
激光切割技术在钛合金锻件上的应用研究
2023-02-07 08:45黄定辉王治平魏丽洪鑫仲惟光苏化冰杨恩超无锡透平叶片有限公司
锻造与冲压 2023年1期
文/黄定辉,王治平,魏丽,洪鑫,仲惟光,苏化冰,杨恩超·无锡透平叶片有限公司
钛合金具有密度小、强度高、耐高温和抗腐蚀性好等优点,在航空航天领域获得了广泛的应用,钛合金一直是航空航天工业的“脊柱”之一,近年来,钛合金在石油、化工、冶金、生物医学和体育用品等领域也开始得到应用,并已成为新工艺、新技术、新设备不可缺少的金属材料,钛工业进入一个新的蓬勃发展时期。各类结构、各种尺寸的钛合金零部件相继出现,对钛合金零部件加工的各种尝试也逐渐开展起来。
一般而言,激光切割具有切缝窄、速度快、热变形小、质量高、省材省工时、切割范围广、加工灵活性好、容易实现自动化、对环境无污染等优点。因此,激光切割技术的应用范围也很宽,目前已应用于切割钢板、不锈钢、厚度1.5mm 左右的钛板以及钽、铌、镍、铜、锌、铝、石英、陶瓷、半导体材料等,应用领域涵盖食品、医药、电子、纺织、汽车工业及航空航天等,但在更厚尺寸的钛合金板材或锻件上的应用未见报道。
在锻造行业,结构钢及不锈钢锻件的飞边及连皮已大量采用激光切边技术,而在钛合金锻件上激光切割技术在国内仍属于禁用或限用工艺。但随着激光切割设备日新月异的发展,激光设备功率的提升和激光切割气氛的多样化,给激光切割钛合金锻件的高质量应用提供了基础支撑。因此,激光切割技术在钛合金锻件上的应用研究就更有意义了。
试验材料与试验方法
选取不同厚度的TC11 钛合金材料,分别在辅助气体为O2、功率为3000W 的激光设备及辅助气体为N2、功率为15000W 的激光设备上进行切割试验。试验料外观及对应厚度尺寸见图1 和表1。对切割后试验材料的切割面进行宏观和微观组织形貌观察,通过高倍金相组织形貌评估不同激光器切割条件下热影响层深度,并通过显微硬度进行热影响层厚度的验证评估。
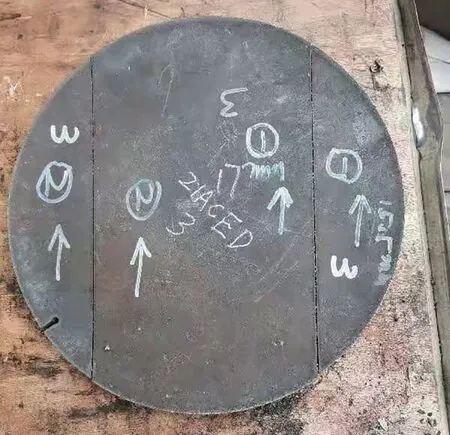
图1 激光切割用试验料外观形貌

表1 试验料编号与厚度尺寸
试验结果与分析
在每组试验料切割前都会在相应厚度的材料上进行切割参数调试,调试包括调节激光功率、切割速度、调整透镜焦平面距离工件的距离以及辅助气体喷嘴形状、大小等参数,通过调整找到最佳的切割参数后再进行实物的切割。
3000W 功率、O2 辅助条件下激光切割钛合金的应用研究
