
3D打印参数对PLA/CF电磁屏蔽复合材料性能影响
2022-12-29 01:44邹梨花朱捷讯姚明张明春陈欣雨徐珍珍
工程塑料应用 2022年12期
邹梨花,朱捷讯,姚明,张明春,陈欣雨,徐珍珍
(1.安徽工程大学,安徽芜湖 241060; 2.东华大学,上海 201620)
随着现代科技水平的不断发展,电子产品也逐步渗透进入人们的工作和生活中。电子设备提高了人们的生活质量,使人们生活更加便捷的同时,其产生的电磁辐射也威胁着人们的工作和生活[1]。电磁辐射不但影响电子设备的精确运行,而且会对人体健康产生危害[2]。
碳纤维(CF)的导电性优良、密度小、比强度和比模量高、质量轻[3]。聚乳酸(PLA)具有优良的生物可降解性及良好的拉伸强度和延展度,因而可以被广泛用于3D打印耗材[4]。杨康杰等[5]研究了PLA材料的耐热性和力学性能,发现纯PLA 具有韧性不够强、耐热性不好等缺点,可通过使用碳基材料与其共混改性,改进其缺点,并获得具有较好电磁屏蔽性能的复合材料[6]。然而,CF 基复合材料的研究主要集中在力学性能方面,对电磁屏蔽性能的研究也主要是关注组分改变产生的影响[7],在轻质、高效的CF基电磁屏蔽复合材料方面的研究很少。
很多研究者通过设计不同的结构,来实现高效的电磁屏蔽性能[8]。然而,这些结构不是通过宏观上的堆叠,就是通过微观上的发泡技术实现,可重复性及对微结构的精确调控面临巨大挑战。3D 打印技术是一种重要的增材制造技术,可以制造复杂结构的个性化定制产品[9]。3D打印技术对复合材料的微结构构建及对电磁波的损耗也有重要意义,可以有效精准地构建复合材料的微结构,并且重复性强[10]。赵新宇等[11]通过浸渍碳纳米管在多孔且具有较高内表面积孔壁的3D打印PLA基材上得到屏蔽性能高达40 dB的电磁屏蔽复合材料。Jiang等[12]利用3D 技术打印制备了蜂窝状的超材料结构,发现该材料在3.53~24 GHz 频段能够吸收90%的电磁波。这充分说明3D打印技术是制备高效电磁屏蔽材料的一种有效手段。
基于此,笔者首先探讨了3D 打印工艺参数对制备结构件外观品质的影响规律,并对其影响机制进行了分析和探讨,然后进一步研究了3D 打印结构件打印层数、填充率、厚度及薄片叠层数对其电磁屏蔽性能的影响,旨在获得最佳的外观品质,同时得到轻质高效的3D打印结构件,为3D打印工艺参数优化及电磁屏蔽材料的可控制备提供理论依据和实践基础。
