
无线射频识别技术在纤维绳索上的应用探究*
2023-01-16 00:45王宇骅程红玉马超光谢章婷王亚南王龙生
产业用纺织品 2022年8期
王宇骅 程红玉 马超光 谢章婷 王亚南 王龙生
上海仪耐新材料科技有限公司,上海 201700
智能化概念的新兴技术与相关研究成果已广泛应用于各工业领域,这在海洋装备和海洋工程领域也不例外。纤维绳索是一种古老的工具,也是最早运用于远洋航海的重要工具之一。如今,智能化概念和技术也正逐步应用于纤维绳索行业[1-2]。
目前,纤维绳索行业的智能化技术发展主要聚焦于传感技术和设备的研究开发方面,目的是提升各类传感技术的适用性、准确性和精确度,同时扩展可收集信号的类别。目前可收集到的信号数据有纤维绳索自身数据及周边使用环境数据[3-5]。对所有智能化概念而言,通过已知或收集到的数据了解并管理设备本身是最基本的功能,这类功能在电子行业已相当成熟,在纤维绳索领域却仍未实现,并且关于这方面的研究也甚少。
纤维绳索主要作为张力部件使用,结构设计使得其在长度方向上具有一致并且连续的物理性能。但在实际使用中,由于使用环境复杂多变,同一根绳索上不同部位的工作模式和受到的环境影响可能大相径庭:纤维绳索位于滑轮或绞盘上的部位会因周期性的弯曲和伸直而引发弯曲疲劳,导致强力下降[6];一些部位会因受长时间的张力而产生蠕变现象,使得同张力下的长度逐渐增大,或导致实际张力减小[7-8];另一些部位则会因周期性的舒张而发生拉拉疲劳[9-10]。此外,海洋行业中纤维绳索的生命周期受到多种因素的影响,除纤维绳索本身的性能外,复杂多变的工况也会极大地影响纤维绳索的实际使用寿命,如,意外的冲击张力、海洋环境污染、干湿环境和日照强度等[11]。可以说,纤维绳索是一种结构设计简洁,使用工况复杂的工具,一根纤维绳索可以视为由数段结构相同但工作环境不同的短绳索相连而成的结构体。这使得纤维绳索的全生命周期管理和安全管理尤为复杂。
现阶段,常规的纤维绳索全生命周期管理是基于整根绳索进行的,主要根据纤维绳索生产商提供的产品参数和使用者积累的安全经验来判断。当检查发现绳索的任意部位出现安全风险时,即对整根绳索进行更换。这是目前行业中普遍采用的做法,目的在于将纤维绳索意外断裂的风险降至最小。但更换整根绳索会造成绳索中未受损部位的浪费,因为绳索检查时发现的安全风险仅是针对绳索的某一部位而言的。大多数情况下,当绳索某段因恶劣工况受损后无法满足安全工作的要求时,绳索的其他部位因工况不同很可能并未受到损伤,可以继续使用。这种情况下,仅需通过收放一定长度的绳索,将受损的部位移动到工况较好的位置,用没有受损的部位来承担较恶劣的工况,就无需更换整根绳索,延长纤维绳索的整体使用时长。这种纤维绳索全生命周期管理方式需按工况对绳索进行区域划分,并对各区域进行单独管理,单独收集、记录和分析每一区域的使用情况和环境情况,同时进行安全风险分析和检查。无线射频识别(radio frequency identification,RFID)是一种在物流仓储管理、权限控制和智能装配中广泛应用的成熟技术,具有远程读写、唯一性和复写性等特点[12]。RFID技术为纤维绳索的分段管理提供了可能性。
