
铰接滑筒式连续掘进盾构机内外滑筒制造关键技术研究*
2023-01-31 02:32王开强王志云朱晓冬冯文强邢朋飞郑志远赵永强
城市建筑空间 2022年12期
王 辉 ,王开强 ,孙 庆 ,王志云 ,朱晓冬 ,冯文强 ,邢朋飞 ,王 畅 ,郑志远 ,赵永强
(1.中建三局集团有限公司,湖北,武汉 430000;2.中建三局科创产业发展有限公司,湖北,武汉 430100)
0 引言
近年来,城市地铁盾构隧道工程飞速发展,加快施工速度、降低工程造价逐渐成为发展趋势[1-2]。目前常规盾构机采用盾构掘进与管片拼装交替进行的模式,施工效率无法得到提升。日本提出“管片同步拼推”的盾构机连续掘进理念,即盾构机掘进的同时实现管片拼装。相较常规盾构机掘进拼装交替进行的模式,连续掘进盾构机实现了盾构机掘进与拼装同步进行,大幅缩短施工时间,并降低施工成本。基于盾构连续掘进管片同步拼装理念,国内外研究人员陆续开发出长行程油缸工法、格构式油缸工法、双油缸同步掘进工法、F-NAVI盾构工法和LoseZero工法,但这些工法在盾构姿态控制、小曲线转弯方面存在明显不足,实际应用工程较少。仅长行程油缸工法和LoseZero工法(部分同步拼装)在大盾构施工中尚有部分应用。为克服现有技术存在的不足,本文开展一种铰接滑筒式连续掘进盾构机的研究工作。相较常规盾构机,铰接滑筒式连续掘进盾构机制造的重难点主要体现在内外滑筒,本文主要介绍铰接滑筒式连续掘进盾构机内外滑筒制造关键技术研究。
1 内外滑筒结构及制造难点
1.1 结构组成
常规盾构施工中,当盾构机向前掘进完成后,开始拼装管片,掘进与拼装分步进行。铰接滑筒式连续掘进盾构机是在常规盾构前盾及中盾之间增加一节铰接式滑筒结构,新增双级螺旋输送机,如图1所示,铰接式滑筒结构包括外滑筒、内滑筒、铰接环、导向及密封装置、推进油缸、前铰接油缸、铰接密封。外滑筒通过法兰及螺栓与常规盾构前盾连接,外滑筒与内滑筒之间设置有导向及密封装置,在伸缩滑动过程中,能够避免周围土体进入盾构机内部,保证施工安全;外滑筒及铰接环之间布置推进油缸,通过推进油缸来推动外滑筒及内滑筒前后滑动距离1 500mm(一环管片宽度);内滑筒与铰接环之间通过前铰接油缸及铰接密封连接,二者能够实现一定角度的相对摆动,配合推进油缸分区控制可实现同步施工时调向纠偏等功能;铰接环通过法兰及螺栓与常规盾构中盾连接。掘进时,推进油缸伸出推动刀盘和前盾向前掘进,中盾和尾盾不动,可进行管片的拼装;复位时,刀盘和前盾不动,拼装油缸伸出推动中盾和尾盾向前复位;重复上述过程实现盾构掘进与管片拼装同步施工。

图1 铰接滑筒式连续掘进盾构机主机结构
1.2 制造难点
针对铰接滑筒式连续掘进盾构机内外滑筒结构和技术要求进行分析,主要存在以下制造难点。