1 实验部分
1.1 原材料
PLA粒料:6060D,上海郡冉塑胶有限公司;
CF 粉:300 目(48 μm),沧州中丽新材料科技公司;
去离子水:安徽工程大学。
1.2 主要仪器及设备
微型注塑机:SZS 20 型,武汉瑞鸣实验仪器有限公司;
电子分析天平:HH-1 型,上海精科电子有限公司;
桌面型挤出机:B 型,深圳市米思达科技有限公司;
3D 打印机:Semoon V1 型,深圳市创想三维科技股份有限公司;
矢量网络分析仪:P5004A型,北京是德科技(中国)有限公司;
万能试验机:CSS-88100 型,长春试验机研究所;
扫描电子显微镜(SEM):S4700 型,日本日立公司。
1.3 实验步骤
为避免PLA颗粒吸收水蒸气,将PLA颗粒在真空烘箱内烘12 h,取出时用密封袋密封。将PLA与CF 原料分别放入高速混合机进行共混,混合均匀后,经单螺杆挤出机挤出制作打印丝材。用Solid Works 三维绘图软件绘制三维结构模型,将其导出为.STL格式的三维模型文件,然后导入与打印机相连的计算机控制系统,调整参数完成切片处理,导出Gcode格式文件,用于3D打印。将制备好的丝材喂入3D 打印机,按照设计的打印工艺参数,完成打印。
1.4 实验方案
先将CF 粉与PLA 混合(其中CF 的质量占PLA/CF混合物质量的15%)制备PLA/CF复合长丝,长丝的直径为1.75 mm,然后将制备的长丝置于3D打印机进行打印成型。通过控制单一变量,分别研究了打印温度、底板温度、打印速度、打印层高对3D 打印结构件表面平滑性的影响;并研究打印层数、叠层数、打印填充率(体积填充率)、打印厚度对结构件电磁屏蔽性能的影响。
1.5 性能测试与表征
SEM 表征。PLA/CF 复合材料进行喷金处理,并用SEM仪观察并拍照。
拉伸样条的应力-应变曲线按照GB/T 1040-1992 测试,拉伸速度为5 mm/min,夹持距离为115 mm。
用矢量网络分析仪快速、高效、精确地完成负载在某一个频段内电磁特性的测量。
2 结果与讨论
