
冷轧机带材厚度峰刺的影响因素及解决方向
2023-01-13 07:26:10刘永杰韩庆华王庆收
铝加工 2022年6期
刘永杰,韩庆华,王庆收,陈 超
(奥科宁克(昆山)铝业有限公司,昆山 215300)
0 前言
1 厚度峰刺的影响因素及解决方法
某公司的冷轧机是由涿神公司制造的四辊不可逆式1 550 mm铝板带冷轧机,轧机最高速度900 m/min,兼有冷轧机及铝箔粗轧机的性能;轧制范围为来料厚度6~8 mm,成品3.0~0.05 mm的钎焊板带材。此轧机安装于2003年,轧机出口配置Thermo Fisher北美RM215测厚仪一套,用于出口带材厚度测量。测厚仪测厚范围8.0~0.005 mm,X射源电压50 kV,平均响应时间2 ms,采样时间1 ms,测量精度在±0.1%,或者±0.25μm,厚度漂移量在8 h未标定情况下,测量厚度的±0.1%,重复噪音控制在测量厚度的0.1%。
随着轿车行业的高速发展,测厚仪的测量精度和准确性直接影响到产品质量。由于该冷轧机已经使用十年有余,近几年带材的厚度峰刺隐患问题日益严重,有时一周会出现几次。由于厚度峰刺问题出现的时间短、间隔时间长、隐蔽性较强、不易被发现,故易造成带材表面厚度超出范围。厚差指标不达标的需要切除,有时会严重影响成品率。例如如果一卷出现多次厚度峰刺会造成整卷报废,复合钎焊板产品的成品率一般在55%左右。所以解决生产中的带材厚度峰刺问题是提升成品率的有效手段。
由于每次生产时出现厚度峰刺的影响因素不同,且产生峰刺的原因与速度、张力、温度、油污等也有密切关系;针对不同的现象逐步跟踪,找到解决方向。
1.1 来料对厚度峰刺的影响
来料对带材厚度峰刺的影响一般见于开卷机带材来料包头不好的厚料或者热轧切边不良。图1为来料包头不好出现的厚度峰刺。
