搅拌摩擦增材制造技术研究现状与发展趋势
2023-01-16 03:18刘正武赵凯齐超琪杜洋封小松
焊接 2022年11期
刘正武, 赵凯, 齐超琪, 杜洋, 封小松
(1.上海航天设备制造总厂有限公司,上海 200245;2.中国航天科技集团有限公司增材制造工艺技术中心,上海 200245)
0 前言
高性能金属结构件增材制造技术已经在航空航天等领域得到大量应用,国内外研究学者在成形微观组织调控与控形控性等方面取得了诸多进展[1-2]。然而现有高能束增材制造技术在满足低成本高性能快速制造工业需求方面依然存在较大差距[3-6]:①高能束成形工艺能源利用效率低[7],且难以成形不可焊合金,例如在航天领域广泛应用的2系和7系铝合金;此外,大多数高端装备关键构件要求力学性能各向同性,然而高能束增材制造过程由于定向凝固,晶粒外延生长形成大量柱状晶粒,从而导致成形件具有明显的各向异性[2];②对于新型合金材料的增材制造应用首先需要制备成分、形貌和粒径分布合适的粉末,这导致应用过程成本高和周期长。鉴于高能束增材制造存在上述工艺特点和局限性,使得对于具有高光反、低熔点和易氧化特性的金属材料高性能增材制造方法提出了新的需求。国内外学者探索了大量将传统材料加工原理与新颖的工艺过程相结合以实现前所未有的制造能力的新技术。
搅拌摩擦增材制造(Additive friction stir deposition,AFSD)是一种基于填料式搅拌摩擦堆焊原理的固相金属成形技术[8-11]。在AFSD工艺过程中,首先填充材料被挤压至搅拌工具和基材之间,在搅拌工具轴肩-材料和材料-基体(或新层—旧层)界面处摩擦生热软化材料,在搅拌工具强力下压和高速旋转剪切作用下,成形材料及基材表层产生超塑性变形,界面熔合形成冶金结合,搅拌工具在平面内连续移动形成沉积道,即AFSD是基于高摩擦热与机械搅拌耦合作用下材料经大塑性变形实现的非熔凝成形,成形区域的峰值温度通常为熔点温度的50%~90%[8],在强烈的塑性变形过程中,材料进行了动态再结晶和动态回复,与高能束成形工艺的柱状晶组织形貌不同,AFSD成形件为晶粒细小的锻造等轴晶组织[12]。由于非熔化,制件不会形成与快速凝固相关的缺陷,如孔隙率、热裂纹、元素偏析、稀释、微细分散氧化物聚集以及高残余应力[8]。作为固态成形工艺,AFSD为不可焊合金的增材制造提供了途径,技术优点包括[8-14]:①可制造更大尺寸零部件,AFSD无需粉末床、沉积腔或真空室,在空气中即可生产,是独特的开放式操作,设备类似于数控加工中心,可按需进行扩展从而制造更大型部件;②零部件性能更好,固相成形具有锻造显微结构;③适用材料范围广,原料形态选择灵活;④沉积速度快;⑤成形温度低,熔覆层沉积的温度通常为100~500 ℃,例如铝合金涂层的沉积温度通常低于400 ℃。
