黑水虻养殖场工艺设计
2023-01-03 06:08姜琼高睿
农业与技术 2022年24期
姜琼 高睿
(宜春学院化学与生物工程学院,江西 宜春 336000)
黑水虻(Hermetia illucens L.),腐生性的水虻科昆虫,原产于美洲,中文学名光亮扁角水虻[1],可将厨余垃圾和畜禽粪便作为食物,转化为可利用的昆虫蛋白。其生命周期短,生物转化率高,养殖成本低、繁殖速度快、可作为多种畜禽及水产饲料等特点,已被广泛用于有机废弃物转化,成为重要的资源昆虫[2]。
由于畜牧业的飞速发展,养殖场环境恶化,对群众的健康造成很大威胁[3]。国家环保总局先后出台了《畜禽养殖业污染物排放标准》和《畜禽养殖污染防治管理办法》,正式将养殖行业污染控制引入法制范围。
化肥易造成土壤板结,有机质减少,农产品质量下降[4]。而黑水虻虫粪,有利于改善土壤结构,增加土壤养分,平衡土壤生态系统。因此通过新兴的资源昆虫转换畜禽粪便为高效优质的生物有机肥,可作为防治粪便污染和修复退化土地的一个关键环节。
1 生产工艺设计
1.1 技术条件
1.1.1 虫卵的预处理
虫卵:直径1mm左右,长条状,通常1个卵团500个左右。淡黄色或奶白色,随着成长颜色逐渐加深,黑水虻虫卵最适宜的孵化温度为32℃。根据工厂数据,虫卵孵化池温度一般控制在32℃左右,不可以有过大的偏差。
1.1.2 幼虫的形态特征及培养条件
幼虫:黑水虻幼虫的身体很大,头很小,呈黄色,皮肤坚硬,坚韧。在6个龄期后,幼虫(预蛹)的体色为褐色。平均长度为18mm,宽度为6mm,个别个体可以达到27mm。在26~35℃时,幼虫、蛹、成虫的生长条件是适宜的。
1.1.3 蛹的形态特征及培养条件
蛹:是由最后一代幼虫脱壳而成的包茧状,切开后可以看到蛹体。通过改变原料基质和物料的水分,可以调节黑水虻蛹的成熟率。
1.1.4 成虫的形态特征及培养条件
成虫:体长约15~20mm,全身颜色乌黑,体型比苍蝇细长。口器完全退化,几乎不进食。黑水虻在交配之前存在着一种由外界因素诱发的求偶行为,而这种求偶的主要因素是强日照,同时需要一定的空间。
1.1.5 残渣的分离
黑水虻和饲料残留的分离有2个途径:自然迁移,在容器中设置几个出口,每个出口有15°左右的坡度,这样黑水虻就可以在晚上从斜坡上移走,可分离出非常洁净的预蛹;在筛分阶段,黑水虻的食物残留物已比较干燥,可以选取合适的筛网,也能获得含少量杂质的黑水虻预蛹。
1.1.6 注意事项
