
电感式全流量滑油磨粒传感器特性影响因素分析
2023-01-15 09:00文振华赵小飞李树豪
郑州航空工业管理学院学报 2022年6期
文振华,赵小飞,李树豪
(1.郑州航空工业管理学院 航空发动机学院,河南 郑州 450046;2.郑州航空工业管理学院 材料学院,河南 郑州 450046)
1 引 言
磨损故障是机械设备运行过程中最常见的故障问题,数据表明约80%的机械故障均来自机械部件的摩擦磨损[1]。为了提升设备运行的安全性和可靠性,避免故障传播恶化造成更为严重的经济损失,早期的磨损故障监测预警就显得尤为必要[2]。机械设备在发生摩擦磨损时,所产生的磨粒包含了机械设备运行过程中摩擦副的健康状态信息,因此,对滑油磨粒进行在线监测有助于及时有效地判断机械设备的磨损形式和磨损程度,为工程人员掌握设备运行情况,安排维修计划提供参考依据。
滑油磨粒的监测分析技术一般分为离线监测和在线监测两种。离线监测应用较多的是光谱监测法和可视铁谱技术监测法[3]。光谱监测法是对取回的油样进行检测分析,获取油液中各种元素的含量,通常适用于10μm以下的磨粒检测,但无法提供与故障模式息息相关的磨粒形态特征信息[4]。铁谱监测法监测范围较广,并且可以通过图像观察到磨粒的尺寸及形貌特征,但其只能对铁磁性磨粒进行监测,且存在制谱过程复杂、依赖于人的经验等局限性[5]。离线监测分析方法具有结果精准的特点,但这类方法需要先取样,再将样品拿到实验室或现场的便携式监测设备中进行检测分析,因而难以保证监测结果的时效性。
相较于离线监测,滑油磨粒的在线监测技术可以保证监测的实时性和可靠性[6]。近年来,出现多种在线监测技术,其基本原理为:滑油中磨粒的存在会改变油液的磁导率、介电常数、电导率等电磁参数[7],通过对电压、电容、电阻等输出信号进行在线监测并分析,可以检测出油液中磨粒的含量以及磨粒的尺寸大小、形貌特征等信息,这对获取机械设备的实时磨损状态具有重要意义。
现阶段较为成熟的在线监测方法有电感法、电容法、电阻法、声学法等[8]。其中电阻法只对铁磁性金属材料监测有效,无法监测到非铁磁性金属材料和非金属材料;对电容法而言,由于金属材料的介电常数相差不大,引起电容脉冲变化的主要因素是磨粒的大小,且该方法受水和油液的性质影响较大;声学法易受外界环境影响,且磨粒的形状和方向会影响监测精度;电感法在滑油磨粒监测方面有着独特的优势,它既可以根据输出信号幅值的大小判断出磨粒尺寸的大小,又可以根据输出信号相位的不同判断出磨粒的材料属性,因此电感式监测法受到越来越多的关注[9]。最具代表性的基于电感监测法的滑油磨粒在线监测传感器是加拿大GasTOPS公司研发的MetalSCAN传感器,它是一种全流量式在线监测传感器,成功应用到F22、F117、海王直升机等新型战机中[10]。目前,MetalSCAN传感器能监测到的铁磁性磨粒大于100 μm,非铁磁性磨粒大于400 μm,监测精度还需要进一步提高[11]。Li[12]等研制了一种在线式内外两层高通感应脉冲传感器,实验表明这种传感器可以很好地区分铁磁性磨粒和非铁磁性磨粒,且精度较高,能监测到50 μm以上的铁磁性磨粒和150 μm以上的非铁磁性磨粒。电子科技大学詹惠琴等[13]提出了一种基于电感平衡原理设计的三线圈式感应磨粒传感器,当该传感器内径为10 mm时,能够监测100 μm的铁磁性磨粒,内径为25 mm时,可监测200 μm~300 μm的铁磁性磨粒和700 μm左右的非铁磁性磨粒。北京理工大学贾然、郑长松等[14]通过增强磨粒通过时的磁通变化量来提升传感器的感应电动势,研究了大孔径的电感式磨粒传感器灵敏度。
本文通过建立电感式平行三线圈传感器的数学模型与仿真模型,分析了磨粒尺寸、传感器内径以及磨粒在不同径向位置时对传感器输出特性的影响。搭建滑油磨粒检测实验台,通过实验对仿真结果进行验证,得到了影响传感器检测性能的主要因素,并进行了验证实验。
2 三线圈传感器建模
2.1 传感器基本原理
传统经典的电感式滑油磨粒在线监测传感器为平行三线圈结构,如图1所示。它是由两个激励线圈和一个感应线圈组成。两个激励线圈施加等大反向的正弦交流电,交流电分布在两端,感应线圈连接的信号处理系统放置在中间。感应线圈可以通过阻抗或者感应电压的变化来反映金属磨粒的变化情况,等效电路图如图2所示。

