双极膜的制备及应用研究进展
2023-01-19 09:52王国栋叶鹭婷黄雪红金延超陈日耀
福建师范大学学报(自然科学版) 2023年1期
王国栋,叶鹭婷,黄雪红,陈 晓,3,金延超,3,陈日耀,3
(1.福建师范大学环境与资源学院,福建 福州 350117;2.福建师范大学化学与材料学院,福建 福州 350117;3.福建省污染控制与资源循环利用重点实验室,福建 福州 350117)
双极膜由阳离子交换层(cation exchange layer,CEL)、阴离子交换层(anion exchange layer,AEL)以及中间层(interface layer,IL)组成,施加反向直流电压可在中间层形成电势梯度,其中的水分子在中间层的催化作用下被分解为H+和OH-,然后分别通过CEL和AEL向膜两侧定向迁移,同时膜外部的水分子持续进入中间层补充消耗的水分子,从而实现高效的水离解过程(图1).第二Wein效应认为高电场条件增大了弱电解质离解常数,从而实现了双极膜水解离;质子化-脱质子化机制认为水离解过程产生的H+、OH-是来自于水和盐溶液中带电基团之间的质子转移[1].由于不产生副产物H2和O2,且具有极高的水解离速率,双极膜水解离是一种高效率、低能耗的原位产酸碱途径.结合其原理发展而来的双极膜电渗析(bipolar membrane electrodialysis,BMED)工艺,也在环境治理、新能源等领域得到了良好的应用.
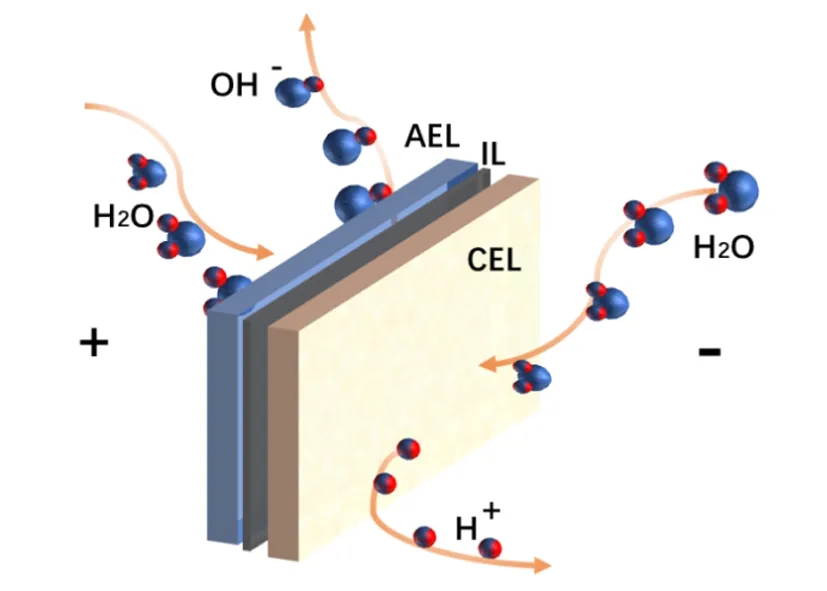
图1 双极膜水解离原理Fig.1 Principle of bipolar membrane water dissociation
1 双极膜膜材料
双极膜的发展历程可追溯到1956年,Vincent[2]将具有阴离子选择性和阳离子选择性的两张膜压制在一起制成了第一张双极膜.1988年宾夕法尼亚州的华盛顿钢铁公司首次将双极膜工业化应用于酸碱回收[3].此后,双极膜得到越来越广泛的应用.然而,双极膜依然存在一些亟待解决的问题,如界面处的液压、麦克斯韦压力等会影响膜材料的机械稳定性[4];强酸、强碱环境等会使膜表面形态、膜电阻发生变化从而影响膜的化学稳定性[5];质子泄露问题对产酸浓度和电流效率具有重要影响[6];工艺处理造成的膜污染问题会降低水的透过率并增加膜阻力,这些问题都限制了双极膜电渗析的应用.因此通过材料改性等提高膜材料的亲水、储水性能,为中间层快速补充消耗掉的水分子,或提高双极膜耐强酸、强碱性能等,都是提高双极膜性能的重要途径[7].