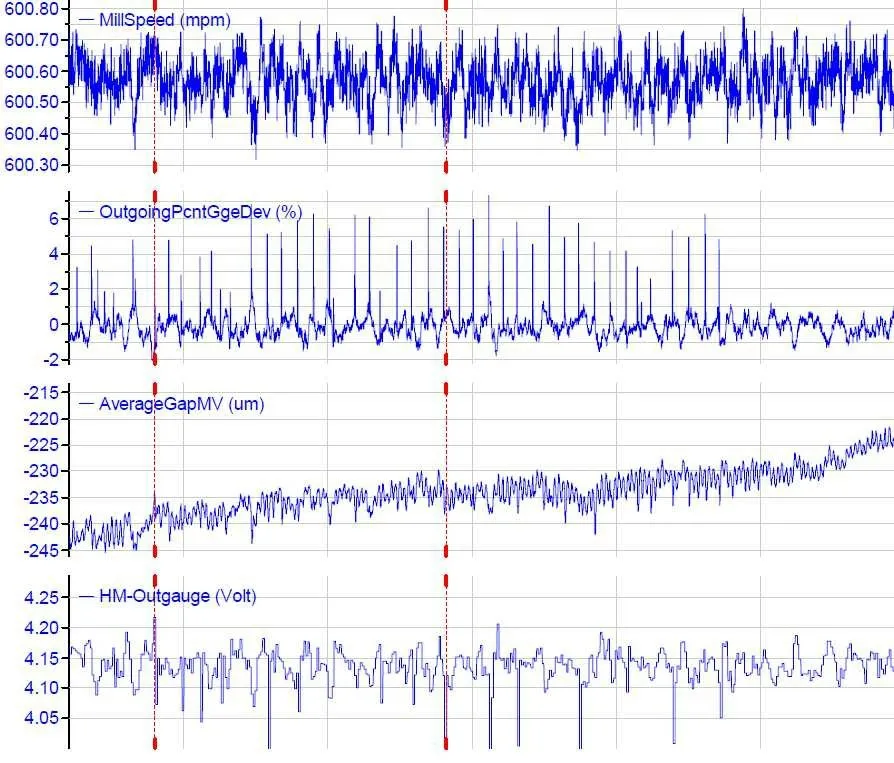
图1 来料包头不好出现厚度峰刺
如图1所示,前半卷厚度峰刺有规律呈现,间隔时间基本均等,峰刺方向朝上,随着开卷卷径变小,厚度峰刺随之减小。热轧机卷取包头不好导致料卷直径上不圆,在冷轧机开卷时,铝卷的断面不圆在每一卷有跳动,导致入口激光卷进测量装置测出的卷径阶台式跳跃,从而影响到张力不稳,出口测厚仪出现4%~6%左右的有规律厚度峰刺。
另外当热轧来料圆盘剪切边不良时,由于圆盘剪做圆周运动,导致带材边部应力集中,在冷轧机开卷时,特别在4 mm以上的厚料,时常出现带材板形呈规律性片状波浪,像跷跷板形态使开卷侧张力不稳,带材上下摆动导致出口厚度3%左右的厚度峰刺出现。
针对以上情况,来料包头不好的需要确认是否按标准缠绕包头位置与圈数。在生产时对来料厚度或板形缺陷在断面位置做好划线标记,到位置时适当降低速度避免断带。来料切边不良的带材,热轧圆盘剪刀缝间隙预设过大,需检查圆盘剪的重合度、传动丝杠是否卡阻,位置传感器反馈精度应小于0.1 mm。
1.2 温度对厚度峰刺的影响
测厚仪是一种高精度X射线测量装置,电压从高压包升压后经阴极和阳极激发出X射线,会有热量散发出来,测厚仪射源和探头对温度较为敏感。夏天轧机的出口温度环境在60~80℃,测厚仪X射线工作温度在30℃以下,测厚仪X射线管极限温度是70℃,需要检查测厚仪的冷却水系统的工作温度是否在正常范围。一般温度范围为23~28℃,温度带宽范围过大,在高电压测量时,射线源探头产生较多热量,致使温度的变化波动范围比较大,可适当调整温度补偿系数,避免随着温度升高出现测厚仪厚度漂移。