图1 三线圈式传感器结构示意图
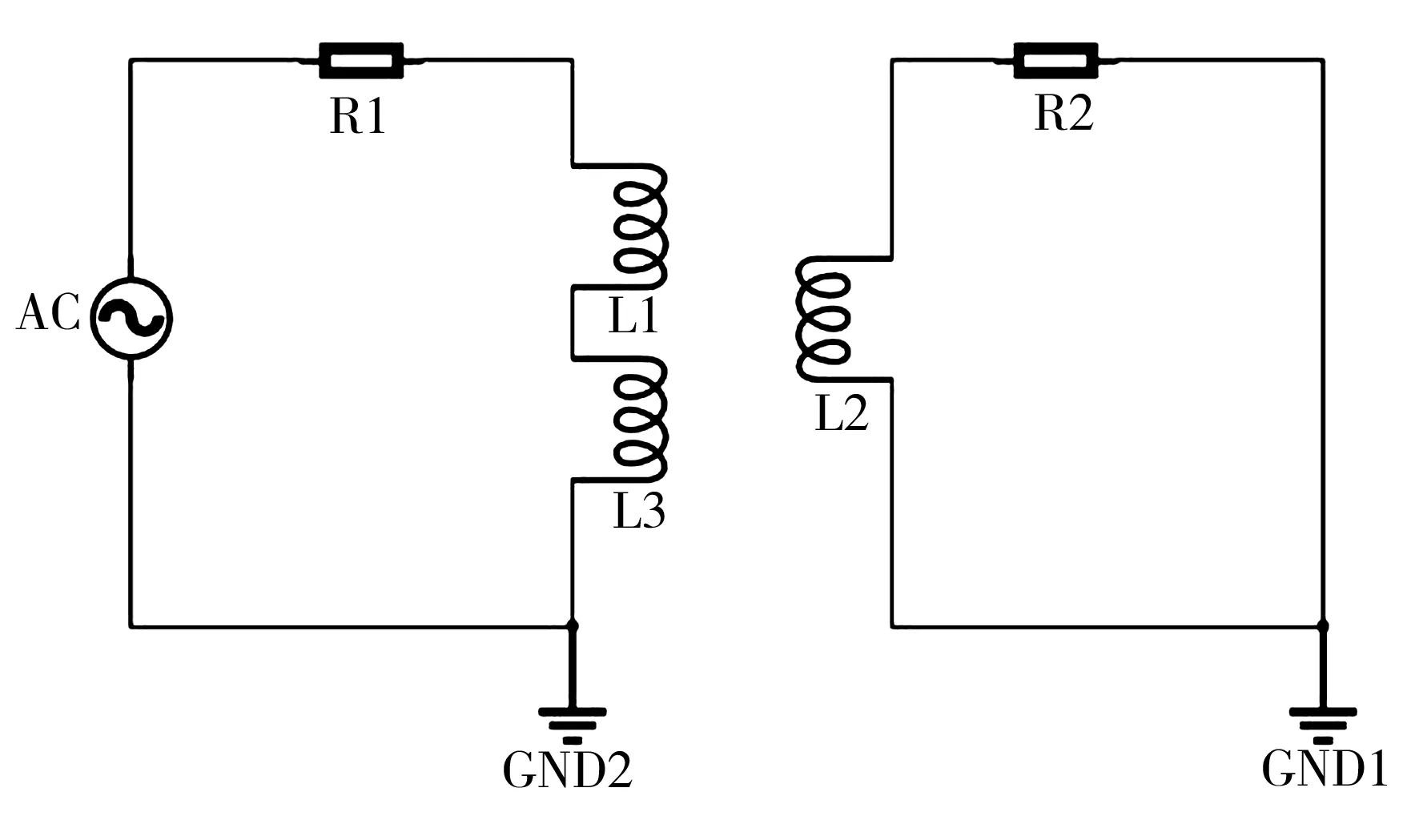
图2 传感器等效电路图
当没有磨粒通过传感器时,由于两个激励线圈被施加了等大反向的激励电源,两侧的磁场会相互抵消,在中间感应线圈处产生一个接近于零的平衡磁场,此时无感应电压信号输出;当有磨粒通过传感器时,平衡状态下的磁场被扰动,根据电磁感应定律,变化的磁场会产生电场,感应线圈则有感应电压输出[15]。当有磨粒通过传感器时可以分为两种情况[16]:当铁磁性金属磨粒通过时,由于其磁导率较大,它的磁化效应远大于其涡流效应,所以整体表现出磁场被加强,如图3所示。