本文对RFID技术在纤维绳索上的应用可行性进行探究,主要对RFID标签与纤维绳索的结合工艺进行探讨,测试两者结合后纤维绳索的断裂强力情况,以及装配在纤维绳索上以后RFID标签的读取性能,初步探讨RFID技术在纤维绳索领域的可能应用。
1 研究方法
在现实使用工况中,纤维绳索常规使用时所受的张力约为其最小断裂强力(FMBL)的20%~40%。但绳索的实际断裂强力可能会因疲劳、磨损等因素而下降,导致断裂发生时纤维绳索所受的张力未达到最小断裂强力值,而仅为最小断裂强力的约20%~40%,即20%FMBL~40%FMBL。因此有必要研究装配有RFID标签的纤维绳索在受20%FMBL~40%FMBL的张力时的断裂发生情况。
本研究在卧式绳索拉力测试机上模拟纤维绳索受力并拉伸断裂的情况,通过特殊的两端固定方式,实现纤维绳索在受到20%FMBL~40%FMBL的张力时发生断裂;通过与未装配RFID标签空白试样进行对比,探讨装配RFID标签对纤维绳索断裂强力的影响,并测试RFID标签在纤维绳索拉伸过程的信号读取情况。
1.1 试样制备
为确保装配RFID标签后不会对纤维绳索的外观造成影响,选择皮芯复编结构的纤维绳索试样进行测试。这种纤维绳索采用线密度为33.33 tex(300 D)的超高相对分子质量聚乙烯(UHMWPE)复丝制股后编织而成,其结构为12股内芯外包16编外护套,内芯直径为8 mm,含外护套的纤维绳索直径为12 mm。RFID标签选用市售成熟的柔性被动标签(湿inlay标签),这种标签体积小,结构柔软,可以很方便地贴合于绳索表面,基本不会对纤维绳索的外形和软硬程度产生影响;同时标签本身也经过塑封处理,装配后其内部电路和天线受纤维绳索或外部环境的影响不大。RFID标签的具体规格参数见表1。

表1 RFID标签具体规格参数
装配RFID标签的纤维绳索试样的制备过程如下:首先编织纤维绳索内芯,然后在纤维绳索的内芯上装配RFID标签,最后在纤维绳索内芯外编织外护套。柔性被动标签的装配方式为在纤维绳索内芯的外表面环绕,并用胶水贴附固定。环绕时确保标签沿着短边方向环绕,避免标签环绕后发生重叠,导致读取性能下降。
本文中纤维绳索试样的制备过程与常规皮芯复编结构绳索的生产工艺类似,且选用的柔性RFID标签的外形尺寸与绳索主体直径、外护套厚度相比可忽略不计,因此几乎不会对绳索的强度造成影响。装配好RFID标签的纤维绳索试样,其外观与普通未装配RFID标签的纤维绳索的外观基本相同(图1),RFID标签也不会对纤维绳索的柔软性造成影响。RFID标签的位置可以通过RFID读取器确定。