2.1 SEM分析
图1为PLA与PLA/CF复合材料的SEM照片。由图1 可以观察到,纯PLA 的断面较为光滑,加入CF 的复合材料表面比较粗糙,CF 被PLA 包裹并有末端的伸出。随着CF 的加入,CF 可以改善PLA 基材韧性低、耐热性差等缺点,抵抗外界破坏的能力更强。

图1 PLA与PLA/CF复合材料的SEM照片
2.2 打印结构件力学性能分析
为了进一步了解3D 打印与注塑成型结构件的拉伸性能,利用相同的拉伸结构件模型进行样品的制备,分别得到打印和注塑拉伸结构件,对其进行拉伸测试。3D打印和注塑的试样的应力-应变曲线如图2 所示。发现3D 打印结构件拉伸强度略小于注塑结构件。出现这种现象的原因是:(1)CF 的浓度过高导致CF 团聚在一起,使得复合材料本身的连续性降低,从而复合材料的拉伸强度降低;(2)CF与PLA 之间的界面粘接力、层间剪切强度被破坏,故其拉伸强度降低。由于强度相差不大,团聚现象较小,两种工艺对断裂强度影响较小[13]。

图2 打印及注塑成型结构件应力-应变曲线
2.3 工艺参数对结构件平整性的影响
3D 打印的工艺参数直接影响结构件的外观和平整性,进而影响其它性能。因此,进一步利用控制单一变量法探讨底板温度、喷头打印温度、打印速度、打印层高对结构件的影响。
(1)底板温度对结构件平整性的影响。
控制打印温度为190℃、层高0.2 mm、打印速度40 mm/s 的条件下,研究了底板温度对PLA/CF 3D打印结构件性能的影响。考虑到室温接近30℃,将底板温度从30℃开始以10℃为梯度递增,打印了3组样品,样品的平整性如图3所示。
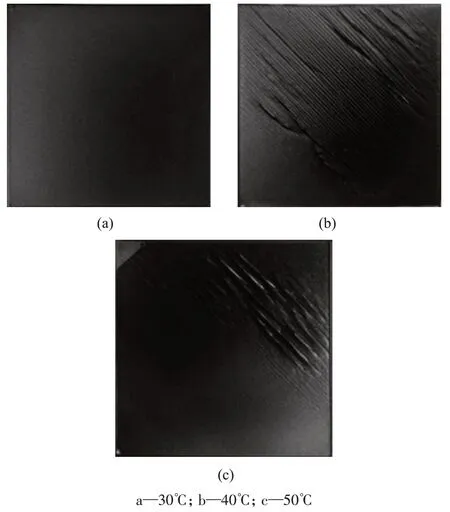
图3 底板温度对结构件平整性的影响
发现当底板温度为30℃时,打印结构件表面平整,无裂缝和翘边。底板温度为40℃时,表面出现裂缝,且随着打印底板温度的增加,裂缝更加明显,所占面积更大。原因是底板温度低时与室温相差小,结构件底部与底板接触面和结构件顶部与空气接触面温度相同,使得结构件底部和顶部温度差小,没有明显的热胀冷缩现象,有利于制备外观平整的结构件。
(2)打印温度对结构件平整性的影响。