图3 铁磁性金属磨粒通过时磁场变化
当非铁磁性金属磨粒通过时,由于其电导率远大于其磁导率,如铜颗粒,所以其涡流效应起主导作用,整体表现出磁场被削弱,如图4所示。根据上述原理可以得出:输出信号的幅值大小反映了通过传感器的磨粒大小,输出信号相位的不同可以用于区分磨粒的属性是铁磁性还是非铁磁性[17-18]。因此,通过输出信号的特征信息可以监测磨粒的大小和材料属性,从而为机械磨损部位的判断提供理论依据。

图4 非铁磁性金属磨粒通过时磁场变化
2.2 传感器数学模型
根据上述传感器检测原理,本文运用毕奥-萨伐尔定律、法拉第电磁感应原理等建立传感器的数学模型。三线圈传感器的简化模型如图5所示,其中左右两边为激励线圈,施加等大反向的交流电,中间为感应线圈,连接信号处理系统。

图5 传感器结构简图
为了分析线圈结构和参数对传感器检测的影响,设Idl为单匝载流线圈上的电流元,如图6所示。图中P点为线圈轴向某一点,P点与O点的距离为x,线圈半径为R,电流元与P点的位移矢量为r,中间轴与r之间夹角为α,独立的电流元会有其独立的磁场,这些独立的磁场矢量和就是单匝线圈的磁场。由毕奥-萨伐尔定律可知:单线圈载流导线上的电流元在真空中某点P上的磁感应强度B的大小与电流元的大小成正比,与电流元到P点的位移矢量的平方成反比[19]。

图6 圆形载流导线在轴线上的磁场
(1)
式中,μ0为真空磁导率,大小为4π×10-7N/A2。
因此,单匝线圈中心轴线上某一点的磁感应强度为:
(2)
当线圈匝数为N时,线圈中心轴线上某点的磁感应强度为:
(3)
鉴于球形磨粒相比于长条状磨粒的退磁因子大、磁化强度较小,本文选用球形磨粒作为研究对象。设球形磨粒半径为rc,磁导率为μr,μ0为真空磁导率,激励线圈匝数为N1,感应线圈匝数为N0。激励采用正弦交流电I=Imsin(2πft),激励线圈1对感应线圈的互感系数为M1,激励线圈2对感应线圈的互感系数为M2,激励线圈对感应线圈的感应电动势分别为E1、E2,磁通量分别为φ1、φ2。
当有磨粒进入激励线圈1时,磨粒的磁导率远大于空气的磁导率,所以被磨粒覆盖部分的空气磁导率变为磨粒的磁导率,感应线圈中心处的磁场不再互相抵消为0,磁感应强度的增量为ΔB。
(4)
磁通量的差值为Δφ:
(5)
由于磨粒的出现,平衡的磁场被打破,产生感应电动势,由互感原理得:
E1=2πfIM1
(6)
因激励线圈等大反向激励,所以:
E2=-2πfIM2
(7)
感应电动势E=E1+E2,可以得到:
E=2πfI(M1-M2)
(8)
由互感系数的定义得:
(9)
结合式(5)、式(8)和式(9)得:
(10)
由式(10)可以看出,感应电动势与磨粒半径、传感器内径、线圈匝数、激励频率等因素有关。为了研究传感器结构参数对其灵敏度的影响规律,本文采用电磁仿真软件建立传感器的电磁场有限元模型,通过数值求解,来分析以上因素对传感器检测性能的影响规律。
3 三线圈传感器的有限元仿真
基于三线圈式传感器结构的对称性,本文采用二维轴对称结构来进行几何建模,其模型参数为:管道直径5mm,平行式三线圈结构传感器激励线圈匝数500匝,感应线圈匝数1500匝,激励源为12V、50kHz的正弦交流电压源,磨粒沿中心轴线运动距离为50mm,速度5m/s,选择Ballon边界,时间步长设为10-5s。具体步骤如下:
1)确定建模方式,本文传感器结构采用二维轴对称结构进行建模;
2)确定分析方法,基于传感器的检测原理本文选择使用瞬态磁场;
3)设置金属磨粒的材料属性为铁,线圈材料属性为铜,其他为空气;
4)设置求解域边界为Ballon;
5)设置激励线圈激励源为正弦交流电压源;
6)设置运动区域Band、运动方式、运动初始位置和运动速度;
7)采用自适应网格划分,在保证计算精度的前提下减少计算量;
8)设置分析步骤,包括终止时间和步长,开始进行分析计算;
9)后处理结果分析与整合。
图7为半径为250μm的铁磨粒通过传感器时10ms时刻的瞬态磁场强度云图。从图中可以看出,传感器的中心区域形成接近为0的磁场,从工作原理上验证了本文所建二维模型方法的正确性。