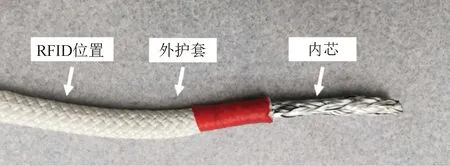
图1 装配了RFID标签的纤维绳索试样
为测试试样制备工艺的稳定性,制备了2根装配有RFID标签的皮芯复编绳索(柔性1和柔性2)和2根未装配RFID标签的常规皮芯复编绳索(空白1和空白2)。
1.2 纤维绳索断裂强力测试
使用50 T卧式绳索拉力测试机(浙江四兄绳业有限公司)对未装配RFID标签的纤维绳索空白对照样(空白1和空白2)进行断裂强力测试。
为实现纤维绳索在受到20%FMBL~40%FMBL的张力时即发生断裂,本文没有采用GB/T 8834—2016《纤维绳索 有关物理和机械性能的测定》中要求的销柱和眼环来固定纤维绳索,而是将纤维绳索以“自锁缠绕”的特殊方式固定在拉力测试机的销柱上(图2)。

图2 纤维绳索的“自锁缠绕”固定方式
这种特殊的固定方式使纤维绳索试样产生了自锁作用:随着拉伸作用的进行,缠绕在销柱上的绳圈越来越小,紧压自由端,避免自由端滑移。同时,“自锁缠绕”方式在绳索拉伸端的位置形成U型环绕,对拉伸部分的纤维绳索产生应力集中作用。
绳索断裂强力测试时,首先将未装配RFID标签的纤维绳索空白对照样(空白1和空白2)的两端按“自锁缠绕”的方式固定在拉力机两端的销柱上,以200 mm/min的拉伸速度匀速将试样从预加张力为0.18 kN拉伸至完全断裂,记录内芯和外护套断裂时的张力。以未装配RFID标签的纤维绳索内芯断裂强力(Fcore)作为后续RFID标签信号读取和纤维绳索伸长率测试中3次预拉伸循环张力计算的基数。
1.3 RFID标签信号读取和纤维绳索伸长率测试
RFID标签信号和纤维绳索伸长率测试过程参考GB/T 8834—2016《纤维绳索 有关物理和机械性能的测定》中的伸长率测试要求进行。
测试时,先将纤维绳索两端按“自锁缠绕”方式固定在拉力机两端的销柱上,在预加张力为0.18 kN下,在纤维绳索的有效长度部分做标记,标记段的长度为50.0 cm,并确定RFID标签位置。然后进行预拉伸,拉力机以200 mm/min的速度将纤维绳索在预定的张力范围内(10%Fcore~50%Fcore)循环拉伸3次。预拉过程中,分别在纤维绳索张力为10%Fcore、20%Fcore、30%Fcore、40%Fcore和50%Fcore时,保持拉力测试机的动端静止30 s,期间采用手持式RFID读取器(万科智能科技,VH-83型)读取RFID标签的电子产品编码(EPC码)并记录能否读取,同时测量标记段纤维绳索的长度变化。最后,拉力机以200 mm/min的速度将纤维绳索匀速拉伸至断裂,分别记录内芯和外护套断裂时的张力。
2 测试结果与分析
2.1 绳索断裂强力测试结果与分析