1.1 天然高分子膜材料
天然高分子材料可再生、简单易得,且对环境友好,在双极膜材料的选择中优势突出,但也存在着耐碱性差和膜易剥离的缺点,对其进行改性可用于双极膜制备.壳聚糖分子链上分布着丰富的羟基(—OH)和氨基(—NH2),亲水性好,是良好的双极膜阳膜材料.陈日耀等[8]应用纳米α-Fe2O3-TiO2改性海藻酸钠/壳聚糖制备双极膜,其具有较低的膜阻抗、较好的热稳定性和机械性能.陈日耀等[9-10]也研究了纳米 SiO2、四磺酸基铜酞菁改性海藻酸钠/壳聚糖双极膜,显著提高了膜性能.纤维素是自然界最丰富的天然高分子,改性的羧甲基纤维素也可作为双极膜膜材料.喻雅萍等[11]分别用Fe3+和戊二醛作为交联剂对羧甲基纤维素-聚乙烯醇阳膜层和壳聚糖-聚乙烯醇阴膜层进行改性,双极膜的膜阻抗和IR降显著降低.然而天然高分子材料所制备的双极膜也存在溶胀度大、机械性能相对较差的问题.
1.2 合成高分子膜材料
合成高分子材料种类繁多,可由单体通过缩聚等化学反应合成, 并且可以通过接枝聚合其他官能团实现其功能化.双极膜的基底高分子材料包括聚烯烃类、聚酰亚胺、聚砜类、聚砜醚酮和其他含氟聚合物,通常以磺酸基团、季铵基团进行功能化.聚苯乙烯是商业膜中使用较多的基底材料,Venugopal等[12]使用树脂-玻璃纤维增强聚苯乙烯-乙烯-丁烯-聚苯乙烯聚合物制备的阳离子交换膜(cation exchange membrane,CEM)和阴离子交换膜(anion exchange membrane,AEM),其性能优于聚苯乙烯-二乙烯基苯商业膜; Lee等[13]使用双磺化聚芳醚酮为阳离子交换层,丁基-N3-取代咪唑功能化聚芳醚酮为阴离子交换层制备的双极膜,具有良好的热稳定性及化学稳定性;Liu 等[14]使用聚砜作为基膜材料,氧化石墨烯-聚乙烯醇体系作为中间层制备的双极膜,具有良好的酸碱稳定性、离子电导率和较低的能耗.虽然合成高分子具有较好的性能,但是在碱增加到一定浓度时,若膜材料主链存在碳氧键,容易被氢氧根攻击,发生霍夫曼消除或亲和取代反应.因此,开发具有更好耐碱性的基膜材料是提高双极膜性能的重要方向.
2 双极膜中间催化层
除了膜材料,中间催化层可大幅提高双极膜的水解离速率,开发高效的催化层也是双极膜的另一研究热点.浓度效应和位阻效应是影响中间层催化水解离的两个重要因素,对中间催化层的选择改性可以降低这两种效应的干扰.此外,催化剂的活性受多种因素的影响,有较多反应位点的高催化活性催化剂具有较低的活化势垒,根据质子-脱质子化理论可知,同时具有质子供体和质子受体官能团的催化剂具有更好的水解离性能[15].在电解过程中,可能出现的催化剂泄露问题也会导致双极膜膜层剥离.因此开发新型的催化剂或对催化剂进行改性对提高双极膜的性能具有重要意义.