文中简述国内外现有AFSD技术类别及其研究进展,重点针对极具应用前景的同轴送料式搅拌摩擦增材的技术优势和应用现状进行详细叙述,最后对AFSD技术的发展前景进行展望,并指出技术局限性。
1 搅拌摩擦增材制造技术研究现状
AFSD的原材料形态包括板材、棒料、粉末、颗粒料,甚至机加工屑等形态,根据原材料添加方式的不同,可以将AFSD分为同轴送料式搅拌摩擦增材技术、预置料式搅拌摩擦增材技术以及冷喷涂复合搅拌摩擦增材制造等其他技术。
1.1 同轴送料式搅拌摩擦增材制造技术
同轴送料式AFSD工艺是由美国航空公司(Aeroprobe)历经近10年发明创造,其拥有十余项技术专利。2018年1月,Aeroprobe公司将其专利工艺更名为“MELD”技术,以便与现有其他金属增材制造工艺区分,同年4月成立MELD公司,并推出了K2,L3,B8等满足不同需求与尺寸的商业化设备[8]。该技术利用一个高速旋转的空心旋转工具,金属棒材被从中心孔直接压入或粉末/加工屑等颗粒原料通过螺旋杆旋转挤压进入搅拌工具与基材之间,通过摩擦产热软化填充料至半固态,进而以高沉积速率逐层沉积,如图1所示[8, 12-13]。可以对同种金属材料增材成形,例如铝合金、镁合金、铝锂合金、铜合金等,也可以用于高温合金、钛合金、不锈钢、钛铝合金等材料成形,甚至用于金属材料与塑料、陶瓷等异种材料连接[8]。
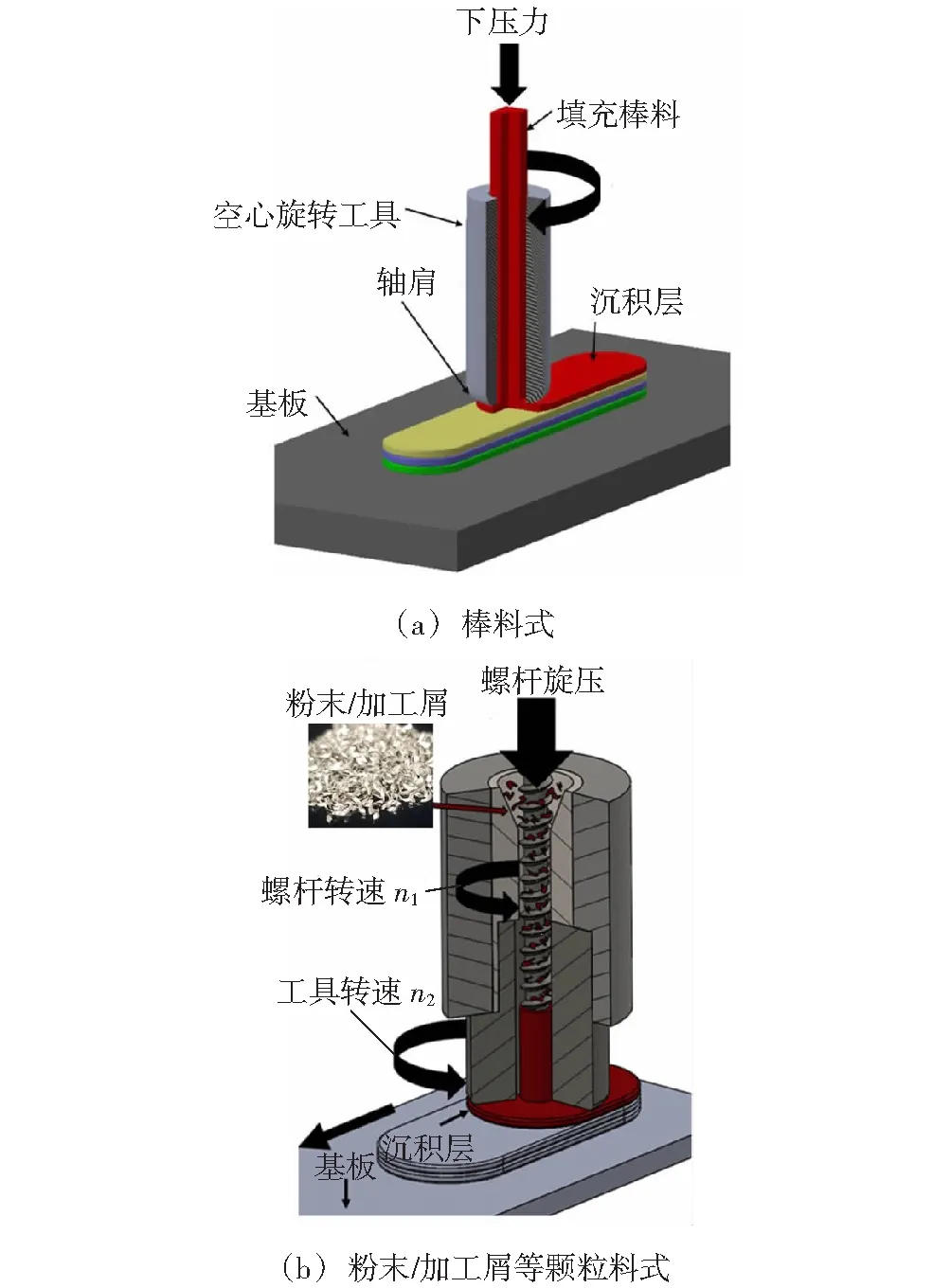
图1 同轴送料式搅拌摩擦增材制造技术[12]
Kandasamy等人[15]首先应用该技术对铝合金和镁合金等材料进行沉积成形,成功制备WE43镁合金试件,其显微硬度为115 HV,抗拉强度达到400 MPa,断后伸长率17%,力学性能优于同质基材,验证了该技术的原理可行性。Phillips等人[16-19]对AFSD成形工艺的材料显微组织演变,热-机耦合成形机理,传热、传质以及力学性能影响因素等进行了深入研究,为该工艺技术的工程应用奠定了理论基础。