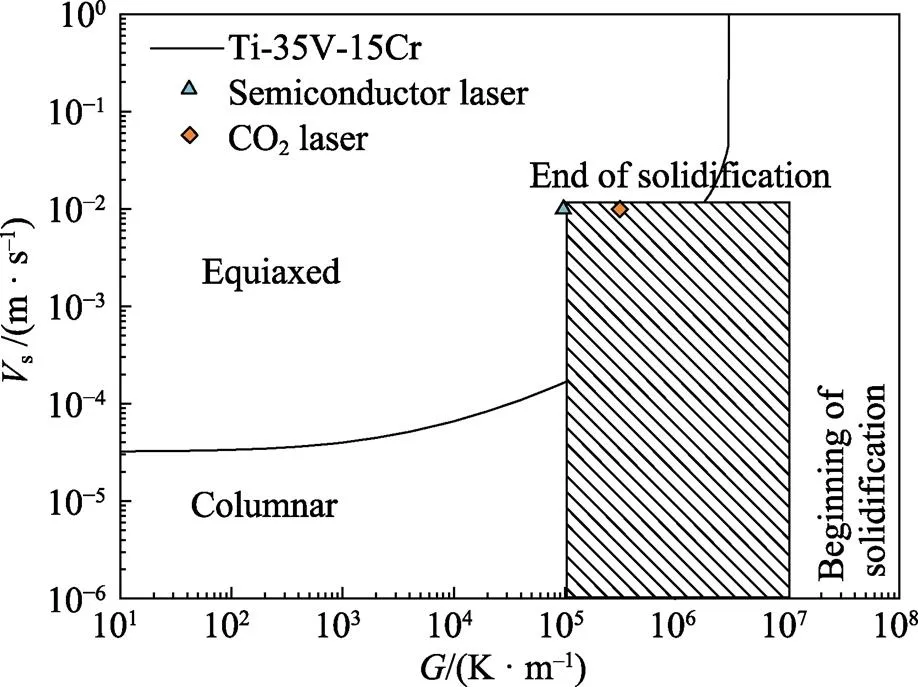
图12 激光多层沉积Ti-35V-15Cr的CET转变曲线

图13 不同激光器制备试样时的热循环曲线
3 结论
1)采用半导体激光器制备Ti-35V-15Cr阻燃钛合金,由于激光吸收率较高,沉积过程中熔池后沿温度梯度较低,因而形成均匀分布的全细小等轴晶组织,且由于较高的热积累导致晶内局部形成亚晶结构。
2)采用CO2激光器制备的Ti-35V-15Cr阻燃钛合金,由于激光吸收率较低,导致较高的熔池温度梯度,因而凝固组织主要由外延生长的粗大柱状晶组成,晶内组织呈现均匀分布的枝晶形态。
3)由半导体激光器制备的Ti-35V-15Cr试样平均硬度及抗阻燃性能均略优于CO2激光器制备的试样。
[1] 孙宇博, 雷娟娟. 航空发动机叶片TC4钛合金振动疲劳裂纹扩展研究及剩余寿命预测[J]. 表面技术, 2016, 45(9): 207-213.
SUN Yu-bo, LEI Juan-juan. Research on Fatigue Crack Propagation and Remain Fatigue Life Prediction of Aero-Engine Blade TC4 Titanium alloy[J]. Surface Technology, 2016, 45(9): 207-213.
[2] 刘东雷, 陈情, 王德, 等. Ti-6Al-4V表面电子束熔覆(Ti, W)C1-x复合涂层的形成及摩擦性能[J]. 金属学报, 2020, 56(7): 1025-1035.
LIU Dong-lei, CHEN Qing, WANG De, et al. Formation and Friction Properties of Electron Beam Cladding(Ti, W)C1-xComposite Coatings on Ti-6Al-4V[J]. Acta Metallurgica Sinica, 2020, 56(7): 1025-1035.
[3] ZHANG Si-yu, ZHANG Qiang, ZHENG Min, et al. Grain Refinement and Improved Tensile Properties of Ti5Al2Sn2Zr4Mo4Cr Titanium Alloy Fabricated by Laser Solid Forming[J]. Materials Science and Engineering: A, 2021, 800: 140388.
[4] LU Jin-wen, GE Peng, ZHAO Yong-qing. Recent Development of Effect Mechanism of Alloying Elements in Titanium Alloy Design[J]. Rare Metal Materials and Engineering, 2014, 43(4): 775-779.