2)常规盾构的盾体为拼焊件,只起支撑防护作用,其验收标准较低(表面粗糙度最高要求RA6.3,圆度≤5mm)。本文中外滑筒内壁表面粗糙度要求RA1.6,圆度≤1mm,且外滑筒为薄壁大直径筒体结构,无内部支撑,筒体变形控制难度大,加工要求高,需研究大直径筒体变形控制措施及表面抛光技术,解决外滑筒大直径筒体加工变形控制难度大及表面粗糙度要求高的问题。
3)为防止滑动密封失效,内滑筒支撑装置不仅要求承载能力高,而且需要具有自润滑、耐磨、防腐等性能,同时内滑筒支撑装置的加工公差既要满足滑动密封压缩量要求,又要满足内外滑筒装配要求。
4)由于内外滑筒的装配最小间隙为1mm,且内滑筒的重量达48t,装配过程中内滑筒下降不平稳容易卡滞并损伤滑动密封。需设计特殊的装配工装,保证内滑筒下降过程的平稳性及同步性,确保装配质量满足设计要求,解决内外滑筒大直径小间隙长距离的装配难题。
2 外滑筒制造关键技术
2.1 外滑筒内衬镶嵌不锈钢材质选择
外滑筒内壁表面硬度要求HRC28-35,同时内壁要求防腐蚀,采用的方案是外滑筒外侧为低碳合金钢Q345B,外滑筒内侧内衬镶嵌不锈钢,需要不锈钢的材质满足外滑筒内壁硬度和防腐蚀要求。
综合对比一系列材质的力学性能、防腐性能及焊接性能,结合成本、市场货源及工期等,选择超低碳马氏体不锈钢04Cr13Ni5Mo,该材质具有良好的强度、韧性、可焊性及耐磨耐腐蚀性能,屈服强度710MPa,硬度接近HRC30,满足外滑筒硬度及防腐蚀等技术要求。
2.2 外滑筒内衬镶嵌不锈钢焊接
如图2所示,在内衬镶嵌不锈钢04Cr13Ni5Mo上每隔300mm加工1个塞焊孔,共计660个塞焊孔,钻孔后分别拼焊成1/3圆筒,再分别进行卷圆,用样板检查圆度≤2mm。
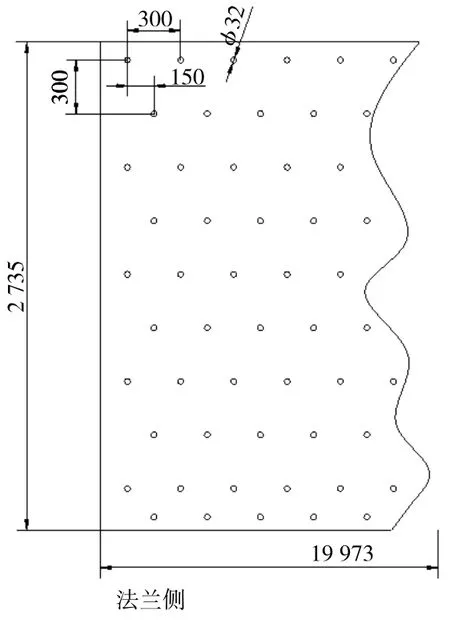
图2 塞焊孔加工
如图3所示,外侧Q345B筒体法兰面朝下,通过千斤顶及夹紧工装装配三段不锈钢圆筒,塞焊连接外侧Q345B筒体。
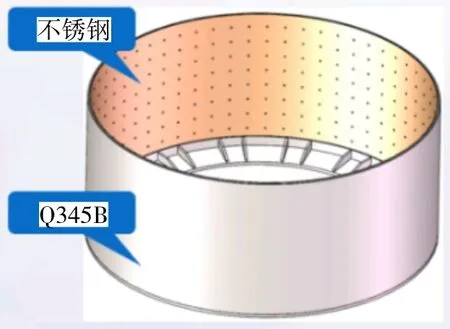
图3 不锈钢筒体装配
不锈钢与外侧筒体通过多次焊接工艺评定,按照焊接工艺评定报告进行焊接,焊前预热,预热温度100~200℃,采用小电流、对称、多层多道焊接。对焊缝进行UT探伤,符合NB/T 47013.3—2015《承压设备无损检测第3部分:超声检测》Ⅱ级要求,进行硬度检测,母材硬度为HRC29.8-30.3,焊缝硬度为HRC30.2-31.2,满足技术要求。
2.3 外滑筒内衬镶嵌不锈钢热处理
按图4热处理工艺曲线进行退火除应力。将筒体内支撑打开释放应力后再重新连接。将工件缓慢加热至315℃后,以每小时60℃的速度加热至565~595℃,然后炉内保温3.5~4.0h;工件随炉冷却至315℃,冷却速度根据法兰厚度确定为80℃/h,当炉内温度到达315℃时,开炉拖出工件自然冷却至室温[3]。