3000W 功率、O2辅助条件下激光切割不同厚度试料切割面宏观形貌见图2,对应显微组织见图3。从其宏观和显微组织上看,此条件下激光切割钛合金锻件的切割面凹凸不平、氧化现象明显,且切割面凹凸程度及热影响层厚度随切割厚度的增加而增加,这与钛合金热传导率差及其易与O2反应的特性有关。O2在冷却激光透镜及喷嘴的同时,钛合金与O2发生剧烈氧化反应并放出大量热量,因钛合金导热率差热量难以扩散而集聚,便产生了切割面凹凸不平的氧化结果,而O2起到一定的助燃作用,使得激光切割过程中发出耀眼白光,且因为助燃,其在切割过程中未出现切割功率不足而难以切割的现象,切割厚度可不受限。但随切割锻件厚度的增加,氧化程度加剧明显。

图2 3000W 功率、O2 辅助条件下激光切割不同厚度试料切割面宏观形貌

图3 3000W 功率、O2 辅助条件下激光切割不同厚度试料热影响层形貌
为评估金相热影响层厚度的可信度,选取3#金相试样进行维氏硬度检测以佐证金相评估方法。维氏硬度检测均按加载0.5kg,保载12s 进行,检测结果见图4,通过金相组织评估其热影响层深度为2.58mm,通过维氏硬度评估其热影响层深度为2.49mm,由此证明通过金相组织评估激光切割热影响层深度的方法可信。
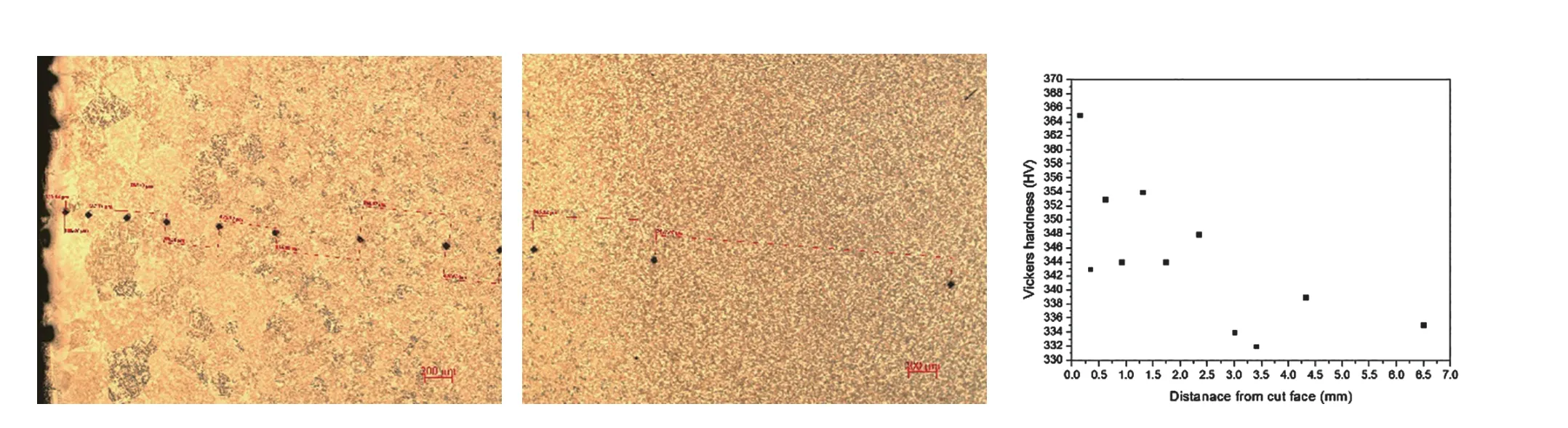
图4 3000W 功率、O2 辅助条件下激光切割25mm 厚试料热影响层维氏硬度检测情况
3000W 功率、O2辅助条件下激光切割钛合金锻件表面通过金相组织对比其热影响层深度见图3,结合切割过程中氧化凹凸影响的深度结果,统计出不同厚度下切割总影响深度(总影响深度包括热影响层和氧化凹坑深度)结果见图5。由图5 可以看出,当切割试料厚度由13mm增大到25mm时其总影响深度从3.81mm 增大到4.88mm,此影响深度已经超过了锻件的设计余量,在锻件飞边切割、连皮切割及粗加工上不具备使用条件。
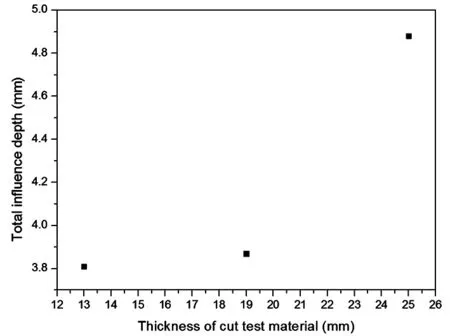
图5 3000W 功率、O2 辅助条件下激光切割不同厚度试料与总影响层深度对应关系
15000W 功率、N2 辅助条件下激光切割钛合金的应用研究
15000W 功率、N2辅助条件下激光切割不同厚度试料切割面宏观形貌见图6,对应显微组织见图7。从其宏观和显微组织上看,此条件下激光切割钛合金锻件的切割面较为平坦且显示为光亮的金属光泽,氧化现象不明显,切割面热影响层厚度随切割厚度的增加而增加,热影响层厚度较3000W 功率、O2辅助条件下薄很多,这与钛合金不易与N2反应的化学特性有关,但随着切割试料厚度的增加,在切割中因热量聚集时间加长,氧化现象不可避免,因此,随切割试料厚度增加其热影响层厚度会增加。

图6 15000W 功率、N2 辅助条件下激光切割不同厚度试料切割面宏观形貌