3D 打印的温度主要是根据聚合物的熔点和添加物的成分含量来确定,采用的PLA 由于加入了CF,所以打印温度应比PLA 的熔点温度更高,打印时保持喷头温度在熔点之上有利于聚合物的挤出成型[14]。
根据文献报道,PLA的熔点在160~180℃,通常PLA 的打印温度在180℃左右。对于PLA/CF 复合材料,打印温度为190~210℃。根据上述讨论,选取最优的底板温度为30℃,并取层高为0.2 mm、打印速度为40 mm/s的条件下,研究了打印温度对PLA/CF 3D 打印结构件性能的影响,如图4 所示。发现当打印温度为190℃时,打印结构件表面平整光滑,无裂纹。打印温度增加,打印结构件略有瑕疵,但影响小于底板温度的变化。因此可知,打印温度对结构件的表面粗糙度的影响变化不大。
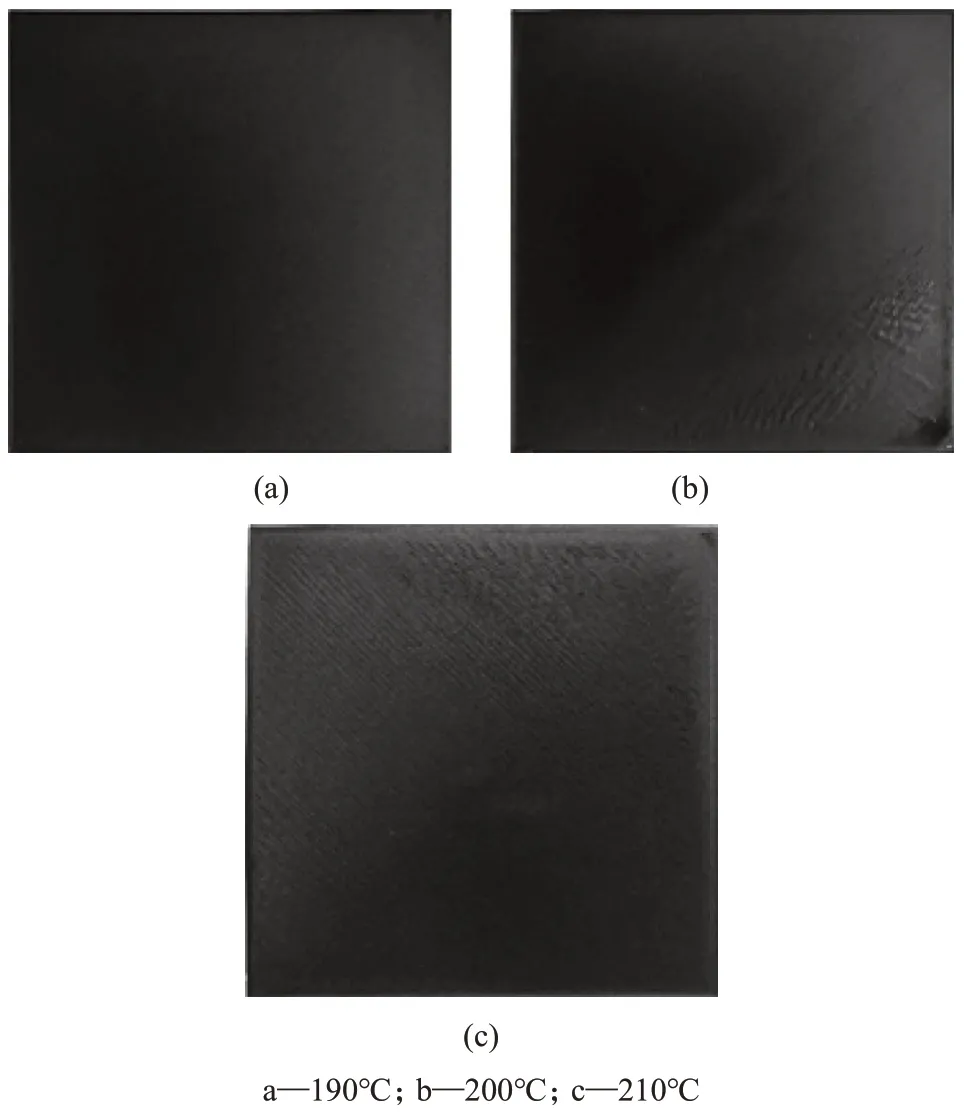
图4 不同打印温度打印的样品的外观
(3)打印速度对结构件平整性的影响。
在打印温度为190℃、底板温度为30℃、层高0.2 mm 的条件下,研究了打印速度对PLA/CF 复合材料3D打印结构件性能的影响,其对比图如图5所示。由图5 可知,打印速度的变化主要会引起结构件的翘边。当打印速度为40 mm/s 时,喷嘴运动稳定,出丝均匀一致,打印结构件无翘边现象,底面平整与底板相贴合。打印速度为60 mm/s 时,随着打印层数的增加,翘边现象愈加严重,当打印层数到达某一厚度时,结构件从底板上脱落,这与于小健等[15]的研究结果相吻合。

图5 不同打印速度制得样品的外观
(4)打印层高对结构件平整性的影响。
在打印温度为190℃、底板温度30℃、打印速度40 mm/s 的条件下,研究了打印层高对结构件平整性的影响,如图6所示。由图6可知,在打印层高为0.2 mm时,结构件表面只有少量的凹凸感。而当打印层高为0.1 mm 时,出丝受到喷头挤压变得扁平,对临近的材料产生压力,使打印纹路弯曲,打印结构件的粗糙感更加明显,表面纹路扭曲变形;且当打印层厚过低时,打印时间会增加使打印速度过慢。在打印层高为0.3 mm时,层高的增加使喷丝头喷出的长丝不能充分地粘连,故结构件大面积开裂。
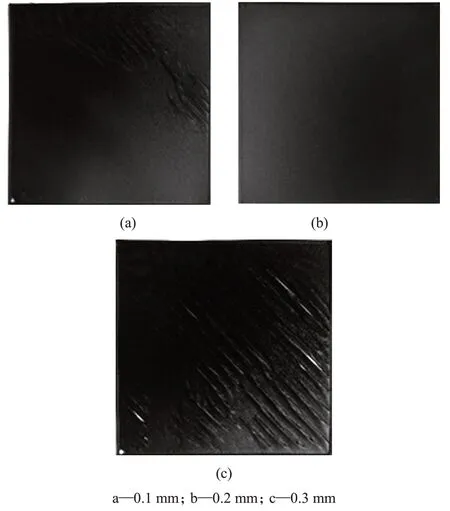
图6 不同打印层高制得的样品外观