在测厚仪冷却系统正常的情况下,如厚度测量出现漂移时,做离线标样30 min的测试过程中,厚度曲线随时间延长逐渐发生线性漂移(如图2所示)。特别是多个合金样片都测量不准确的时候,可适当调整对应4个厚度段的电压增益,为保障每个电压段的能量,可删除内部合金曲线,重新做测厚仪的内部合金曲线,以提高测量精度。X射线测厚仪信号漂移在4 h内控制在测量厚度的0.05%,8 h未标定情况下在测量厚度的0.1%之内。

图2 测试0.3 mm外部样片的厚度漂移曲线
冬天温度较低,轧机内的轧制油温度在80℃左右,油烟会比较大,排烟系统不好时会出现大量油烟囤积在轧机出入口周围。测厚仪在测量时需要定时做曲线样片测试和射线窗口的清洁,适当调整射线窗口脏补偿系数或者做X射线的标准化矫正,避免测厚仪因油气过大而影响到带材的测量精度。
1.3 速度打滑对厚度峰刺的影响
在轧机生产中,可能遇到开卷机速度突然打滑(如图3所示)。由于速度突变导致张力波动,带材进入辊缝的速度突变引起超薄4.6%厚度峰刺的出现。在AGC系统闭环控制下,轧制力和辊缝位置瞬间出现变化,极容易发生断带。针对此种情况,要检查开卷机和卷取机预设的张力匹配度,一般情况下卷取机单位张力大于开卷机单位张力3~8 N/mm2;检查工作辊的粗糙度是否过小、套筒的圆度变形情况和胀轴压力是否过低(p<4 MPa),这些都会影响带材在生产中打滑。

图3 开卷机打滑出现4.6%的厚度峰刺
1.4 系统未滤波对厚度峰刺信号的影响
如图4所示,厚度峰刺出现10 ms,实际的轧制力和速度没有变化,不会影响带材轧制,对AGC控制也无影响。PLC的一般扫描周期在15 ms左右,软件记录下来曲线扫描周期10 ms,测厚仪采样到厚度信号,送到AGC系统,AGC做出响应到带材需要一定时间,所以在10 ms以内的厚度峰刺基本是来自测厚仪的采样的假信号,对应措施系统对应做滤波程序,将厚度信号毛刺过滤即可。