黑水虻幼体对温湿度极为敏感,低温会使其取食能力降低,从而影响其生长。如果温度太高,幼虫就会停止觅食,逃跑。水分对幼虫的伤害最大,可引起疾病甚至死亡。如果太干,会降低幼虫的取食效果。
1.2 工艺流程设计
黑水虻养殖工艺流程可分为3部分:原料预处理、幼虫养殖与分离、成虫繁殖与卵的孵化。图1以餐厨垃圾养殖黑水虻为例绘制了整个工艺流程。
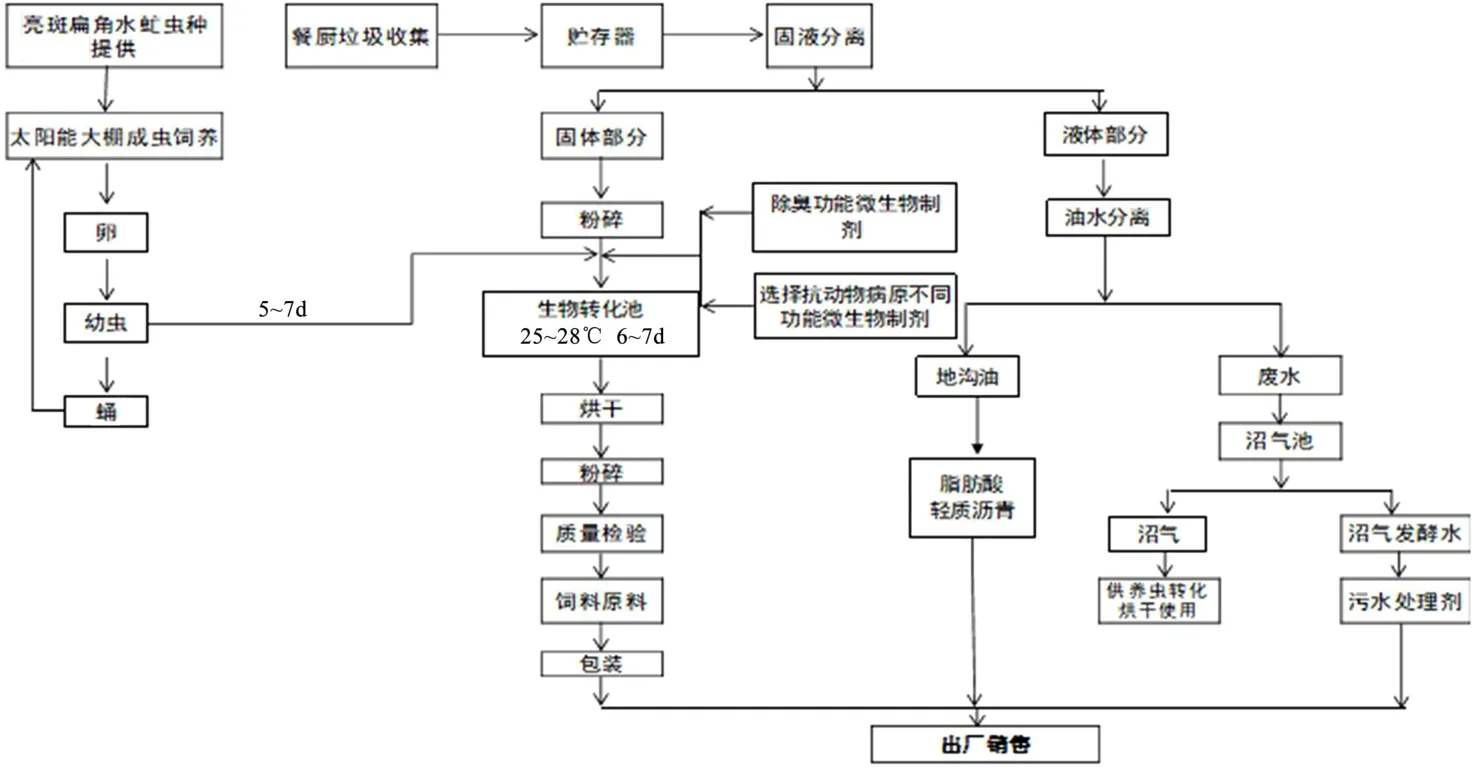
图1 黑水虻处理餐厨垃圾和有机废弃物工艺流程图
2 黑水虻养殖场设计
2.1 厂址选择
厂址的工程地质、水文地质状况必须符合污水处理厂的建设和运营需要。交通、供电、供水、排水设施齐全。避免环境敏感区、洪泛区和重要文化遗址保护区。
2.2 工厂建设条件
厂房应选在人流,物流少,位置远离道路污染源的下风口。厂房和辅助厂房在同一栋可以节约能源,方便管理。消防设施,办公楼,配电等与厂房无污染关联的生产主体尽量设置短连接途径。运输方式根据实际情况可选择公路、铁路。
2.3 厂区总平面设计原则
各个工序之间的连接要流畅、水平、纵向布局要合理、结构间距要符合安全要求。
人流和物流入口分开,互不干扰,保证车辆顺畅进出。必须满足当地土地、规划、交通、消防等相关法规的要求。
2.4 建筑物组成及总平面布置
厂区总平面设计包括行政区、生产区、生活区、绿化用地和道路。生产区又分为卸料分拣区、油水分离区、混合饲料区、养殖区、成虫存放区和虫粪处理区。具体布置见图2~4。
2.5 生产工艺设计
主要步骤包括原料预处理(原料去杂,固液分离,油水分离),混合饲料,养殖黑水虻,虫沙分离等。
2.6 车间平面设计
尽可能采取大开间的平面设计,合理布置各个生产区域及辅助区域,以节约成本、能耗和管线。厂房中的机器及设备布置要按照产品的工艺流程依次顺着工序布置,尽量避免逆行布置。
要求物料的运输途径短,防止风吹雨淋。留出足够的人员位置和管道位置,确保能够有空间安装设备和管线,注意面积和层高,考虑到大型设备的进出,维修,安装等。
2.7 平面图设计
依据有关技术要求和相关法律法规,绘制相应的平面设计图,主要完成全厂总平面设计图,车间厂房平面设计图和养殖区养殖池的规格图。总厂平面布置图见图2,车间平面布置图见图3,养殖池设计图见图4。
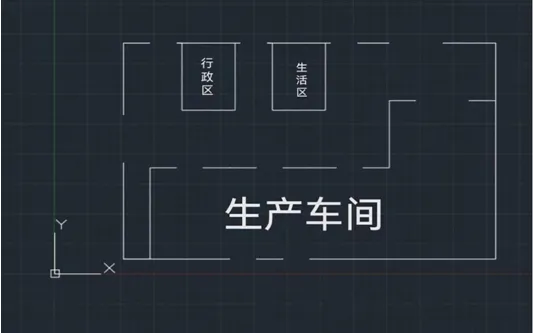
图2 总厂平面图
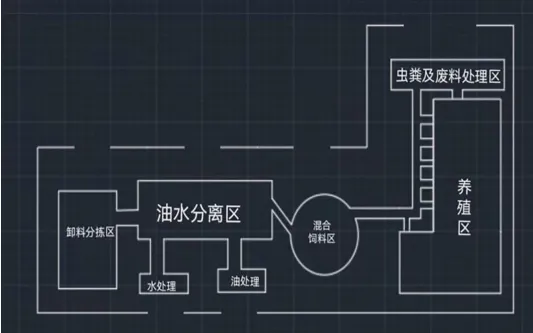
图3 车间平面图

图4 养殖池平面图
3 年产2000t黑水虻物料衡算
3.1 物料衡算依据