2.1 大分子物质催化剂
大分子物质如牛血清蛋白、合成高分子聚乙醇类等带有弱酸、弱碱的官能团(伯铵、季铵、磺酸等)表现出良好的催化水解离性能.Zhu 等[16]采用亲水性聚乙烯醇改性中间层,发现低浓度的聚乙烯醇可提高水解离速率,然而,高浓度的聚乙烯醇增加了中间层的厚度,提高了膜电阻.Liu 等[14]使用氧化石墨烯-聚乙烯醇对中间催化层改性进一步提高了水解离效率.Michael等[17]将氧化石墨烯-聚苯胺复合材料作为水解离催化剂,其具有质子传输相关的氧化/还原性能,可提高离子电导率,增加水解离速率,降低水解离能耗.
2.2 金属/金属配合物催化剂
金属类物质是常见的催化剂,主要以过渡金属或贵金属为主,选择高分子金属络合催化剂可以降低单一金属作催化剂的溶解度从而减少中间层流失.Ge等[18]以胺-铁相互作用与Fe(Ⅱ)中心配位合成金属聚合物配位复合结构做中间层制备“三明治”结构双极膜,其络合结构既可促进水离解也可抑制催化剂泄漏.Fe配合物催化剂KFe[Fe(CN)6]具有多个催化位点,其可加速水解离并降低膜电阻[19].研究表明纳米化的α-Fe2O3-TiO2也可提高双极膜的亲水性、热稳定性和机械性能[9].Nehal等[20]将纳米MoS2作为中间层,发现其具有层间黏附性,电渗析过程中表现出较低的膜压降和离子泄露.Xu等[21]使用星形树枝状大分子聚酰胺G4和Cr(Ⅲ)的配合物催化双极膜水解离,在Cr(Ⅲ)与G4的物质的量比为20时双极膜水离解效率最高,相比较单独 的G4或Cr(Ⅲ),不仅具有更为显著的催化效果且具有更好的化学稳定性.陈日耀等[22]用八羧基铜酞菁 (CuPc(COOH)8)、四磺酸基铜酞菁(CuTsPc) 和四氨基铜酞菁 (CuTAPc)对海藻酸钠/壳聚糖双极膜改性时发现金属酞菁衍生物对双极膜中间界面层具有良好的催化作用,可大幅提高水解离效率.进一步研究表明具有不同中心金属离子的双核酞菁衍生物催化性能更优异[23].
2.3 其他催化剂
弱酸弱碱、氧化石墨烯、两性物质也具有良好的催化性能.弱酸弱碱催化剂可通过质子传递或者作为电子受体发挥催化作用,其包括无机、有机酸碱,金属氧化物,金属盐如SiO2、Al2O3、FeCl3等.Bhuvanesh等[24]以2,6-吡啶二羧酸作为中间层可将水解离电压降低至0.70 V,且膜结构具有较好的稳定性.氧化石墨烯具有其他物质难以比拟的比表面积,且含丰富的羟基、羧基、羰基等含氧官能团,将其与大分子物质如聚乙烯醇、聚苯胺复合作为催化层具有较高的水解离效率.Chen等[25]将氧化石墨烯喷涂到静电纺丝制得的3维结构双极膜和热压制得的2维双极膜,在500 mA·cm-2电流密度下的产酸碱性能不亚于商业膜.相同条件下,3维结构双极膜水解电压更低,电压稳定,且膜层之间强键合作用避免了膜层间分离.
3 单片型双极膜
常见的双极膜结构是将阳膜、中间层以及阴膜复合组成“三明治”结构.此外,也可以通过预辐照或将基底膜浸入两侧不同单体溶液中磺化、季胺化制得单片性双极膜材料,其可避免膜层的分离鼓泡问题,具有良好的机械稳定性[26-27].然而,其在制备过程中难以控制磺化或季胺化程度[28].Fu等[29]以多孔聚乙烯膜为基材,通过辐射接枝丙烯酸和氯甲基苯乙烯制备单片型双极膜,存在接枝率低、膜稳定性差的问题.葛道才等[30]将聚乙烯和乙烯与辛烯共聚物弹性体二元共混膜或外加聚乙丁烯橡胶的三元共混合金薄膜浸入含苯乙烯、二乙烯苯以及过氧化苯甲酰溶液中制备基膜,提高了双极膜接枝率与离子交换容量,并降低了膜电阻.不同类型双极膜的制备可从多种途径提高双极膜性能,也可以进一步阐明双极膜的水解机理,拓展双极膜电渗析在实际生产中的应用.