中空搅拌工具的设计是AFSD工艺的核心技术,搅拌工具带动棒料等高速旋转,其内部通道尺寸需要与棒料等外形匹配,是摩擦热以及锻压塑性变形和摩擦剪切塑性变形的主要能量来源[20],Jeffrey[21]对AFSD技术的搅拌工具进行了优化,研究了不同形状内部通道对棒料的扭力传递过程,多边形通道形状的搅拌工具扭力传递更均匀,研发了多种搅拌工具端面纹路,发现平端面搅拌工具成形的沉积层表面质量更好,而凸点或渐开线等端面纹路对应成形件层间结合强度更高。AFSD成形过程中棒料加载会暂停成形过程,波音公司Rogie[22]对AFSD棒料连续送进机制进行研究,提出了转盘式、链条式、齿轮式等多种高效棒料填充方法,以提升AFSD成形效率与质量,如图2所示[21-24]。

图2 高效棒料填充方法[21-24]
1.2 预置料式搅拌摩擦增材制造技术
与同轴送料方式不同,预置料式搅拌摩擦增材制造技术通过先在基材上铺设一层板材或者粉末[25-26],采用传统搅拌摩擦焊接设备执行类似焊接操作,将预置料与基材熔合形成沉积道,层层堆叠形成结构件。与同轴送料方式相比,设备简单,但工艺流程繁琐,材料利用率低,如图3所示[13, 27-28]。

图3 预置料式搅拌摩擦增材制造技术
三菱重工的Yoto[23]在其专利中提出了铺粉式搅拌摩擦增材制造技术,Mao 等人[24]研究了预置板式AFSD铝基构件成形过程,重点关注沟状缺陷在不同沉积层成形过程中的形态演变与消失,在第1层板料搅拌摩擦过程时,沟状缺陷自前进侧向后退侧延伸,然后在新填充材料挤压作用下,沟状缺陷流动到外部,从而得到无缺陷的搅拌摩擦中心区域。
Phillips等人[16]详细设计了搅拌工具形状和搅拌针尺寸以控制热输入和塑性材料变形流动。Zhao等人[27]研究不同搅拌针形状和工艺参数对沉积层间界面结合强度影响,表明搅拌针形状对材料混合程度具有重要影响,三面锥和圆柱形搅拌针不适用于成形,而凸面形和三凹弧槽搅拌针工具可以较均匀地混合材料。
1.3 其他搅拌摩擦增材制造技术
由搅拌摩擦焊技术衍生出的搅拌摩擦覆层技术也被应用于增材制造,例如通过搅拌摩擦与冷喷涂、热喷涂、电沉积等工艺技术复合用于制备性能优良的涂层材料,甚至进行结构件成形,高速旋转的搅拌工具可以提高涂层材料的致密度,结合强度,成分均匀,晶粒细化,大幅提升机械强度[28-29],如图4所示。

图4 冷喷涂复合搅拌摩擦增材[28]
2 搅拌摩擦增材制造技术应用
2.1 大型结构件成形或特征结构添加
