
华中数控卧式四轴机床坐标系自动补偿研究
2023-02-03 01:54胡兴平冯常喜赵志虎
制造技术与机床 2023年1期
杨 凯 胡兴平 冯常喜 张 宁 吴 飞 赵志虎
(北京卫星制造厂有限公司,北京 100094)
数控技术是关系到我国产业安全、经济安全和国防安全的国家战略性高新技术。从手机、家电、汽车到飞机、火箭的制造,都离不开数控技术。数控技术是装备制造中的核心技术,华中数控不断开发数控系统新功能,使CAM功能在国产数控系统中充分应用。
1 研究背景
在卧式四轴加工中心加工产品时,存在一个问题:工作台旋转以后,先前建立的工件坐标系已不可用,需重新建立工件坐标系。在大批量生产中,利用专用夹具装夹工件,将其固定在工作台上,得到工件坐标系与机械坐标系的位置关系,计算出每个加工特征的角度,根据旋转后的角度,计算加工特征中的各个特征坐标,一次计算,批量使用。但在单件或小批量生产、使用通用夹具进行装夹工件时,这种方法不再适用。工件每次旋转后都需要计算、找正工件坐标系,操作过程复杂,并受所使用测量工具误差及操作人员人为误差影响,导致多次找正的工件坐标系精度不够,且停止机床找正工件,程序中断,不能连续加工,生产效率低。
通过研究华中数控系统,开发了机床刀尖点跟随功能,有效地解决了此问题。
2 基于华中数控系统的坐标系转换宏程序研究
2.1 宏程序概念及优势
一组命令构成机床特定功能,将这组命令编写成机床执行文件存储在机床存储器中,把机床存储器中的执行文件用一个命令来代表,只用这个命令即可以执行机床特定功能。把存储在存储器中的这组命令叫做宏程序本体,宏程序本体名称做用户宏程序指令。使用宏程序指令,数控程序的编制者无需再完整输出宏程序本体,只需输出宏指令即可。宏程序可以在宏程序本体中使用变量,可以进行变量间的演算;宏指令可以读取机床控制器中实际的值,实现宏程序的通用性。
2.2 卧式四轴加工中心的机床结构及坐标系补偿功能
常见卧式加工中心结构及坐标系如图1所示,主要由X、Y、Z这3个线性轴及旋转轴B轴组成。
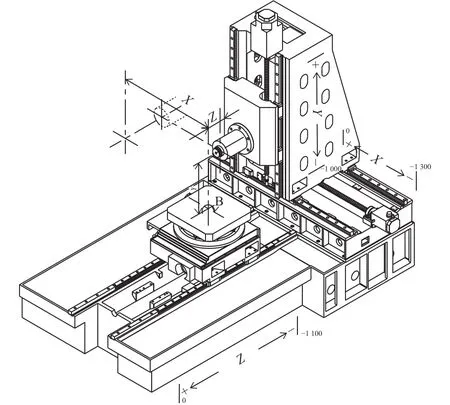
图 1 卧式铣镗加工中心的坐标
RTCP即rotated tool center point,就是大家常说的刀尖点跟随功能,是指刀轴旋转后为保持刀尖点相对于工件位置不变,机床控制器自动计算并执行线性轴补偿的功能。在五轴加工中,刀尖点位置会随着机床旋转轴的旋转而发生变化,数控系统控制点往往与刀尖点不重合,带有刀尖点跟随的五轴机床,系统可以自动补偿工件坐标系与机床机械坐标系变换,以保证刀尖点按照既定轨迹运动。图2是五轴机床刀尖点跟随开和关的转换效果图。
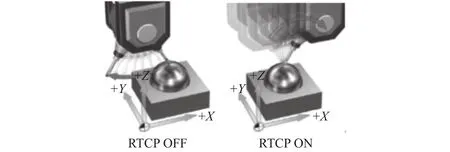
图 2 刀尖点跟随转换效果[1]
2.3 卧式四轴机床运动求解研究[2]
对四轴机床坐标系进行运动分析,得到运动关系后,编制坐标系变换宏程序,然后进行后处理开发,最终实现卧轴机床定轴功能的自动补偿,在编程及加工过程中不受机床旋转后坐标系变化影响。
建立机床机械坐标系XMYMZM,转台中心原点为O,以及产品加工坐标系XwYwZwOw,如图3所示。
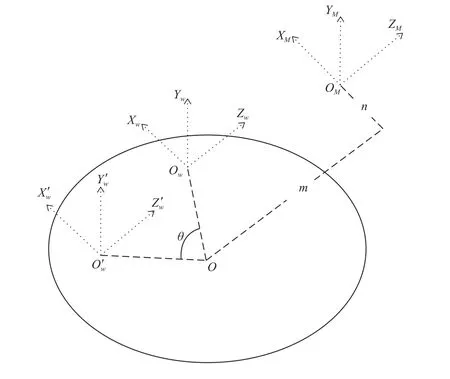
图 3 B 轴转台的坐标系
转台上有一点Ow,机械坐标为(Xm、Ym、Zm),假定转台无运动误差,当转台旋转角度θ后,Ow点运动到O'w点,机械坐标为(X'm、Y'm、Z'm)。其中Ow、O'w的机械坐标存储在机床系统变量中,如表1所示。