4 制备方法
双极膜的制备方法主要包括热压法、流延法、喷涂法、沉积法和静电纺丝法等.
热压法即在一定温度压力下将AEM、CEM贴合压制得到双极膜.Cheng[19]等采用热压成型制备以铁络合物为中间层的双极膜.虽然热压法操作简单,但其存在稳定性较差、膜易剥离等问题.
流延法即浇铸法,是将膜液倾倒覆盖至另一层膜表面干燥后制得双极膜.Xu等[21]将磺化聚苯醚溶解在二甲基甲酰胺得到膜溶液浇铸在预先浸入聚酰胺水溶液的商业阴离子交换膜上制备双极膜. Bhadja等[31]将阳(阴)离子交换树脂粉末分散在聚苯乙烯溶液中,浇铸在商用阴(阳)离子交换膜上,所制得的双极膜膜层间具有较好的黏附性及层次分明的膜界面.
喷涂法则将膜液雾化,通过控制喷涂时间、次数、浓度确定膜的厚度,从而形成光滑致密的膜材料,提高制膜效率.Zhu 等[16]将聚乙烯醇、戊二醛和聚乙烯亚胺交替喷涂到阳离子交换膜上制备双极膜.通过观察横截面形态和热重分析,发现通过喷雾交联既增强了膜间黏附性,又可提高双极膜的电荷密度和离子交换容量.
沉积法是在外加反向电场作用下使电解液中带电离子沉积在另一属性的离子交换膜表面制备双极膜,通过控制膜结构和厚度来实现纳米尺度构造.Luca等[32]采用电化学沉积法将阳离子导电聚(苯乙烯磺酸盐)和阴离子导电聚(N-乙烯基-N-苄基-N,N,N-三甲基氯化铵)连续沉积离聚物形成双极膜.
静电纺丝是在膜液通过纺丝头,当施加电场力大于液滴表面张力时,带电液滴形成纳米级高速细射流落到接收板上,随纺丝头的运动交织成膜,实现膜结构的3维化.Li等[33]使用静电纺丝制备双极膜中间层聚丙烯腈-八羧基铁酞菁纳米纤维;Aldhubhani等[34]以单纤维(阴离子交换纤维)和磺化聚醚醚酮(阳离子交换纤维)双重静电纺丝制得的膜为水提供了连续通道,即使在无催化剂的条件下,也可以实现较高的水解离效率.
5 双极膜的实际应用
双极膜电渗析是利用双极膜产酸碱性能,结合阴阳离子膜的选择透过性,在电场作用下实现带电离子的分离或中和,从而达到目标溶液的浓缩、净化、离子吸附转移的目的.双极膜电渗析常用三隔室和双隔室结构,也可根据工艺需求增加隔室数量,将阴阳离子膜以一定顺序交叉排列分隔出不用阴阳隔室,将离子转移到不同溶液中.
然而膜结垢污染和离子泄露是影响双极膜工艺的两大主要问题[35]. Ren等[36]在使用双极膜电渗析从味精上清液中回收氨和硫酸的过程中,发现在CEM上形成了氨基酸或肽组成的有机污垢及CaCO3无机污染物.在BMED处理含硫酸铵的模拟发酵废水的研究[37]中发现,钙在阳离子交换膜表面形成污垢对BMED性能没有显著影响,但是氨基酸会导致CEM污染阻碍电渗析过程.研究表明改善反应条件、调节进液流速、改善工艺流程以及选择催化剂等方式都可以防止或者延缓电渗析过程中污垢的形成[38].双极膜电渗析过程部分H+或 OH-可透过阴离子或者阳离子膜至盐室和碱室(酸室),离子泄漏会降低双极膜电渗析效率.Li等[39]通过涂覆阻酸层制备复合AEM可有效抑制质子泄露.此外,非对称的双极膜也可以改善共离子通量的问题[40].