2.4 打印参数对结构件电磁屏蔽性能的影响
(1)打印层数对结构件电磁屏蔽性能的影响。
研究打印层数对电磁屏蔽性能的影响,设置打印温度为190℃、底板温度为30℃、层高0.2 mm、打印速度为 40 mm/s 的条件下,打印 2 层、3 层、4 层的结构件进行比较,作电磁效能图如图7所示。

图7 普通多层结构件电磁屏蔽性能对比
由图7可知,打印层数为2层时,结构件厚度薄(约0.4 mm),电磁屏蔽性能较差,平均屏蔽效能为0.76 dB。打印层数为3 层时,平均屏蔽效能为2.14 dB。随着打印层数的增加到4 层时,结构件的厚度增加(约为0.8 mm),平均屏蔽性能增加为2.55 dB,屏蔽效能较2层时提高了235.52%。
(2)薄片叠层数对结构件电磁屏蔽性能的影响。
通过上述讨论,发现当结构件厚度较薄时,其屏蔽效能达不到商用的使用要求(20 dB)。笔者通过堆叠薄片的方法进一步增强其电磁屏蔽效能,并研究了薄片叠层数对电磁屏蔽性能的影响。设置打印温度为190℃、底板温度为30℃、层高0.2 mm、打印速度为40 mm/s 的条件下,打印单层薄片并叠层成为2层、3层、4层的叠层材料进行比较,做出电磁屏蔽效能图如图8所示。

图8 多层叠层结构件电磁屏蔽性能对比
由图8 可知,相同的层数叠层之后的材料的电磁屏蔽效能比连续的打印材料的好,且3 层叠层时电磁屏蔽效能达到最大,为38.84 dB,屏蔽效率达到99.99%。这可能是因为叠层的材料之间存在空隙,材料形成几个平面相互平行的效果。电磁波可以在两个平行的平面之间重复反射以产生多个相干反射波,当反射波同相时会产生相长干涉。这与Park 等[16]研究结果相一致,屏蔽水平的提高是由于同相反射电磁波引起的相长干涉的发生,当叠层继续增加时,绝缘层厚度与发生相长干涉的距离不匹配,并且由于平行面的平行共振吸收和相长干涉,材料的吸收峰尖锐,在特定频率下的电磁屏蔽效能好。与Hu等[17]的研究结果相同,电磁屏蔽效能不会随叠层数的增加而无限增加,进一步叠层将导致电磁屏蔽效能呈下降趋势。此时,厚度的增加不利于提高电磁屏蔽效能值和利用效率。
(3)打印填充率对结构件电磁屏蔽性能的影响。