在实际生产中,如果出现10 ms以内的厚度峰刺,需要取样测试和校验。因为一般情况下出现厚度峰刺向下方向的这种趋势(向下代表带材厚度超薄)几乎不可能,如果轧制中出现超薄7%以上基本就发生断带了,这种极短的时间采样到厚度峰刺大部分都是系统产生的假信号。
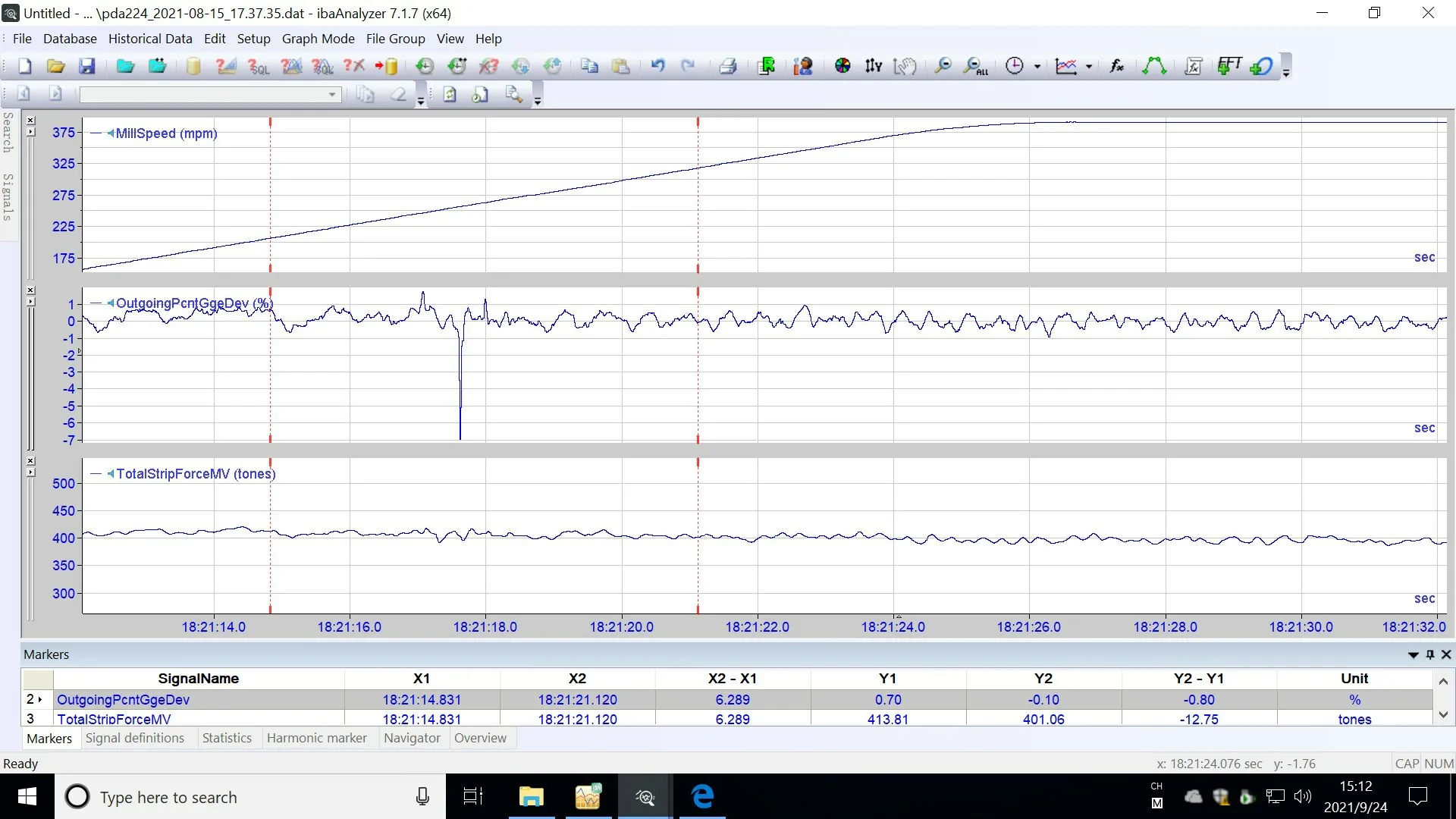
图4厚度峰刺出现时间10 ms
1.5 齿轮箱啮合不良对厚度峰刺的影响
图5 示出了齿轮箱啮合不良产生的厚度峰刺现象。经过长期跟踪发现,生产中出现厚度峰刺的原因来自两个方面。一方面,由于开卷机齿轮箱换挡轴承脱轨位移出来三分之一,换挡后齿轮面没有和二级齿面完全啮合或者啮合面积只有一半,此时换挡不到位,齿面受力不均匀导致开卷速度有规律变动。此时,如果不及时维护,厚度峰刺会逐步放大。

图5 齿轮箱啮合不良产生的厚度峰刺
另一方面是与工艺所规定的张力参数不匹配。出口单位张力等于或小于入口单位张力时,最容易出现开卷转矩与速度波动,同时伴随出口错层出现,最终反馈到带材上的结果是呈现正弦波浪的厚度峰刺。
1.6 异物飞入和震动对厚度峰刺的影响
在生产中如果铝屑飞入测量区,会产生一个2.6%厚度峰刺(如图6所示),将测厚仪C形架退到离线位,测量标样发现没有厚度峰刺出现,可以判断是外部异物飞入干扰造成的厚度峰刺。

图6 异物飞入产生的厚度峰刺
出现这种情况时应检查测厚仪的吹扫气压和气嘴位置是否正确,避免轧制时轧制油进入到X射线窗口区,或者铝屑飞溅到X射线窗口测量区薄膜上;检查上下薄膜下方X射线孔内是否有铝屑或者异物进入,需要制作防溅档板以免油污进入测量区。另外需要测量C型架的轮子和轨道平面的平稳性,检查轨道上是否有磨损坑;观察周围出口导板或者管路的震动是否对C型架的稳定性造成干扰。
1.7 射线测量电压波动对厚度峰刺的影响