5.1 工业生产
5.1.1 酸碱的生产回收
基于双极膜的优点,双极膜电渗析生产、回收酸碱在工业中得到较广泛的应用.有机酸通常具有纯度高、浓度高的生产要求.Wang等[41]采用双极膜电渗析法生产一元、二元和三元有机酸,如乙酸、草酸、柠檬酸等. Lei等[42]利用双极膜电渗析从葡萄糖酸钠中提取葡萄糖酸,既提高了生产效率又降低了生产成本.此外,将双极膜电渗析用于土曲霉菌发酵液中衣康酸分离,双极膜电渗析可以通过改变pH值提高分离效率[43-44].Chen等[45]使用改性过的海藻酸钠-壳聚糖双极膜实现了阴极和阳极同时生产乙醛酸.此外,也可利用双极膜电渗析金属盐类物质生产无机酸.Tran等[46]使用流态化颗粒反应器和双极膜电渗析组成的集成系统处理含高浓度钙、镍工业废水同时回收无机酸、碱,酸和碱的浓度分别达到1.76、2.41 mol·L-1,在资源回收的同时延缓了膜结垢,实现了系统的长期运行.电池行业产生的Na2SO4废水也可以通过双极膜电渗析转化为酸和碱,其纯度可达95%以上[47].综合考虑环境成本及经济因素,要实现双极膜的大范围应用仍需进一步降低投资成本.
5.1.2 生物发酵及食品加工
双极膜在生物工程中可与微生物结合,如在厌氧生物发酵制氢气的过程中分离醋酸盐.Yuan等[48]研究了阳极微生物群落增强双极膜电渗析过程并与气体渗透膜系统用于尿液处理并回收氢气.此外,也可用于生化产物的脱盐提纯. Abou等[49]使用双极膜电渗析添加胃蛋白酶进行牛血红蛋白的变性和水解,用于生产生物活性肽,其在酸化室中变性后以猪胃蛋白酶水解,“三室合一”同步运行保证了产物纯度.Oliveira 等[50]利用双极膜电渗析纯化甜菜工业生物精炼废物流中生产的乳酸,回收率可达788.8 g·L-1,纯度为98%.
双极膜电渗析在食品加工行业的应用也比较广泛,可追溯到由Hatzidimitriu[51]调整水溶液pH值的工艺.双极膜水解离产生的酸碱离子可实现盐与其他成分的分离,通过电渗析调控pH值处理对酶和微生物稳定性影响较大的食品加工.在豆制品加工过程中,等电点pH值为4.2~4.6,在等电条件下,可实现比较彻底的蛋白质分离. Laurent[52]研究了电渗析、双极膜电酸化以及两者的组合配置处理大豆乳清,结果表明两者协同提高了双极膜电酸化的蛋白质沉淀效率.在化学酸化电沉淀从牛奶中制得乳清蛋白的过程中,使用双极膜既可以去除盐离子又可以回收酸碱[53],此外,还可以分离乳清蛋白浓缩物中的残留脂肪.Deschenes等[54]将双极膜与超滤组件耦合电渗析用于从脱脂牛奶中生产酪蛋白和酪蛋白酸盐,其比化学酸化法的提取率和纯化率更高.双极膜还可用于果汁脱酸, Vera等[55]将双极膜电渗析用于降低西番莲果汁酸度,通过去除果汁中的柠檬酸盐及原位产生的氢氧根中和氢离子达到脱酸目的.双极膜电渗析还可用于苹果汁酸化处理,可以实现快速酸化后恢复到初始pH,以抑制酶促褐变过程并保留营养口感[56].Liu等[57]将双极膜电渗析和生化反应相结合,建立微生物电渗析协同化学生产单元,利用生物能生产苹果酸,实验表明具有较低的产酸能耗.随着双极膜电渗析技术的发展,其在食品工业中的应用将会越来越广.