表1 机械坐标系各变量地址表
变换前,Ow点工件坐标系存储在G54中,如下

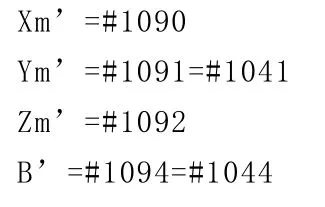
由于在ZOX平面内旋转,Y轴坐标值不变,变换后,Ow’点工件坐标系存储在G59中,如:
转台旋转θ角度后,其工件坐标系由G54变换为G59,整个变换过程为“转台中心平移到机械坐标系零点-工件坐标系零点绕转台中心旋转-转台中心平移回到初始位置”。
在ZOX平面内变换的平移矩阵如式(1)所示。

将转台中心平移到机械坐标系零点,在X和Z方向的平移量分别为m和n,其值如下。

然后,将工件坐标系零点绕法向逆时针旋转θ角的旋转矩阵如式(2)所示。

最后,将转台中心平移回到初始位置的变换矩阵如式(3)所示。

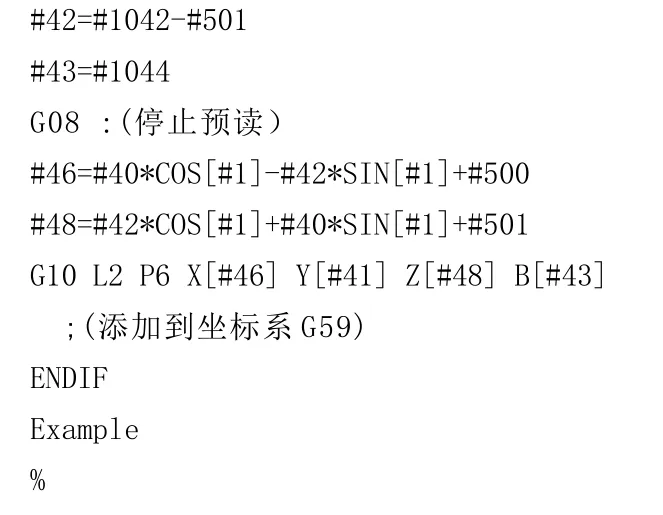
2.4 宏程序编制及变数说明
利用机床机械坐标系与旋转后的坐标系信息完成加工坐标系与机械坐标系的自动转换宏程序编制。