[5] LOU Li-yan, ZHANG Yu, JIA Yun-jie, et al. High Speed Laser Cladded Ti-Cu-NiCoCrAlTaY Burn Resistant Coating and Its Oxidation Behavior[J]. Surface and Coatings Technology, 2020, 392: 125697.
[6] CHEN Yong-nan, HUO Ya-zhou, SONG Xu-ding, et al. Burn-Resistant Behavior and Mechanism of Ti14 Alloy[J]. International Journal of Minerals, Metallurgy, and Materials, 2016, 23(2): 215-221.
[7] SEAGLE S R. The State of the USA Titanium Industry in 1995[J]. Materials Science and Engineering: A, 1996, 213(1-2): 1-7.
[8] HAN Yuan-fei, ZENG Wei-dong, ZHAO Yong-qing, et al. Modeling of Constitutive Relationship of Ti-25V-15Cr-0.2Si Alloy during Hot Deformation Process by Fuzzy-Neural Network[J]. Materials & Design, 2010, 31(9): 4380-4385.
[9] 曹京霞, 黄旭, 弭光宝, 等. Ti-V-Cr系阻燃钛合金应用研究进展[J]. 航空材料学报, 2014, 34(4): 92-97.
CAO Jing-xia, HUANG Xu, MI Guang-bao, et al. Research Progress on Application Technique of Ti-V-Cr Burn Resistant Titanium Alloys[J]. Journal of Aeronautical Materials, 2014, 34(4): 92-97.
[10] 田浩亮, 熊声健, 金国, 等. 航空发动机钛合金压气机组件防钛火用阻燃可磨耗涂层研究进展[J]. 稀有金属材料与工程, 2021, 50(7): 2620-2629.
TIAN Hao-liang, XIONG Sheng-jian, JIN Guo, et al. Research Progress of Anti-Titanium Flame Retardant Abrasion Resistance Coating for Aero-Engine Titanium Alloy Compressor Assembly[J]. Rare Metal Materials and Engineering, 2021, 50(7): 2620-2629.
[11] GULLIPALLI C, BURAD P, THAWARI N, et al. Microstructure Evolution in Direct Energy Deposited Multilayer Inconel 718[J]. Arabian Journal for Science and Engineering, 2022, 47(7): 7985-7994.
[12] ZHANG Kai, WANG Shi-jie, LIU Wei-jun, et al. Characterization of Stainless Steel Parts by Laser Metal Deposition Shaping[J]. Materials & Design, 2014, 55: 104-119.
[13] ZHANG Hang, CHEN Zi-hao, HE Yao-yao, et al. High Performance NbMoTa-Al2O3Multilayer Composite Structure Manufacturing by Laser Directed Energy Deposition[J]. Materials (Basel, Switzerland), 2021, 14(7): 1685.
[14] WU X, SHARMAN R, MEI J, et al. Direct Laser Fabrication and Microstructure of a Burn-Resistant Ti Alloy[J]. Materials & Design, 2002, 23(3): 239-247.
[15] WANG Fu-de, MEI J, WU Xin-hua. Microstructure Study of Direct Laser Fabricated Ti Alloys Using Powder and Wire[J]. Applied Surface Science, 2006, 253(3): 1424-1430.
[16] ZHANG Feng-ying, LIU Tong, ZHAO Han-yu, et al. Influence of Processing Parameters on Beta Grain Morphology of Laser Solid Forming of Ti-25V-15Cr Burn- Resistant Titanium Alloy[J]. The International Journal of Advanced Manufacturing Technology, 2017, 91(5): 1461-1472.
[17] PIOMBINI H, GUEDICHE A, PICART D, et al. Absorption Measurement of Layers or Materials: How to Calibrate?[J]. Results in Physics, 2019, 14: 102314.
[18] BOLEY C D, KHAIRALLAH S A, RUBENCHIK A M. Calculation of Laser Absorption by Metal Powders in Additive Manufacturing[J]. Applied Optics, 2015, 54(9): 2477-2482.
[19] FAZELI R. Efficient Absorption of Laser Light by Nano-Porous Materials with Well-Controlled Structure[J]. Laser Physics Letters, 2020, 17(4): 046001.
[20] 邱莹, 张凤英, 胡腾腾, 等. 激光功率对TC4表面熔覆Ti40阻燃钛合金组织及硬度的影响[J]. 中国激光, 2019, 46(11): 167-175.