AFSD技术可以应用于直接成形[8],如图5所示。MELD公司采用同轴送料式搅拌摩擦增材制造技术直接成形了直径达到3.05 m的铝合金框环,展现了该技术在大型结构件的成形能力,如图5a, 5b所示。AFSD技术可用于增加结构特征,如连接点、加强筋、法兰,或者通过铸造或挤压等技术不易增加的特征,通过与铸锻等传统制造技术结合,AFSD技术可以进一步提高复杂产品低成本高效率成形能力,如图5c,5d所示,在铝合金板材上添加加强筋结构。AFSD技术在航空航天等领域的大型轻质结构件,高性能复杂结构件研制中具有巨大的应用前景。

图5 搅拌摩擦增材制造结构件成形
Rivera等人[30]率先开展了多种合金材料AFSD成形组织与力学性能研究(图6),IN625高温合金成形件结构致密,为细小的等轴晶组织,平均晶粒尺寸0.27 μm,较原材料晶粒细化,直接成形件抗拉强度达到1 072 MPa,见表1,力学性能优于铸造以及传统高能束增材制造工艺制件。

图6 AFSD工艺成形IN625成形件显微组织晶粒细化[30]
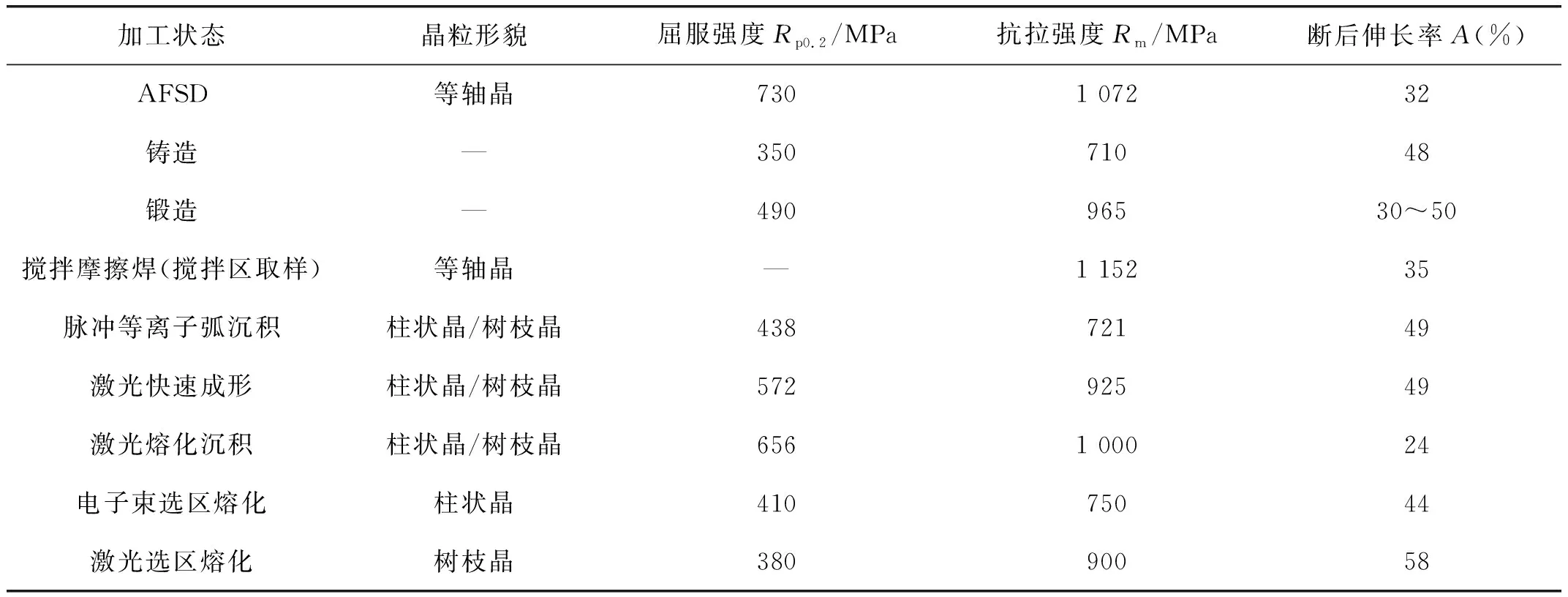
表1 不同工艺成形IN625高温合金的晶粒形貌及力学性能
Rivera等人[31]研究了AFSD高速成形AA2219铝合金(1 000 cm3/h)的沉积方向和不同沉积位置与材料力学性能的对应关系(图7),结果显示,拉伸强度自基材底部到成形件顶部不断提高,但显微硬度无差别,此外,在准静态(拉伸速率0.001 s-1)和高应变速率(拉伸速率1 500 s-1)拉伸条件下,压缩和拉伸试样的力学性能与取向无关。

图7 AFSD成形AA2219铝合金[31]
2.2 梯度材料与涂层制备
对于化学成分、热膨胀系数等差异巨大的异种材料,传统熔凝成形工艺由于成分稀释,生成脆性相等原因难以实现良好成形,而AFSD技术基于成形过程中的热-机耦合作用可以实现其良好的界面冶金结合[31-35]。
图8为梯度材料与涂层制备,Mejpa等人[36]在AA6061铝合金上沉积AA2024铝合金(图8a),从形态学和显微组织分析了梯度材料结合面非平面熔合界面的形成过程,首先,沉积材料在巨大的下压力作用下扎入原基材表面以下,同时基材材料涌出,其在搅拌工具轴肩锻压和剪切作用下自前进侧向后退侧流动,形成鱼鳍以及锯齿状形貌,沉积材料与基材在界面处宏观上发生明显的混合与嵌入,形成典型的非平面特征形貌。