装配RFID标签前后纤维绳索试样的内芯和外护套断裂强力测试结果如表2所示。由表 2可以看出,未装配RFID标签的纤维绳索内芯断裂强力(Fcore)的平均值为18.83 kN。参考GB/T 30668—2014《超高分子量聚乙烯纤维8股、12股编绳和复编绳索》,可计算得直径为12 mm的复编绳(C型)的最低断裂强力约为79.20 kN(高强级)或87.80 kN(超高强级)。本研究中试样的Fcore约为标准要求的23.78%(相对于高强级UHMWPE复编绳索)或21.45%(相对于超高强级UHMWPE复编绳索),满足测试绳索在20%FMBL~40%FMBL的张力下即发生断裂的设计要求。
根据Fcore=18.83 kN可计算得10%Fcore=1.88 kN;20%Fcore=3.77 kN;30%Fcore=5.65 kN;40%Fcore=7.53 kN;50%Fcore=9.42 kN。
从表 2还可以看出,装配了柔性RFID标签后,纤维绳索的内芯断裂强力和外护套断裂强力与未装配柔性RFID标签的空白对照样相当。断裂强力测试值出现波动的情况,是由于试样两端采用了“自锁缠绕”方式固定导致的。
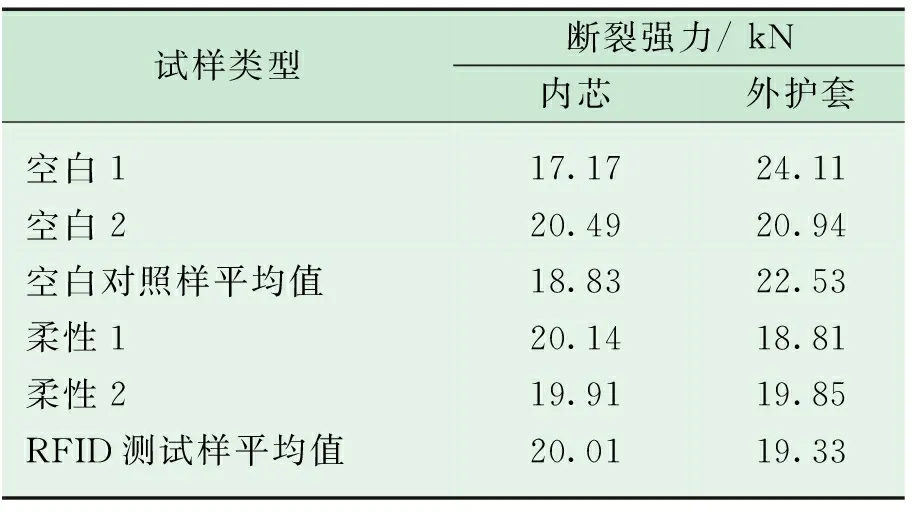
表2 装配RFID标签前后纤维绳索试样的内芯和外护套断裂强力测试结果
图3和图4为未装配RFID标签的纤维绳索空白对照样与装配有柔性RFID标签的纤维绳索试样的断裂强力测试结果。由图3和图4可以看出,所有的纤维绳索试样都经历了2次断裂,第一次为内芯断裂,第二次为外护套断裂。由拉伸曲线可以看出,所有的纤维绳索试样在受到拉伸时,均先由内芯承担大部分张力。内芯承受的张力达到峰值并断裂后,纤维绳索的张力大幅下降。内芯断裂后,张力转由外护套承担,且张力随着拉力测试机的继续拉伸而升高,直至外护套发生断裂。

图3 未装配RFID标签的纤维绳索空白对照样断裂强力测试结果
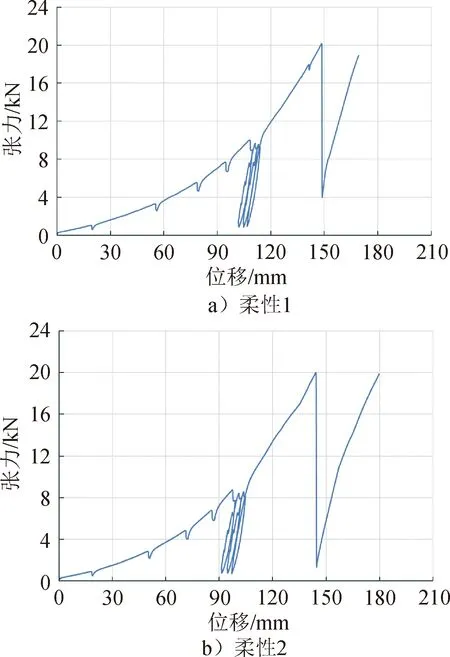
图4 装配了RFID标签的纤维绳索试样断裂强力测试结果
从图 4可以清楚地看到,柔性1和柔性2试样经历了3次预拉伸循环,并在10%Fcore(1.88 kN)、20%Fcore(3.77 kN)、30%Fcore(5.65 kN)、40%Fcore(7.53 kN)和50%Fcore(9.42 kN)张力下出现张力小幅下降的情况,这是由于绳索编织结构上的形变导致了迟滞现象的出现,即便拉力测试机的动端已经静止,试样仍会发生些许结构伸长,造成张力下降,属正常现象。
2.2 RFID标签信号和绳索伸长率测试结果与分析
在柔性1和柔性2的预拉伸过程中,尝试读取装配在纤维绳索上RFID标签的EPC码,结果如表3所示。结果表明,在纤维绳索被拉伸至50%Fcore的预拉伸循环中,均可以顺利读取RFID标签信号。并且现场观察发现,在内芯完全断裂前,RFID标签信号均可读取;而一旦内芯完全断裂,RFID标签信号即消失。