黑水虻生命周期,包含了4个阶段,即卵,幼虫,蛹,成虫,其中有机废物的处理,以幼虫为主,大约6~7d[5]。不同饲料养殖黑水虻转化率不同。以固体厨余垃圾与动物粪便为例,当二者的比例为3∶2时,黑水虻净增重最大,饲料转化率最高,为38.5%。此刻的料虫比最小,为5.99[6]。养殖区可分为6个不同进度的养殖床,每个床每天消耗5.48t饲料(按厨余垃圾与牛粪3∶2计算)。厨余垃圾等有机废弃物每天都会产生,必须及时处理,因此设计全年365d生产。
3.2 物料衡算
料虫干物质转化率=[单位面积虫子增重×(100%-虫子水分)]/[单位面积混合饲料用量×(100%-混合饲料浆料水分)]×100%
料虫比=混合饲料量/虫子增重
虫卵比=单位面积虫子产量/单位面积下幼虫用卵量
厨余垃圾浆料水分含量约为80%,与牛粪3∶2混合并添加统糠或麦麸后制成混合饲料。
混合饲料总量=日用量×365d=5.48×6×365=12000t
固体厨余垃圾总量=12000×3/(2+3)=7200t
固体厨余垃圾日耗量=7200/365=19.7t
含水厨余垃圾总量=7200/65%=11077t
含水厨余垃圾日处理量=11077/365=30.3t
牛粪总量=12000×2/(2+3)=4800t
牛粪日耗量=4800/365=13.2t
黑水虻虫卵到可收获幼虫的质量增幅大致为4000倍,虫卵质量=2000/4000=0.5t
虫卵日孵化量=0.5×1000/365=1.37kg
每个养殖池虫卵日孵化量=1.37/6=0.23kg
3.3 重点设备的选型和参数
3.3.1 分拣设备
由分拣装置所产生的材料经过分拣机进行加工,由分拣机进行分拣,将大块金属、瓷片、玻璃瓶、塑料袋等进行分拣,从而有效地保障了后续的输送设备的正常运转。将经分选的材料按不同的方法进行固、液分离,可以增加物料的脱水率。
3.3.2 固液分离设备
压榨、脱水装置的主要作用是对物料进行挤压、脱水,以保证物料在65%以下的水分含量。经脱水的固体材料送入粉碎拌料系统,排出的液段经管线收集到渗滤液贮存槽中,经输送泵送入油水分离装置进行油水分离。
3.3.3 油水分离系统
在卸料槽、螺旋输送机和固液分离装置上都设有渗滤液收集槽和输送管,渗沥液经过收集后送入渗滤液收集槽,通过水平离心泵将渗沥液送入湿解槽,再通过蒸汽加热,由油水分离装置进行油水分离。
3.3.4 进料设备
斗式取料器工作参数对弹斗轮的日平均最大供料量大小和转速变化率都有很显著程度的直接影响,从大至小依次分别为弹斗轮速度、储贮料斗数量、斗轮最大供料转速,最优的工作参数:65mm·s-1、8.25mm·min-1、料斗3个料斗,这时斗轮的进料效率是最好的[7]。