当测厚仪X射线探头输出反馈电压范围为0~10 V,电压峰刺最终转换成厚度信号输出(如图7所示),这是因探头前置放大板电压零点漂移造成的。这时需要检测探头内部密封情况,是否有轧制油浸入。解决方法是,重新校正前置放大板零点;另外需要检查前置放大板上的管状电阻是否击穿,在作业时需要配置接地手环实现人体可靠接地,避免人体电压损坏电路板电子元器件。如果射源电压过低,可顺时针微调驱动箱内驱动板上的电压增益旋钮,修正射源电压值到达标准值。

图7测厚仪探头产生的厚度峰刺
1.8 屏蔽线接地不良对厚度峰刺的影响
图8 示出了控制系统电源信号受到干扰产生的厚度峰刺。在轧制中厚度峰刺连续频出,呈不规律状态出现,这样会造成整卷料报废。测厚仪中间接线箱一般安装在冷轧机直流调速电机附近,主要原因是轧机主机2 500 kW直流电机电缆和测厚仪C型架的电缆在桥架进入电控室过程中,有一段放在了同一层电缆桥架内,通过示波器看到系统杂波等因素干扰,产生无规律的厚度峰刺出现。将测厚仪电缆进行分槽隔离,并将测厚仪系统配置了隔离变压器电源后,故障消失。
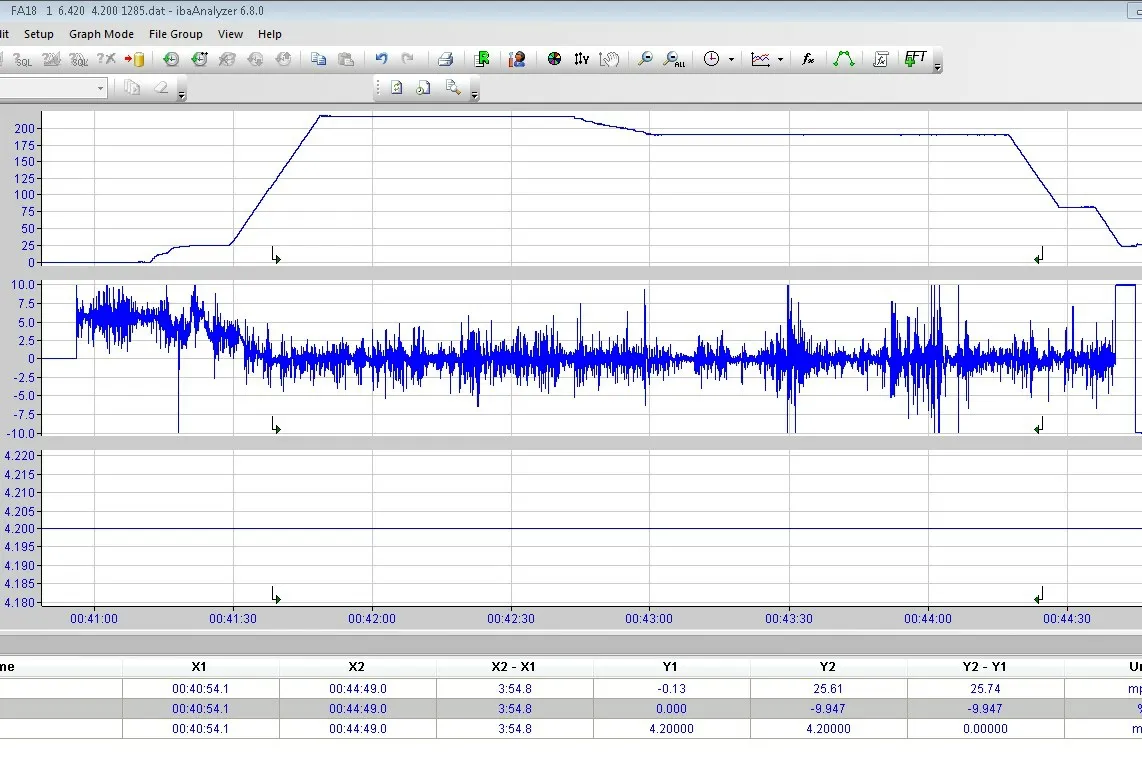
图8电源信号受到干扰出现的厚度峰刺
1.9 接地系统不良出现的厚度峰刺
图9 示出了接地系统不良产生的厚度峰刺。这种无规律连续的厚度峰刺与轧制速度、张力、轧制力工艺参数等都有关联性,需要大量的数据分析,利用排除法从容易排除的因素下手。首先排除来料缺陷和外部环境影响,通过测厚仪内部标定Standard进行自检,检查X射线上下窗口薄膜是否有微小的孔洞或者划伤;检查X射线快门和内部标样的动作情况,内部样片在推出和返回时是否走到位了。其次检查探头和射源的反馈电压,通过示波器测厚仪的探头和射源的模拟量接地线不良,检查测厚仪坦克链电缆到中间接线箱内屏蔽线端子是否氧化。
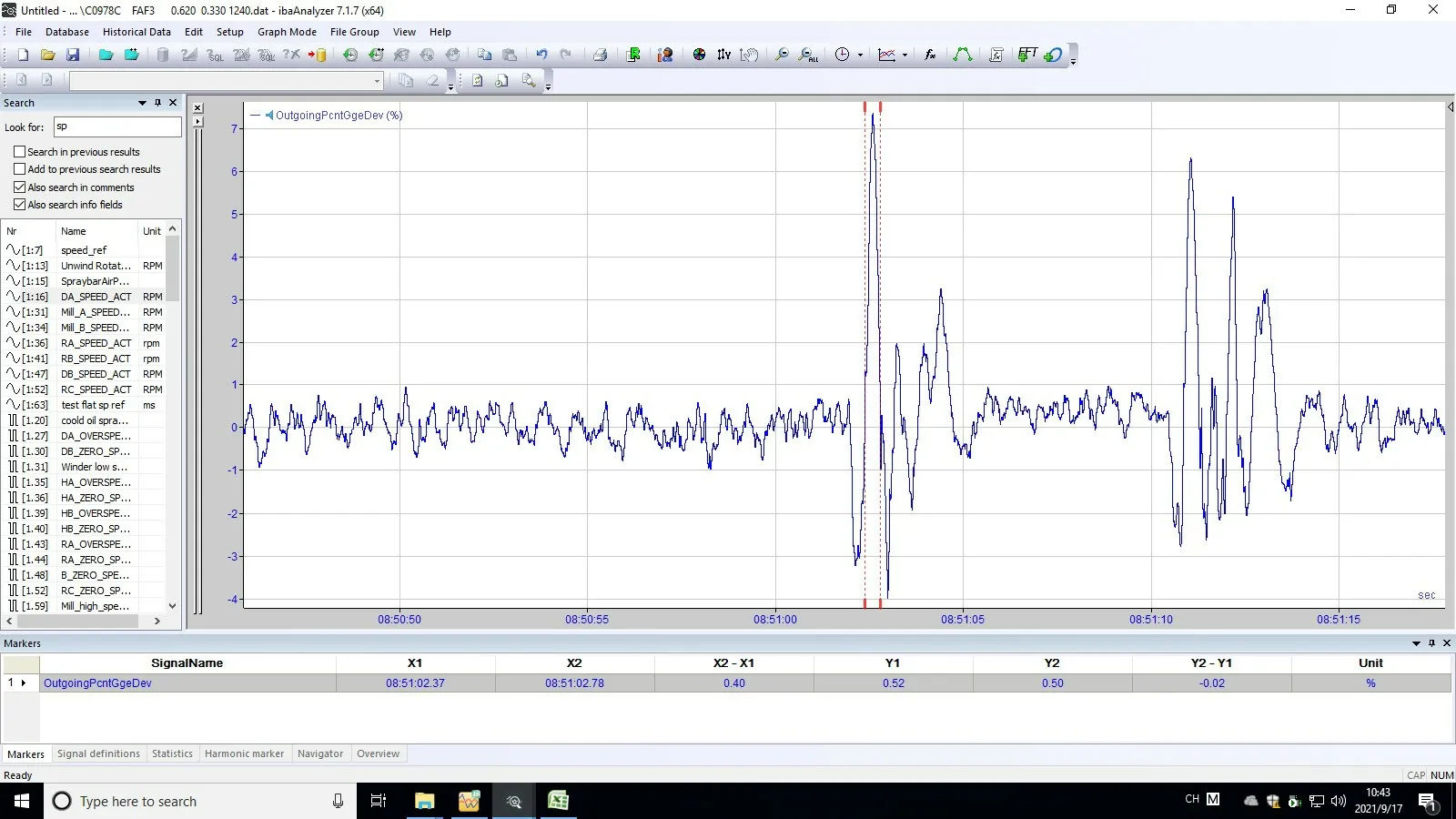