3 基于 NX 的后处理开发研究
采用软件进行数控程序编制时,输出的是加工刀具刀尖点数据的轨迹源文件CLS,然而机床执行的是NC代码程序,需要将CLS文件转换成可被机床识别的NC程序代码,控制机床运动,这种将刀具轨迹转换成NC程序代码的过程为后处理。
3.1 NX/Post结构
NX/PostBuilder是NX系统自带的后处理开发工具,是进行数控机床后处理文件制作的主要途径。NX/Post的结构如图4所示。NX后处理的流程为:NX/Post接收事件生成器提取的NX刀轨源文件数据(事件名称、变量等);然后根据事件处理器(Event Handler.tcl)文件所规定的事件进行处理;最后根据定义文件(Definition File.ef)所规定的机床格式,处理输出机床数控系统所需NC程序。
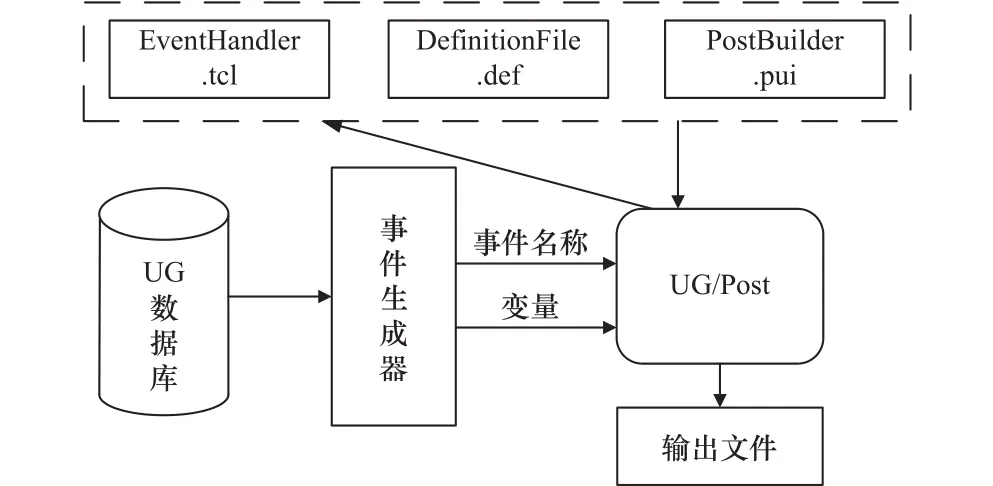
图 4 NX/Post结构[3]
3.2 华中系统四轴机床 UG 后处理设计
基于NX/Post Builder建立后处理,系统会产生3个文件。用户可以利用Post Builder修改事件处理文件和事件定义文件,利用NX/Post Builder开发后处理器的流程如图5所示。
根据已计算机床运动分析及编制的坐标系自动补偿宏程序,开发坐标系补偿宏程序调用事件,并根据机床结构、机床主要参数、华中系统特有指令。完成基于NX的后处理开发。
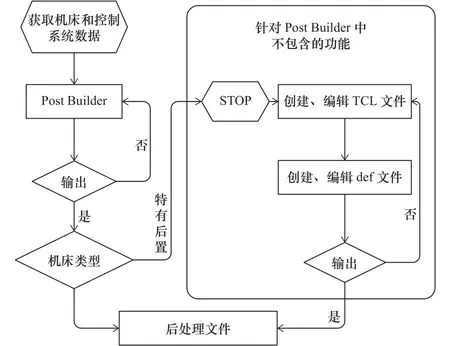
图 5 NX/Post Builder 后处理器开发流程
首先进行机床基础参数设置,设计机床的行程、机床结构、程序起始结束指令、G代码指令和辅助指令等设置,如图6所示。