3.4 黑水虻的排泄物及处理
虫粪含水量一般极之低,无任何臭味。养分相当全面,符合中国农业部关于生物有机肥使用规定的其他有关标准。
3.5 能量衡算
进行能量衡算的目的是用确定设备的功率来计算生产工艺过程中大概消耗的电能,从而规划电能消耗的成本。各设备的功率及计算如下。
3.5.1 进料设备
斗式取料机功率15kW,上料75t·h-1,每日工作1h。日耗电量=1×15=15kW·h,年耗电量=15×365=5475kW·h。
3.5.2 分拣设备
分拣机1540型,功率18.5kW,分拣速率100t·h-1,每日分拣出湿厨余垃圾55.6t,每日工作4h。日耗电量=18.5×4=74kW·h,年耗电量=74×365=27010kW·h。
3.5.3 固液分离设备
压榨脱水机型号XHYZ-20t/h,功率18kW,每日压榨55.6t湿厨余垃圾,压榨脱水机工作3h。日耗电量=18×3=54kW·h,年耗电量=54×365=19710kW·h。
3.5.4 油水分离设备
卧式离心泵功率10kW,每日工作2h。细压榨机功率8kW,每日工作2h。转子泵功率7.5kW,每日工作2h。三相分离机功率10kW,每日工作2h。油水分离设备日耗电量=(10+8+5+10)×2=66kW·h,年耗电量=66×365=24090kW·h。
3.5.5 车间控温设备
分层空调功率20kW,365d中约有90d的温度需要调节。日耗电量=20×24=480kW·h,年耗电量=48×90=43200kW·h。3.5.6 虫粪清理设备
废料清理机功率5.5kW,每日工作2h。每日耗电量=5.5×2=11kW·h,年耗电量=11×365=4015kW·h。
综上,车间所有设备的日耗电量总和700kW·h,年耗电量总和123500kW·h。
猜你喜欢
动漫界·幼教365(大班)(2023年3期)2023-05-02
厦门科技(2021年4期)2021-11-05
日用电器(2021年7期)2021-08-17
煤气与热力(2021年6期)2021-07-28
中国化肥信息(2020年6期)2020-11-20
伴侣(2018年9期)2018-09-19
环境保护与循环经济(2017年11期)2017-03-16
辽金历史与考古(2016年0期)2016-02-02
辽金历史与考古(2016年0期)2016-02-02
哈尔滨学院学报(2015年8期)2015-12-14