图4 热处理工艺曲线
2.4 外滑筒内衬镶嵌不锈钢机加工
外滑筒内衬镶嵌不锈钢04Cr13Ni5Mo板厚18mm,机加工完后理论余留8mm耐磨不锈钢层,通过外滑筒双层撑圆工装及粗车-半精车-精车-高精度砂轮抛光工艺,解决外滑筒大直径筒体加工变形控制难度大及表面粗糙度要求高的问题。
3 内滑筒制造关键技术
3.1 内滑筒MC尼龙支撑装置
为防止滑动密封失效,内滑筒支撑装置不仅要求承载能力高,而且需具有自润滑、耐磨、防腐等性能。
MC尼龙又称浇铸尼龙,具有重量轻、强度高、自润滑、耐磨、防腐,绝缘等独特性能,是应用广泛的工程塑料,几乎遍布所有的工业领域[4]。因此,MC尼龙可满足内滑筒支撑装置材质要求。
3.2 内滑筒MC尼龙支撑装置公差控制
内滑筒MC尼龙支撑装置分块拼成整圆后再整体机加工外圆,保证内滑筒的外圆圆度精度,综合确定MC尼龙支撑装置在不同位置对应不同加工公差,如图5所示,内滑筒MC尼龙支撑装置的加工公差既保证了尽量小,满足滑动密封压缩量要求,又通过整体外圆加工及不同位置公差控制来满足内外滑筒装配要求。

图5 MC尼龙支撑装置
4 内外滑筒装配关键技术
4.1 装配方案
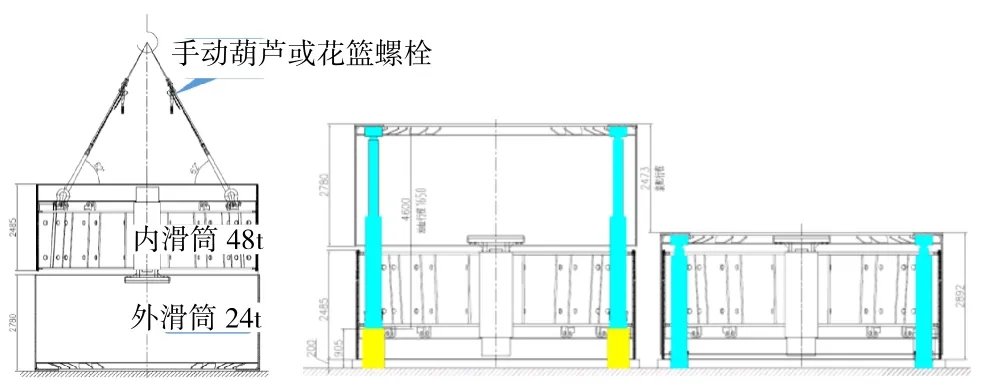
图6 吊装方案
4.2 外滑筒激光找平划线
通过外滑筒激光找平划线,保证内外滑筒装配时的水平度及分度精度。
4.3 外滑筒内径尺寸复核
通过高精度内径千分尺复核外滑筒内径尺寸,防止因吊装等原因导致外滑筒内径尺寸变形。
4.4 内外滑筒装配
采用花篮螺丝精确调整内滑筒吊装精度,按划线位置核对内外滑动分度位置,在内滑筒MC尼龙支撑板及滑动密封涂抹油脂,保证内滑筒靠自身重力缓慢平稳装配到位。
5 结语
本文主要介绍铰接滑筒式连续掘进盾构机内外滑筒制造关键技术研究,解决内外滑筒制造过程中难点:内外滑筒大直径长距离往复滑动中高硬度及防腐蚀要求、外滑筒大直径筒体加工变形控制难度大及表面粗糙度要求高的问题、内滑筒支撑装置材质及加工公差控制问题、内外滑筒大直径小间隙长距离的装配难题。文中措施及过程控制措施可对后续铰接滑筒式连续掘进盾构机的开发、进一步优化及应用提供参考。
猜你喜欢
建材发展导向(2022年12期)2022-08-19
电子乐园·上旬刊(2022年5期)2022-04-09
建材发展导向(2021年9期)2021-07-16
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
智能建筑与工程机械(2019年1期)2019-09-10
小学科学(学生版)(2019年7期)2019-08-01
舰船科学技术(2016年1期)2016-02-27