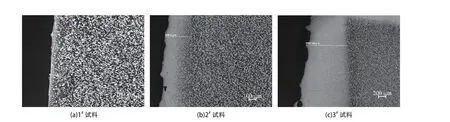
图7 激光切割不同厚度试料热影响层形貌
此条件下的切割过程中光束能量较O2辅助条件下弱,切割更厚试料时,为保障表面氧化程度可接受需要进行工艺参数调试,但调整后会出现切割不透的现象,因此,若要保障切割面的质量,切割更厚的试料需更大功率的激光切割设备。
15000W 功率、N2辅助条件下激光切割钛合金锻件表面通过金相组织对比其热影响层深度见图7,统计出不同厚度下切割热影响深度结果见图8,由图8可以看出,当切割试料厚度由13mm增大到25mm时其热影响深度从0.09mm 增大到1.16mm,该热影响深度还在锻件的设计余量范围内,在锻件飞边切割、连皮切割及粗加工上具备使用条件。
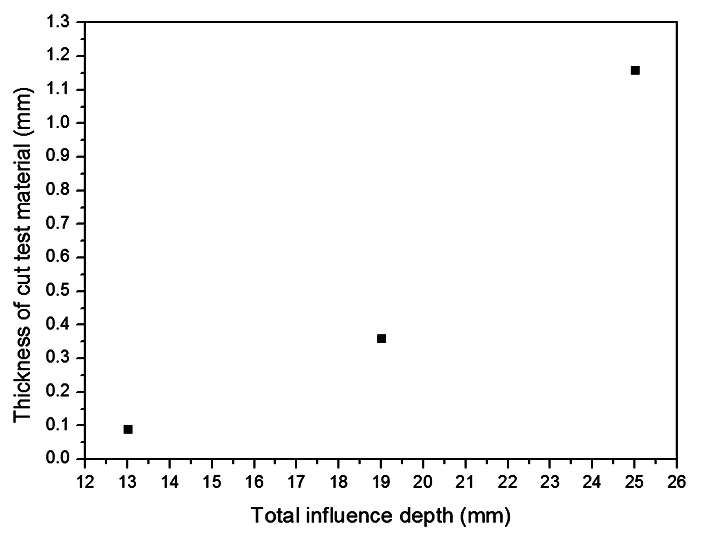
图8 15000W 功率、N2 辅助条件下激光切割不同厚度试料与热影响层深度对应关系
结论及展望
3000W 功率、O2辅助条件下激光切割钛合金锻件,因钛与O2极易发生化学反应且O2具有助燃作用,可切割较厚的钛合金锻件,但在切割表面出现明显凹凸不平现象且热影响层较厚,试料厚度由13mm 增加到25mm时其总影响深度从3.81mm增大到4.88mm,该影响深度已经超过了锻件的设计余量,不具备推广应用的条件。
15000W 功率、N2辅助条件下激光切割钛合金锻件,因钛与N2不易发生化学反应,可切割钛合金锻件厚度有限,但其切割表面光滑且热影响层较薄,试料厚度由13mm 增大到25mm 时其总影响深度从0.09mm 增大到1.16mm,该影响深度仍在锻件的设计余量范围内,可实现推广应用。
随着激光技术的发展,更大功率的激光设备在不断研发、惰性辅助气体的应用更为多样化,大功率、惰性气体辅助的激光设备用于钛合金锻件的加工就显示出了明显的效率、成本和环保优势。激光切割技术在钛合金锻件加工上的“禁用、限用”的约束也必将随着激光技术的发展而被放开。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
一重技术(2021年5期)2022-01-18
河北理科教学研究(2021年3期)2022-01-18
发明与创新(2021年39期)2021-11-05
航空发动机(2020年3期)2020-07-24
中国交通信息化(2019年10期)2019-11-16
世界有色金属(2019年7期)2019-06-11
中国自行车(2018年8期)2018-09-26
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