图7 磁感应强度分布
由于传感器的内部磁场并非完全均匀,因此对磨粒的磁化效应在不同位置也不尽相同。为了研究磨粒在不同径向位置时传感器的检测灵敏度,本文进行三维静态磁场仿真,其磁感应强度云图如图8所示。从图中可以得出,三线圈结构传感器线圈内壁处的磁感应强度较强,中间位置磁感应强度较低。通过对仿真数据进行处理分析,得到磨粒径向位置与磁感应强度关系曲线,如图9所示。该曲线同样表明:当磨粒的径向位置靠近内管壁时,磁感应强度越大,传感器的监测灵敏度越高,该结论为传感器的设计优化提供了依据。

图8 XZ截面的磁感应强度分布图

图9 不同位置的磁感应强度
4 仿真结果分析
4.1 输出信号的提取
由于三线圈滑油磨粒监测传感器为互感型传感器,感应线圈输出信号既反映了磨粒进入平衡磁场后引起的感应电动势变化,也包含了线圈1和线圈2的激励信号在感应线圈产生的感应电动势。感应线圈的输出信号如图10所示。

图10 传感器输出信号
由于输出信号为调制信号,感应输出信号与激励信号频率相同,因此需要将输出信号进行相干解调得到磨粒进入引起的感应信号。将激励信号U1=Umsin(2πft)看作是载波信号,输出信号U2=x(t)sin(2πft)为参考信号,相干解调需要用到乘法器,将载波信号与参考信号相乘:
(11)
输出后的信号再经过低通滤波器去除高频,得到磨粒通过传感器引起的感应输出信号:
(12)
解调后输出信号Uout如图11所示。

图11 解调后的信号
采用小波分解的方法对调制输出信号进行高频噪声滤除,选用db4小波基,小波分解层数为5层,通过滤波降噪后得到如图12所示的输出信号。可以看出,铁磁性磨粒经过传感器时,首先增大了激励线圈1处的磁场,使感应线圈的输出信号正向增大,当磨粒运动到感应线圈中心处时,输出信号为0,之后磨粒继续运动,由于激励线圈2与感应线圈绕向相反,因此感应线圈输出信号在此时开始负向增大,当磨粒即将离开传感器时,输出信号降为0。本文取输出信号的均方根值(RMS)作为反映磨粒大小的信号特征值。

图12 小波分析提取的信号
4.2 磨粒大小对输出信号影响分析
为了研究磨粒大小对输出信号的影响,本文采用了大小为300μm、250μm、200μm、150μm、100μm、80μm的铁磁性磨粒进行仿真分析计算,将感应线圈输出信号按上述信号提取方法经调制滤波后,得到不同尺寸磨粒的输出信号,如图13所示。由图13可知,磨粒越大,输出信号的幅值变化也越大。

图13 不同尺寸磨粒的输出信号
进一步分析磨粒大小对输出信号的影响。取范围为50μm~300μm的磨粒进行仿真分析,并计算其输出信号的均方根值(RMS),其磨粒大小与RMS值的关系如图14所示。