5.2 能源存储利用
5.2.1 电池
电池领域是双极膜在能源利用方面的主要领域,其可以提高电池能量密度[58].然而,在较高电解质浓度下的应用仍需深入研究.双极膜反向电渗析中和酸碱液流电池的研究表明,在较高的酸碱浓度下实现高电流密度需要提高双极膜的透水性,且放电深度应限制在0.5 mol·L-1左右.Kim等[59]在酸碱结流型电池中研究四元胺化聚(2,6-二甲基1,4-苯氧基)层离子通道的双极膜,发现其可实现高电流密度下的长期运行,库仑效率可达98.9%.研发在酸碱流电池中,具有在正向偏压即电池放电模式时,可以承受住高电流密度的双极膜,从而保证电池更高效地工作是未来研究的重点.研究表明[60],在锌空气电池中引入双极膜可使阴极的局部环境从碱性变为酸性,从而防止反应过程中的枝晶向空气阴极生长.开发更薄、导电性更好、性质更稳定的双极膜,可以推动锌-空气电池的应用,如图2所示.
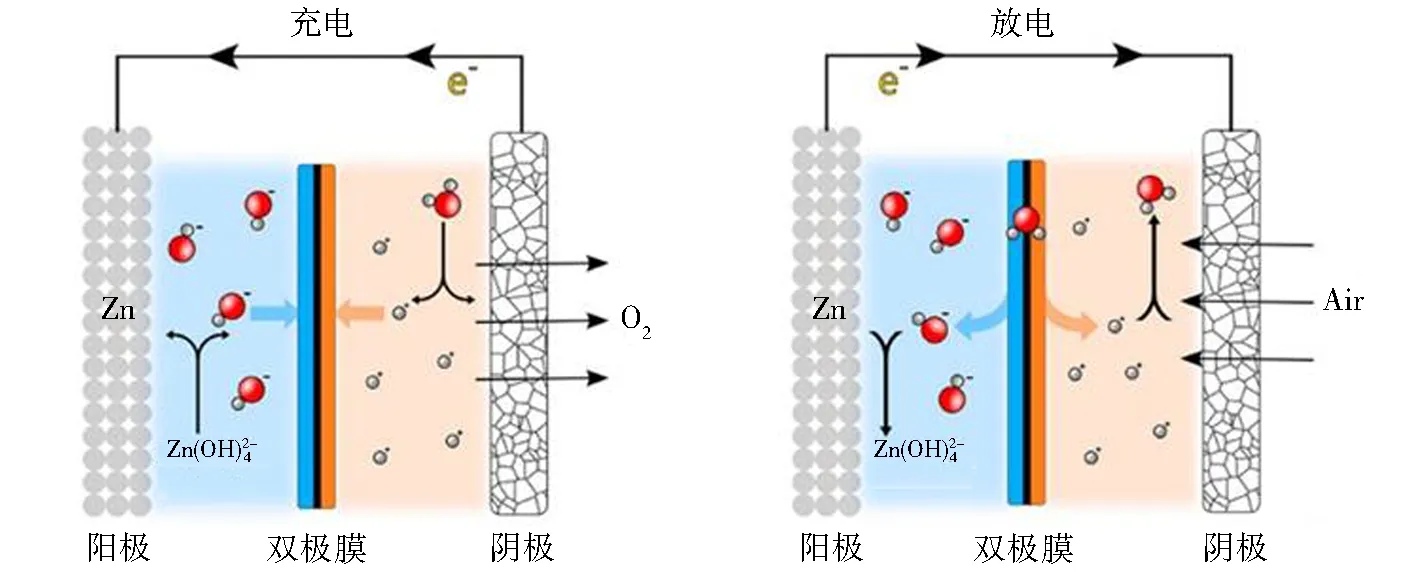
图2 充电和放电条件下双极膜锌空气电池的工作原理[60]Fig.2 Operating principle of zinc air batteries with bipolar membranes under charging and discharging conditions[60]

图 3 双极膜电渗析从碳酸盐溶液中回收CO2[76]Fig.3 Recovery of CO2 from carbonate solution by bipolar membrane electrodialysis[76]
5.2.2 清洁能源
氢气作为一种新能源已经得到广泛的应用,虽然双极膜电渗析不能产氢,但可以用于产物的分离.Tang 等[61]以双极膜电渗析为分离单元与厌氧生物反应器耦合发酵制氢,在外加电场作用下醋酸离子通过阴离子交换膜与发酵液中其他物质分离,结果表明双极膜电渗析具有较高的醋酸盐分离效率和较低的葡萄糖损失率.