图 6 基础参数设置
定制后处理事件,当产品加工坐标系设置在非转台中心时调用该事件,如图7所示。
后处理器编辑完毕后在编程平台中调用编辑好后处理事件驱动后处理对编辑好的刀具切削轨迹进行NC程序输出。如图8、图9所示。
3.3 后处理的验证
为保证后处理文件上机前的可行性和正确性,对后处理文件处理完成的数控程序进行基于VERICUT软件的仿真验证。数控程序在正式加工前,在仿真软件中进行切削仿真验证,可以有效检验后处理程序的正确性。后处理的NC数控程序经切削仿真验证零件无过切及欠切等报警信息,验证了后处理文件的正确性。零件产品图及仿真效果图分别如图10、图11所示。
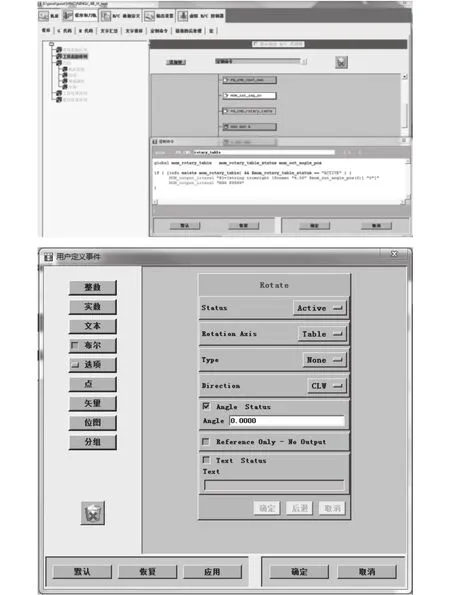
图 7 定制后处理事件
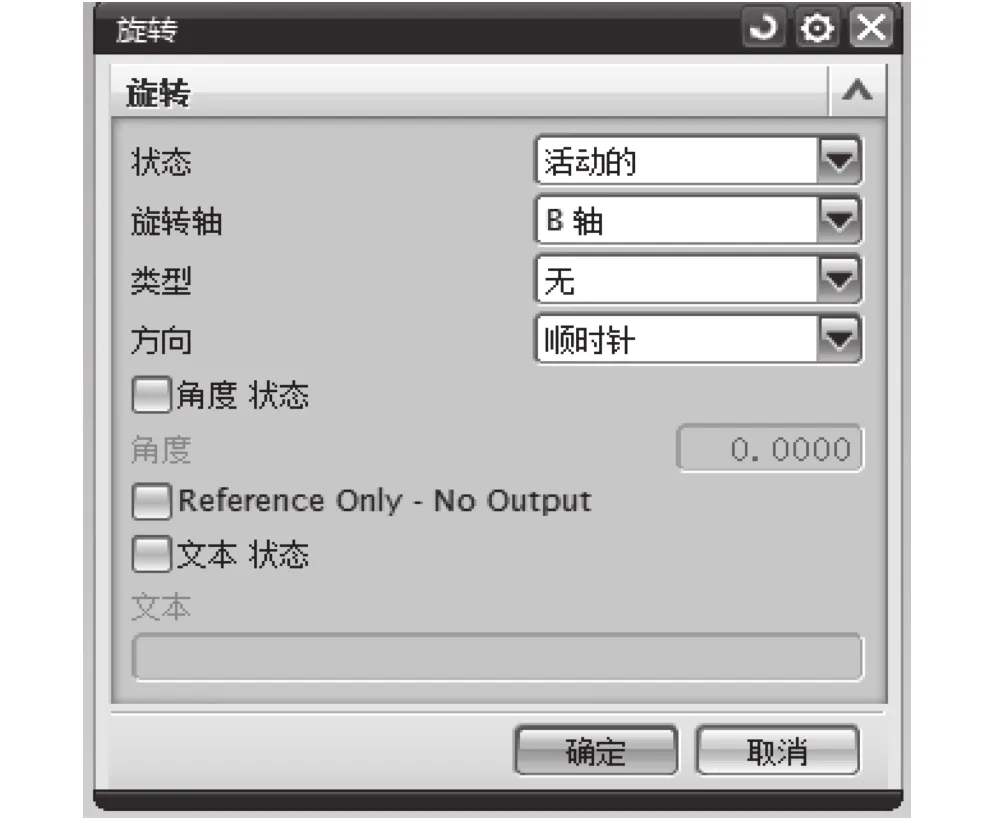
图 8 调用后处理事件
4 结语
四轴机床在加工中坐标系的自动补偿,可以减少工件在机床上的装夹找正次数,实现机床无间断加工,提升四轴数控机床的加工能力。本文通过转台中心原点、旋转后加工坐标系与机床机械坐标系关系的研究,编制坐标系自动补偿宏程序,将宏程序储存至机床控制器,仅需编程时在NX编程平台以事件驱动后处理文件,实现加工中坐标系的自动补偿。简化编程思路,提高程序质量,扩展了机床加工能力。

图 9 NC 数控程序输出
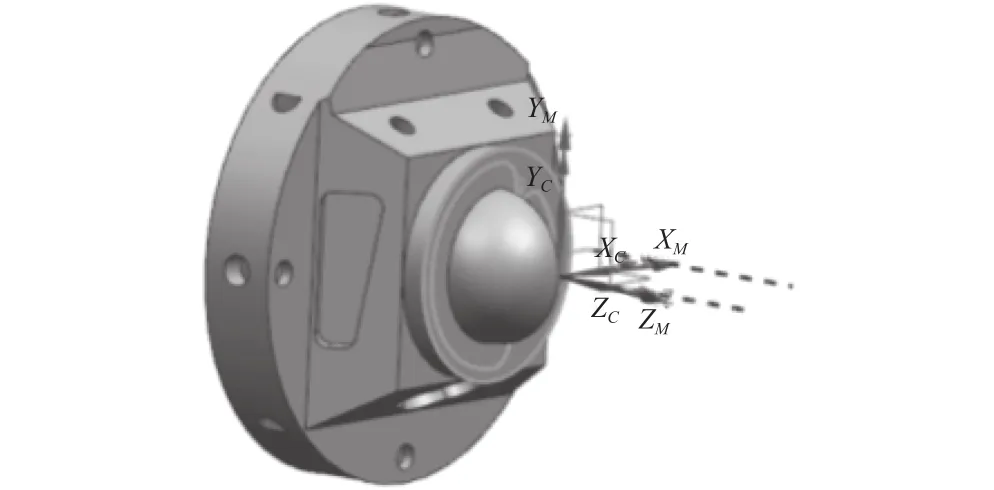
图 10 加工零件

图 11 VERICUT 仿真效果
猜你喜欢
CHINA TODAY(2022年4期)2022-11-22
智能制造(2021年4期)2021-11-04
小哥白尼(野生动物)(2021年5期)2021-08-30
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年11期)2018-11-23
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