图14 磨粒大小对输出信号RMS值的影响
从图14可以得出,当其他参数不变的情况下,输出信号随磨粒尺寸的增大而增强,且磨粒尺寸越大输出信号的增幅越大,两者呈非线性关系。
4.3 管径大小对输出信号的影响分析
不同的应用场景,滑油管径大小存在较大的差别,而管径的大小是影响传感器监测范围的重要因素之一,也是这类全流量传感器在使用过程中需要研究的重点因素。为了研究管径大小对传感器监测性能的影响,本文分析了不同管径(5mm~11mm)传感器对同一大小磨粒的检测能力。以输出信号的均方根值(RMS)为典型特征,其管径大小对输出信号RMS值的影响如图15所示。
由图15可知,在其他参数不变时,随着管径的增大,输出信号的RMS值随之减小。说明该类型的传感器对于管道中心颗粒物的感应能力在下降,因此,在实际应用的过程中,应使传感器尽量安装在油路弯管处附近。该结论为传感器的安装布局提供了参考建议,同时,也为不同工程应用场景选择不同管径大小的传感器提供了参考依据。

图15 不同管径下的输出信号
5 实验验证
为了验证仿真模型的有效性、准确性和传感器的实际检测能力,本文搭建了滑油磨粒检测实验台,主要包括:①传感器,用于对滑油中磨粒的监测;②信号解调单元,对输出信号进行解调处理;③电源模块和接口转换等模块。
5.1 不同径向位置的磨粒检测
为了验证仿真模型的正确性,本文进行了不同径向位置的磨粒检测实验,实验通过将磨粒放置于不同径向位置,对各径向位置磨粒的轴向运动开展磨粒粒径的检测。检测过程对每个径向位置共进行5次测试,取其平均值作为磨粒的检测尺寸。由三线圈滑油磨粒监测传感器工作原理可知,感应线圈的输出信号是铁磁性磨粒被激励线圈磁化后磁场磁通量的变化产生的,将传感器在不同径向位置的实验测试结果与其不同径向位置磁感应强度的仿真结果做对比,如图16所示。
由图16可知,对于管径5mm的传感器来说,中间2.5mm处的磁感应强度最低,管壁处的磁感应强度最大,且成对称结构,此试验结果与仿真结果趋势一致,验证了本文模型搭建的正确性,也为滑油磨粒检测传感器在实际工程应用中的使用安装提供了参考。

图16 仿真与实验结果对比
5.2 不同尺寸磨粒的检测
为了验证传感器的实际检测能力,本文通过金相显微镜对不同磨粒进行尺寸的测量,并取其长短轴的平均值作为磨粒的尺寸。将50μm~550μm尺寸范围内的磨粒取24组在显微镜下进行尺寸测量,然后进行磨粒粒径大小测试实验,每个磨粒测试尺寸取5次检测结果的平均值与标定好的磨粒尺寸对比,对比数据如表1所示。

表1 标定尺寸与测试尺寸对比
将两组数据进行相关性分析,结果如图17所示,可以看出标定尺寸和传感器测试尺寸相关性较强,由此验证了三线圈滑油磨粒监测传感器具有较好的磨粒大小检测能力。

图17 标定尺寸与测试结果对比
6 讨 论
根据三线圈结构电感式传感器的工作原理建立了传感器数学模型和磨粒运动仿真模型,搭建了滑油磨粒检测实验台,对模型的有效性、准确性和传感器的实际检测能力进行了实验验证,结论如下:
(1)仿真结果表明,磨粒越大,输出信号的幅值越大;随着磨粒尺寸的增大,输出信号的幅值也随之增大,且磨粒尺寸越大其输出信号的增幅越大,两者呈非线性关系;但随着管径的增大,输出信号的幅值呈减小趋势。
(2)通过不同径向位置滑油磨粒的轴向运动检测实验验证了仿真模型的正确性,可以为滑油磨粒检测传感器的使用以及结构参数的选择提供参考依据。
(3)通过对不同尺寸磨粒进行检测实验,得出三线圈滑油磨粒监测传感器具有较好的磨粒大小检测能力。
猜你喜欢
华北地震科学(2022年3期)2022-07-22
中国机械工程(2022年2期)2022-01-27
银潮(2021年12期)2022-01-18
科学导报·科学工程与电力(2019年41期)2019-10-21
表面工程与再制造(2019年3期)2019-09-18
制造技术与机床(2017年4期)2017-06-22
民用飞机设计与研究(2016年2期)2016-12-23
中国铁道科学(2015年1期)2015-06-26
浙江电力(2014年6期)2014-01-27
中国信息化·学术版(2013年4期)2014-01-03