5.3 环境保护
5.3.1 污废水处理
双极膜可与其他水处理技术如高级氧化技术相结合而提高水处理效率,满足清洁生产的要求.Yuzer 等[62]结合臭氧氧化技术处理造成膜结垢的Ca2+和Mg2+,同时无需调整pH即可有效去除污水色度和有机物质的总量.为了降低水处理能耗,Tian等[63]研究利用太阳能有机朗肯循环对BMED的电供给进行优化,用于去除烟气脱硫废水中的Na2SO4.双极膜也可用于煤化工行业浓盐水的分盐处理,用多层聚吡咯复合材料AEM组装的膜系统协同反渗透,通过浓缩、冷冻结晶将NaCl和Na2SO4分离转化为高纯度的HCl、NaOH和Na2SO4,具有较好的应用前景[64].
5.3.2 海水资源化
利用双极膜电渗析脱盐产酸碱可实现海水淡化及资源化,然而海水中的Ca2+和Mg2+会沉积在膜表面造成膜污染,可通过与其他技术综合运用来改善膜污染问题.Zhao等[65]研究将含碳、硫的烟气通入海水双极膜电渗析体系中,既可固碳脱硫又可除钙.双极膜还可应用于海水反渗透浓缩液的处理, Zhang等[66]结合带有单价选择性离子膜的电渗析堆处理海水浓缩液,实现Cl-/SO42-分离,然后利用双极膜电渗析以获得高纯度的酸/碱和粗盐,通过对成本、能耗、电流效率等进行分析,表明BMED技术在未来具有用于酸/碱生产的经济可行性.此外,Chen等[67]集成常规和选择性离子交换膜电渗析堆栈结构和选择性双极膜电渗析系统用于海水浓缩分离生成HCl和NaOH也取得满意的效果.与其他技术相比,BMED 具有较高的能耗,降低系统能耗是未来改进的方向[68].
5.3.3 废金属的回收
废水、固废中存在的金属离子具有一定的经济效益,同时对环境存在潜在威胁,对其进行回收既可以降低环境风险,又可以实现资源化利用.Wu和Liu等[69-72]利用双极膜电渗析同时实现了含铬废水、铬渣及污泥中Cr(Ⅲ)及Cr(Ⅵ)的回收.废旧锂离子电池中含有锂和钴金属, Iizuka等[73]采用双极膜电渗析和金属离子螯合的方法处理其混合溶液,通过调节pH使钴离子被螯合,利用离子所带电荷的差异实现分离. Shang等[74]构建了一种分段双极膜连续电去离子技术处理含镍废水的方法,几乎可以完全去除镍和硫酸盐阴离子.
5.3.4 CO2的捕获
“碳中和,碳达峰”目标的提出让CO2的回收储存以及利用的相关研究得到广泛关注,双极膜电渗析也可用于CO2捕获.Chen等[75]利用双极膜电渗析以海水中CO2衍生碳酸盐和残余镁资源生产功能性雀巢石,碱室中可吸收CO2形成CO32-扩散至盐室,与Mg2+形成沉淀,同时实现了CO2捕获和镁回收. Atsushi等[76]研究表明,利用双极膜电渗析处理CO2的成本低于传统的胺化学吸收工艺,若延长膜的使用寿命可进一步降低成本,吸收原理如图3所示.此外Li等[77]研究利用非贵金属催化剂(NiFeOxOER),以及银或铋离子液阴极催化剂组成银/碳酸氢盐水溶液和BiOx/离子液体/气相CO2催化剂/阴极电解质体系,在双极膜电化学池中将CO2电解合成CO和H2.David等[78]在中性阴极溶液中使用银催化剂进行CO2还原,与Nafion膜相比,双极膜表现出更稳定的pH条件和电解液浓度,避免了镍和铁沉积对阴极膜造成的污染.