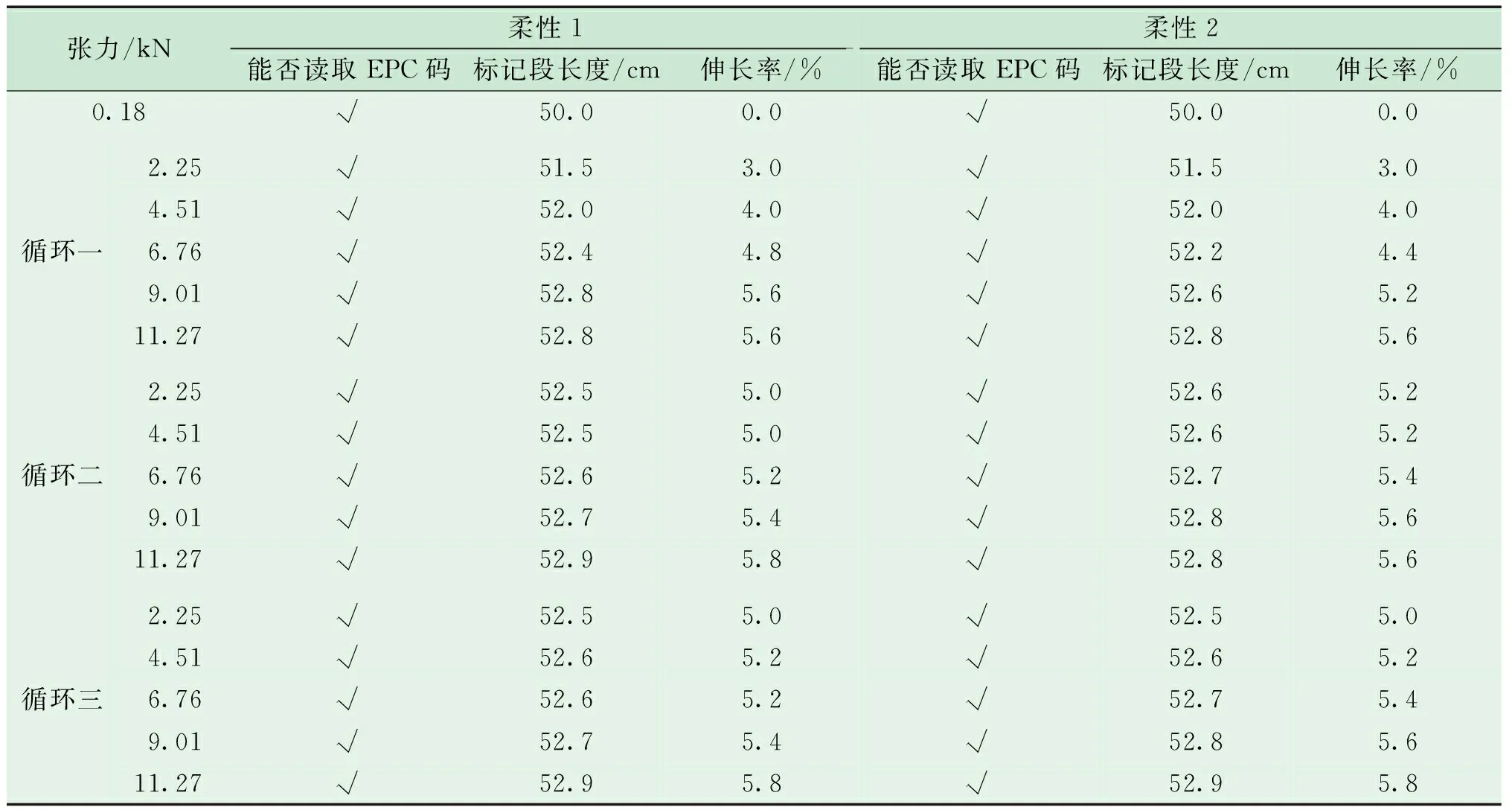
表3 RFID标签信号读取与伸长率测试结果
将断裂后的柔性1和柔性2分别打开并找出RFID标签后发现,RFID标签均已成熔融状态。尤其是柔性1试样,由于断裂位置接近RFID标签,RFID标签几乎完全损毁,已失去了原有的外观和功能(图5)。原因是柔性RFID标签的植入方式为贴合在内芯表面,内芯发生断裂时,产生剧烈的回弹并释放出大量的能量(主要形式为机械能和热能),这将损毁柔性RFID标签,使其失去了原有的外观和功能,并导致RFID信号丧失。

图5 装配有RFID标签的纤维绳索试样断裂后的标签形态
纤维绳索试样在10%Fcore~50%Fcore拉伸张力下的伸长率E通过式(1)计算:
(1)
其中,ln%为n%Fcore下标记段的长度,mm;l2为预加张力下标记段的长度,mm。
从表 3可以看到,柔性1和柔性2的伸长率相近,符合市售常规UHMWPE皮芯复编绳索的伸长率标准,说明装配RFID标签对皮芯复编绳索的伸长率没有明显影响。
3 RFID技术在纤维绳索上的可能应用
通过试验测试,验证了将RFID技术与纤维绳索结合的生产工艺的可行性,并且由试验结果可知,贴合于绳索内芯的柔性RFID标签可以承受绳索正常的安全工作张力,在RFID标签载体发生完全断裂前不会丧失功能,这使RFID技术可以很好地满足复杂工况下纤维绳索的分段、分部位管理。
RFID技术在纤维绳索领域的具体应用,一方面,可以在一根皮芯复编纤维绳索中,每隔一段距离装配一枚柔性RFID标签,每枚RFID标签存储的EPC码不同。同时在绞车、弯曲点、关键工况和恶劣工况的位置分别设置RFID信号读取器,读取并记录这些位置出现过的RFID标签的EPC码,据此判断哪些RFID标签在这些位置出现过、出现了多久、往复了几次。再通过RFID标签在纤维绳索中的对应位置了解这根纤维绳索中的哪些部位可能受到较大的损伤,哪些部位工作强度较低。最后结合实验室对纤维绳索在这些环境下的研究数据和分析结果,合理安排纤维绳索的更换计划。甚至可以通过绞车收放绳索,将受损较严重的绳索部位移动至工况合适的位置或收回绞车内,避免对整根绳索的提前更换,延长其使用寿命。这种应用方式要求同时对多个RFID标签进行综合管理,并合理规划绳索全程的工作状况。另一方面,可以根据RFID标签会因纤维绳索载体的断裂而损坏失效的特性,远程无损地检测皮芯复编绳索的内芯断裂情况。当绳索内芯发生断裂而外护套未断裂时,当前的检测主要依靠现场检测人员的经验,无法准确判断内芯的受损程度。而RFID标签在内芯断裂后会丧失信号,可以根据能否读取RFID标签EPC码来确定内芯是否断裂,从而降低对现场检测人员的要求,提高现场安全程度。