Hartley等人[37]通过在Al-Mg-Si薄板上沉积涂层,评价采用AFSD技术自动化沉积覆层的可行性以及覆层质量和基材稀释率(图8b,8c)。结果显示,在1.4mm厚度的薄板上仍然可以成形无表面和界面气孔的高质量涂层,同时不会影响基材的机械性能,薄板基材没有明显的弯曲和变形,其应力和应变均处于较低水平。Hang等人[12]在Cu基体上成形了Nb-Cu和Ta-9Cu梯度材料,弯曲测试不会产生剥离。

图8 梯度材料与涂层制备[36]
AFSD对成形材料的广泛适用性及高性能结合界面为多材料功构件制备提供了极大的设计自由和技术途径。当然,沉积材料在一定的应变速率下不能与基材的力学性能差异过大,否则会形成铣削过程而无法沉积。
2.3 修复
利用AFSD技术装备简单,工艺流程短优势,可应用于快速修复,降低成本,缩短周期。Griffith等人[38],研究了AFSD技术在7075等高强度高性能铝合金产品修复方面的应用潜力,如图9所示,针对贯穿单孔洞、多孔洞、长条沟槽等损伤形式,相较于熔化焊接修复易产生热裂纹、气孔等缺陷,AFSD可以实现快速填充并且几乎没有缺陷。

图9 AFSD技术缺陷修复应用[38]
MELD公司展示了AFSD技术在战地快速修复领域的应用前景,将设备与机械臂组合或安装在标准集装箱中形成移动修复装备,用于在前线作战基地等战场环境进行现场维修,延长军事资产和部件的使用寿命[38-39]。
2.4 新材料制备
Criffiths等人[39]采用同轴送粉式AFSD技术开展了Al-SiC, Al6061-Mo以及Al6061-W等多种铝基复合材料制备研究,由于固相成形过程,铝基复合材料不存在热裂纹、气孔等缺陷,成形过程中可以实现不同成分粉末材料混合,成形件化学成分均匀。
Garcia等人[40]采用不同形状的搅拌工具制备SiC复合6061铝合金和SiC复合纯铜复合材料,观察SiC颗粒分布均匀性以及增强体与基体结合强度。结果表明带有凸点搅拌工具可以使得复合材料增强颗粒分布更加均匀,复合材料增强体与基体界面均具有良好的结合强度。
3 发展趋势与挑战
搅拌工具设计是AFSD成形工艺的核心技术。现阶段AFSD的研究更多集中在提升制造尺寸和制造效率上,因此搅拌工具的轴肩和填充材料尺寸较大,只能用于成形大尺寸的结构特征,成形精度低。粉末床增材制造可以成形0.5 mm左右的结构特征,而AFSD技术的成形尺寸最小约10 mm,因此只能称为近净成形技术。研究精密尺寸的搅拌工具和填充材料是该技术发展的趋势之一。此外,搅拌工具轴肩在AFSD成形过程中比搅拌焊接承受更大的压力和复杂的受力条件,面临磨损等导致的低寿命问题,研制高硬度,耐高温,耐磨损的钨合金、陶瓷材料搅拌工具,不但可以确保成形工艺稳定,还可以拓展材料适用性,应用于高温合金、钛合金、高强钢等。