5.3.5 废气的处理
除了CO2,双极膜还可用于烟气中SO2的去除,解决了其条件苛刻、回收效率低以及副产物处理的问题.Shi等[79]构建了Na2SO3湿法吸收-双极膜电渗析组合系统,如图4,吸收SO2的同时制酸、制碱,SO2被Na2SO3吸收形成NaHSO3,在此过程中产生的副产物Na2SO4溶液用于双极膜电渗析生成碱和酸,吸收效率可达96.0%以上,整个过程无需额外添加化学品.
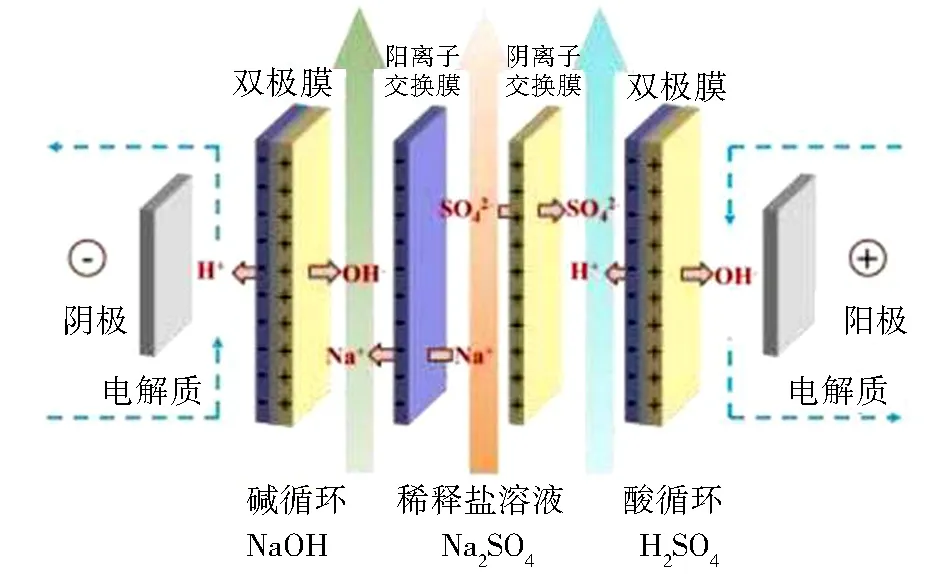
图4 Na2SO3湿法吸收-双极膜电渗析组合系统[79] Fig.4 Na2SO3 wet absorption bipolar membrane electrodialysis combined system [79]
6 结论
本文介绍了双极膜产酸碱的基本原理及其发展历程,总结了从天然高分子到合成高分子的双极膜膜材料的选择及改性修饰,以及不同种类的中间催化层催化水解离性能,同时介绍了双极膜常用的制备方法.此外,还总结了双极膜电渗析在工业生产、食品加工、能源利用、环境保护等领域应用的最新进展,对双极膜电渗析技术的优越性和存在的问题进行了讨论和阐述.
对双极膜材料和催化层的选择改性仍然是主要研究方向,可以通过进一步提高其机械性能、水分子渗透率、水解离效率以及耐酸碱性等,以降低双极膜生产成本和能耗. 此外,开发双极膜电渗析在传统工业以及新兴产业的应用也必将推动双极膜的发展.
猜你喜欢
全面腐蚀控制(2022年6期)2022-07-22
中国房地产业(2022年11期)2022-05-31
化工管理(2022年8期)2022-04-08
发酵科技通讯(2021年3期)2021-09-27
轮胎工业(2020年4期)2020-03-01
中学化学(2019年3期)2019-07-08
天然产物研究与开发(2018年7期)2018-08-21
中学化学(2016年2期)2016-05-31
课程教育研究·下(2016年2期)2016-03-25
焊接(2016年8期)2016-02-27