以上仅为根据本研究的测试结果总结出的对RFID技术应用于纤维绳索领域的初步设想,要想将RFID技术成熟、安全地实际应用于海洋工程行业中,仍有非常多的因素有待考量和解决。
3.1 RFID标签的读写距离
RFID标签的读写距离与RFID标签中的天线大小与形状直接相关,并且读写距离可能因纤维材料的阻隔而有所降低。本研究中,为使RFID标签更好地与纤维绳索结合,不直接影响纤维绳索的外观和力学性能,选择了柔性RFID标签,但这同时也牺牲了RFID标签的抗压强度、读写距离等性能。实际RFID技术的应用过程中,必须考虑到RFID标签的大小、读写器的收发功率及现场布置等多方面因素。
3.2 RFID标签的使用环境
在海洋工程环境下,RFID标签的信号在水中大幅衰减,标签还可能受到高湿、高盐环境的腐蚀。水流环境使纤维绳索不仅受到张力,还可能受到弯曲、承压、拉拉疲劳等影响,这些因素都会影响RFID标签的物理性能。因此需对RFID标签在这些使用环境下的信号读取性能和物理性能开展进一步的研究。
3.3 信息系统的建立
RFID技术可以为分段、分部位的纤维绳索全生命周期管理提供技术基础,但只有对周边环境(如温湿度、水文条件等)和工作状态(如拉伸、卷绕等)进行同步收集、分析和共同管理,才能最大化利用这些信息,达成纤维绳索的全生命周期管理。因此有必要围绕绳索周边环境和工作状态两方面,建立信息系统,借助RFID技术对绳索进行分段、分部位管理,再结合环境和工作状态信息,综合评估纤维绳索各部位的使用情况。
4 结语
本文探讨了RFID技术在纤维绳索上应用的可行性,通过试验测试验证了将柔性RFID标签装配于皮芯复编结构纤维绳索上的可行性。研究表明,将柔性RFID标签装配于皮芯复编结构的纤维绳索上,不仅不会对纤维绳索的外观、断裂强力和伸长率造成影响,还能够实现纤维绳索的分段、分部位管理,同时可以远程无损地检查纤维绳索的内芯是否断裂。就未来进一步将RFID技术成熟、安全地应用于纤维绳索领域,尤其是海洋工程行业用纤维绳索上,本文提出并探讨了一些当下需考虑和解决的问题。只有结合实际情况分析解决这些问题,才能使RFID技术真正成为纤维绳索全生命周期管理的有效技术手段之一。
猜你喜欢
橡塑技术与装备(2022年11期)2022-11-08
电机与控制学报(2022年8期)2022-09-14
微特电机(2022年6期)2022-07-11
四川劳动保障(2021年9期)2022-01-18
汽车零部件(2020年8期)2020-09-04
今日农业(2019年15期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
小哥白尼(军事科学)(2018年2期)2018-05-25
小学生时代·大嘴英语(2017年3期)2017-04-11
作文新天地(初中版)(2016年12期)2017-01-05