悬空面成形是增材制造技术普遍面临的技术难题,高能束粉末床技术需通过添加支撑等工艺成形,高能束直接沉积技术通过增加旋转轴,依靠机床运动轨迹规划来避免悬空面的出现,对于具有压力成形属性的AFSD技术,虽然不涉及熔体坍塌等问题,但成形过程中来自轴肩的压力和剪切力容易使得边界材料外溢和翘曲,AFSD成形结构受到最大自支撑成形角度的限制。Hang等人[12]实现了与垂直夹角54°压力容器顶面结构的自支撑成形,如图10所示,研究和提升AFSD自支撑成形能力将是AFSD技术未来的重点研究内容之一。

图10 压力容器成形件最大悬垂角[12]
AFSD专用成形工艺软件是该技术推广应用的关键。现有AFSD技术成形多是基于传统机床的运动控制,只能应用于形状简单的构件,研发适用于AFSD工艺特点的模型处理软件和路径规划软件,并考虑到机加工等后处理需求,对于提升该技术的成形能力和产品质量具有重要作用。
4 结束语
(1)搅拌摩擦增材制造技术主要包括同轴送料式、预置料式以及冷喷涂复合搅拌摩擦增材制造等技术类别,其中以MELD公司开发的棒料同轴送料式研究最为充分,其成熟装备已推向市场。
(2)搅拌摩擦增材制造为固相成形,工艺过程简单,适用材料范围广,可以在空气环境中进行,可应用于轻质大型结构件增材制造及特征结构添加,梯度材料与涂层制备,缺陷损伤修复及新型复合材料制备。
(3)搅拌摩擦增材制造技术在搅拌工具设计、自支撑成形工艺提升以及专用成形工艺软件开发等方面需进一步开展相关研究,以便推广其技术应用。
猜你喜欢
今日农业(2022年16期)2022-11-09
九江学院学报(自然科学版)(2022年2期)2022-07-02
北京航空航天大学学报(2022年6期)2022-07-02
石材(2022年4期)2022-06-15
航天制造技术(2022年2期)2022-05-16
建材发展导向(2021年14期)2021-08-23
家庭影院技术(2021年3期)2021-05-21
家庭影院技术(2020年1期)2020-06-24
表面工程与再制造(2019年1期)2019-05-11
科技创新与品牌(2016年9期)2016-11-03