QIU Ying, ZHANG Feng-ying, HU Teng-teng, et al. Effect of Laser Power on Microstructure and Hardness of Ti40 Flame-Retardant Titanium Alloy Deposited by Laser Cladding on TC4 Surface[J]. Chinese Journal of Lasers, 2019, 46(11): 167-175.
[21] ZHANG Feng-ying, QIU Ying, HU Teng-teng, et al. Microstructures and Mechanical Behavior of Beta-Type Ti-25V-15Cr-0.2Si Titanium Alloy Coating by Laser Cladding[J]. Materials Science and Engineering: A, 2020, 796: 140063.
[22] GU Jia-yang, LUO Chun-hui, MA Ping-chuan, et al. Study on Processing and Strengthening Mechanisms of Mild Steel Subjected to Laser Cavitation Peening[J]. Applied Surface Science, 2021, 562: 150242.
[23] BRAMSON M A. Infrared Radiation: A Handbook for Applications, with a Collection of Reference Tables[m]. US: New York Plenum Press, 1968.
[24] 林鑫, 李延民, 王猛, 等. 合金凝固列状晶/等轴晶转变[J]. 中国科学E辑: 技术科学, 2003, 33(7): 577-588.
LIN Xin, LI Yan-min, WANG Meng, et al. Solidified Nematic/Equiaxed Transformation of Alloy[J]. Science in China, SerE, 2003, 33(7): 577-588.
[25] 钱远宏, 谭华, 李静, 等. 高功率激光立体成形Ti-6Al-4V合金组织研究[J]. 稀有金属材料与工程, 2014, 43(9): 2162-2166.
QIAN Yuan-hong, TAN Hua, LI Jing, et al. Microstructure Characterization of Laser Solid Forming Ti-6Al- 4V Alloy by High Power[J]. Rare Metal Materials and Engineering, 2014, 43(9): 2162-2166.
[26] ZHOU Sheng-feng, HUANG Yong-jun, ZENG Xiao-yan, et al. Microstructure Characteristics of Ni-Based WC Composite Coatings by Laser Induction Hybrid Rapid Cladding[J]. Materials Science and Engineering: A, 2008, 480(1-2): 564-572.
[27] LIA F, PARK J Z, KEIST J S, et al. Thermal and Microstructural Analysis of Laser-Based Directed Energy Deposition for Ti-6Al-4V and Inconel 625 Deposits[J]. Materials Science and Engineering: A, 2018, 717: 1-10.
[28] HEIGEL J C, MICHALERIS P, REUTZEL E W. Thermo- Mechanical Model Development and Validation of Directed Energy Deposition Additive Manufacturing of Ti-6Al-4V[J]. Additive Manufacturing, 2015, 5: 9-19.
[29] SHRESTHA S, PANAKARAJUPALLY R P, KANNAN M, et al. Analysis of Microstructure and Mechanical Properties of Additive Repaired Ti-6Al-4V by Direct Energy Deposition[J]. Materials Science and Engineering: A, 2021, 806: 140604.
Influence of Laser Types on Microstructure and Performance of Laser Multilayer Deposition of Ti-35V-15Cr Alloy
1,1,2,3,1,1,1,1
(1. School of Materials Science and Engineering, Chang’an Univeristiy, Xi’an 710064, China; 2. Shaanxi Aerospace Power High-Tech Co. Ltd., Xi’an 710064, China; 3. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China)
The laser is the main component of the laser additive manufacturing system. The different absorption rates of the material when applying different types of lasers will have a significant impact on the microstructure and properties of the laser additive manufactured alloy. In this research, we investigated the microstructure, flame-retardant properties, and microhardness of Ti-35V-15Cr alloy deposited by laser multilayer deposition (LMD) technology under the conditions of two different types of lasers, semiconductor and CO2, and explored the mechanism of the influence of different types of lasers on the microstructure and properties of the alloy. The microstructure of Ti-35V-15Cr flame-retardant titanium alloy formed by the semiconductor laser with a wavelength of 1.06 μm and the CO2laser with a wavelength of 10.6 μm is significantly different. The average width of equiaxed grains is 100 μm, and the grain size and shape are basically the same, but in the transition area between the deposition layer and the substrate, there is an equiaxed-like transition microstructure with an average width of 200 µm, length of 526 µm, and aspect ratio of 2.6. The existence of this microstructure transformation is due to the variation of the content of the alloy elements Al, V, and Cr near the interface and the epitaxial growth characteristics of the grains. The formation of such subgrain structure is attributed to the local dislocation movement and alloy element