图9 接地系统不良出现的厚度峰刺
因此要定期检测测厚仪系统的屏蔽线接地,安装隔离变压器电源,避免受到电源杂波干扰;利用数据采集软件对厚度状态进行监控和数据分析,以便及时发现带材厚度控制的各种隐形风险。
2 结论
冷轧机在生产时,厚度控制AGC(Automatic thickness control)是铝板带生产的核心技术,其中带材出现的厚度峰刺是行业长期普遍存在而不易解决的问题,本文列举了9类最长见的厚度峰刺的形态,并给出了大致解决方向及方法。
(1)带材出现的厚度峰刺,因无任何前兆较隐蔽会直接影响到成品率。因此,通过现场收集的数据,对来料包头、温度、速度打滑、异物飞入、齿轮箱齿面啮合不良、震动、测量信号波动、X射线前置放大板的零飘、接地信号不良等情况进行及时分析和排查,可有效减少厚度峰刺的出现。
(2)对于在实际生产中产生的厚度峰刺,因出现时间短,需借助于毫秒级数据采集软件,并建立厚度控制分析模型,结合厚度峰刺的形态,便于快捷有效找出原因。
猜你喜欢
机电工程技术(2022年12期)2023-01-10 03:25:36
设备管理与维修(2022年21期)2022-12-28 07:34:40
机械制造(2022年3期)2022-04-07 08:02:02
一重技术(2021年5期)2022-01-18 05:41:54
冶金设备(2021年1期)2021-06-09 09:35:16
电子测试(2018年18期)2018-11-14 02:31:08
商品与质量(2018年50期)2018-04-15 08:32:24
中国科技博览(2017年2期)2017-03-30 18:11:28
凿岩机械气动工具(2016年2期)2016-11-11 07:34:03
化工管理(2015年9期)2015-03-23 11:39:44