diffusion caused by the large thermal accumulation and internal stress during laser forming, which not only inhibits the formation of segregation but also promotes the local dislocation movement and finally forms dislocation cells; whereas the microstructure of the alloy formed by the CO2laser is mainly columnar grains with an average size of 120-200 µm, and the top of the deposited specimen is a fine equiaxed grain layer with an average diameter of 52 µm. Compared with the former, the layer band morphology of the deposited specimens with CO2laser is more obvious and the top equiaxed layer is thinner, but unlike the former, the dendrite segregation inside the grains can be observed by scanning electron microscopy, and the distance between the dendrites is about 5-10 µm. The heat input and heat accumulation are therefore insufficient to cause significant local dislocation motion and diffusion of alloy elements, which leads to dendrite segregation. The effect of titanium alloy on the absorption rate of different types of lasers was studied by laser energy absorption rate equation and Jmat-pro software calculation, and it was found that the absorption rate of Ti-35V-15Cr titanium alloy to semiconductor laser energy is much higher than that of CO2laser energy, and the former is nearly three times of the latter, which proves that the laser absorption rate has a great influence on the formation of different microstructures. By means of a multivariate alloy solidification columnar/equiaxed transition model, it was found that the higher heat input and accumulation led to a lower temperature gradient at the solid-liquid interface front when the alloy was formed by a semiconductor laser, making it easier to form equiaxed grains. The microhardness of the alloys formed by the two lasers was tested, and the average hardness of the alloy formed by the semiconductor laser was 375HV and that of the alloy formed by the CO2laser was 363HV, the former being slightly higher than that of the latter. Then, the flame-retardant properties of the alloys formed by semiconductor and CO2laser were evaluated by laser ignition method, which was found that the flame retardancy of Ti-35V-15Cr flame retardant titanium alloy formed by a semiconductor laser was slightly better than that of the alloy ford by a CO2laser in both cases.
laser multilayer deposition; Ti-35V-15Cr; process equipment; microstructure; flame-retardant properties; dendritic segregation
V261.8
A
1001-3660(2023)01-0354-10
10.16490/j.cnki.issn.1001-3660.2023.01.036
2021–12–17;
2022–04–13
2021-12-17;
2022-04-13
空军工程大学等离子体动力学实验室科学技术基金(N0614220206021804);陕西省重点研发计划(2023-YBGY-359);西安市科技计划(21ZCZZHXJS-QCY6-0001、21CXLHTJSGG-QCY8-0003);中国中东欧高校联合教育项目(2021108);中央高校基本科研业务费项目(300102312407、X202210710372)
The fund of the Science and Technology on Plasma Dynamics Laboratory (Air Force Engineering University) (N0614220206021804); Key Research and Development Plan of Shaanxi Province (2023-YBGY-359); Science and Technology Plan of Xi'an City (21ZCZZHXJS- QCY6-0001, 21CXLHTJSGG-QCY8-0003); China CEEC University Joint Education Project (2021108); the Central University of Basic Scientific Research (300102312407, X202210710372)
杨森(1997—),男,硕士研究生,主要研究方向为激光立体成形钛合金。
YANG Sen (1997-), Male, Postgraduate, Research focus: laser solid forming titanium alloy.
张凤英(1980—),女,博士,教授,主要研究方向为激光立体成形钛合金。
ZHANG Feng-ying (1980-), Female, Doctor, Professor, Research focus: laser solid forming titanium alloy.
杨森,黄开虎,李静,等. 不同类型激光器对激光多层沉积Ti-35V-15Cr合金显微组织及性能的影响[J]. 表面技术, 2023, 52(1): 354-363.
YANG Sen, HUANG Kai-hu, LI Jing, et al. Influence of Laser Types on Microstructure and Performance of Laser Multilayer Deposition of Ti-35V-15Cr Alloy[J]. Surface Technology, 2023, 52(1): 354-363.
责任编辑:万长清
猜你喜欢
工程科学学报(2023年4期)2023-01-07
河北省科学院学报(2020年4期)2020-03-19
科学(2020年6期)2020-02-06
光学精密工程(2016年5期)2016-11-07
中国塑料(2016年6期)2016-06-27
中国塑料(2016年3期)2016-06-15
工业设计(2016年4期)2016-05-04
中国塑料(2016年11期)2016-04-16
中国塑料(2015年3期)2015-11-27
无机盐工业(2014年1期)2014-10-17