对于一定厚度的3D 打印结构件,填充率提高,结构件内部空隙减小,这一结构的变化将对电磁波的传输路线产生影响,进而影响其电磁屏蔽性能。为了研究填充率对结构件电磁屏蔽性能的影响,将打印温度设置为190℃、底板温度为30℃、层高0.2 mm、打印速度为40 mm/s 的条件下,打印长100 mm、宽100 mm、高5 mm 的长方体结构件,设置材料的打印填充率分别为15%,25%和35%,打印样品如图9所示。由图9可知,随着填充率的增加,3D打印结构件的孔隙逐渐变小。
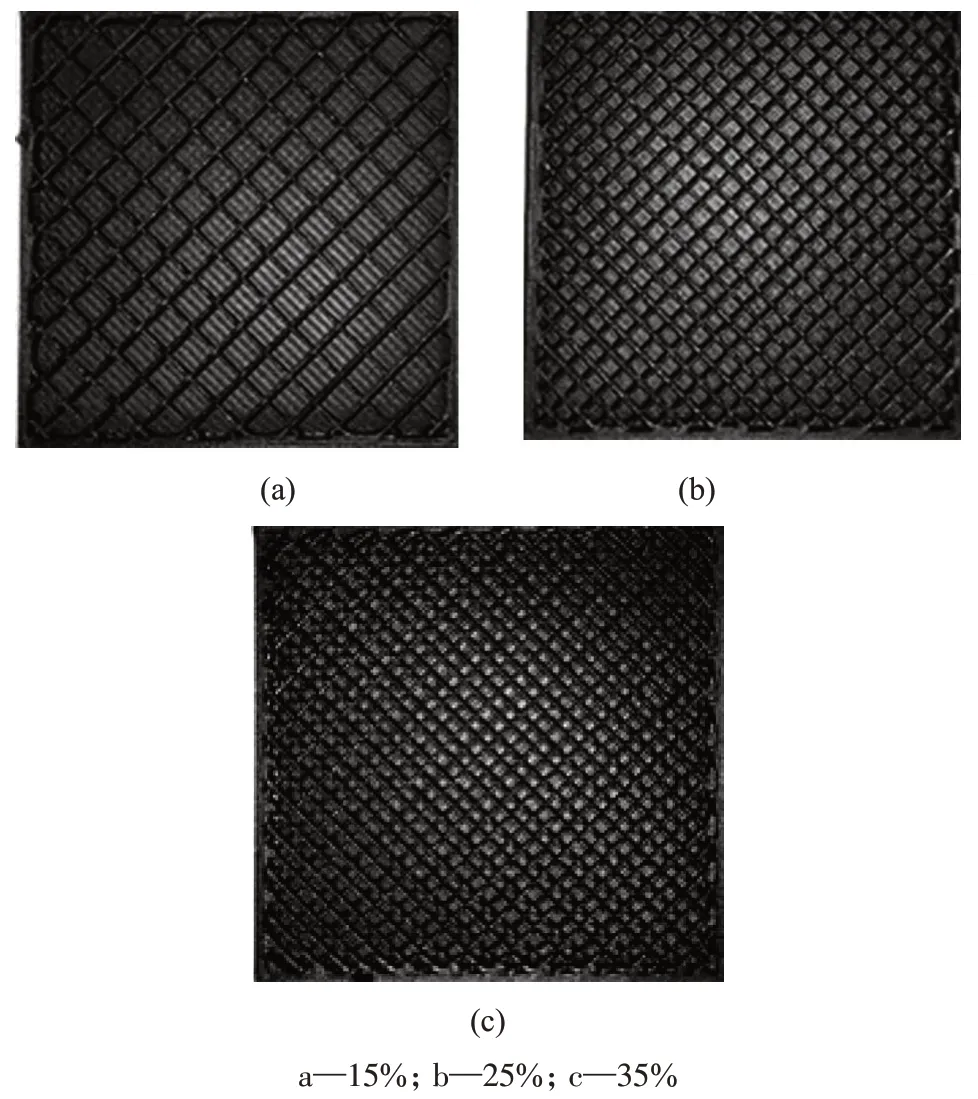
图9 不同填充率的样品剖面图
不同填充率下,结构件样品的电磁屏蔽效能曲线如图10 所示。由图10 可知,填充率为25%的样品电磁屏蔽效能总体比填充率为15%和35%的两个样品更高,其峰值达到10.13 dB。不同填充率时,样品均出现了一定的吸收峰,但吸收峰频率位置却不同,有左右偏移的迹象,可以看出打印填充率对结构件的频率选择产生了影响。在特定的应用条件下,只有在特定的频率下才需要良好的电磁屏蔽[18]。可根据这点通过3D 打印设计适宜某一频段的电磁屏蔽产品,进而拓宽3D 打印在电磁屏蔽领域的应用。
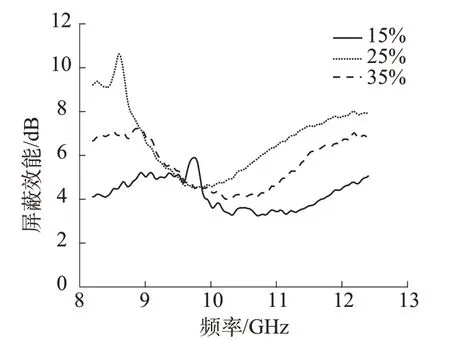
图10 不同填充率结构件样品的电磁屏蔽性能
(4)厚度对结构件电磁屏蔽性能的影响。
根据Schelkunoff电磁屏蔽理论,材料的厚度对其屏蔽性能有重要的影响。进一步探讨厚度对结构件电磁屏蔽性能的影响。在打印温度设置为190℃、底板温度为30℃、层高为0.2 mm、打印速度为40 mm/s、打印填充率为25%的条件下,打印厚度分别为1,3,5 mm 的电磁屏蔽复合材料,并测试其电磁屏蔽效能,得到曲线如图11所示。
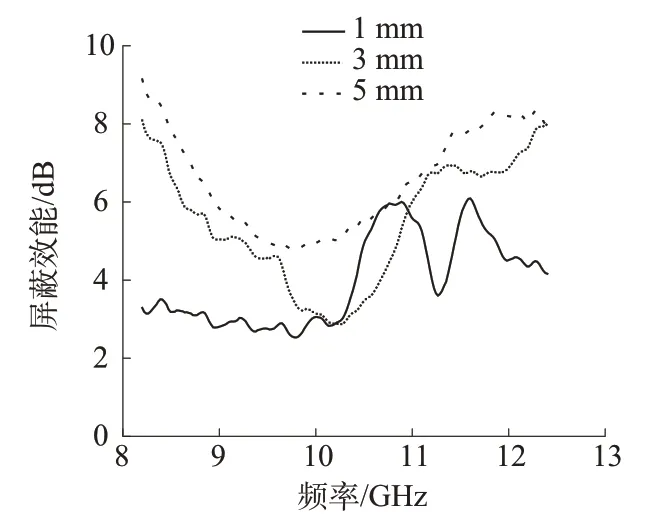
图11 不同厚度结构件样品的电磁屏蔽性能
由图11可知,厚度的增加使结构件的电磁屏蔽性能随之增加,当结构件厚度为1 mm时,在X波段平均屏蔽效能为3.96 dB,当结构件厚度增加为3 mm 时,平均屏蔽效能为6.56 dB,屏蔽效能提高65.66%,这与赵启博等[19]的研究相吻合。由于材料的磁导率较小,材料厚度的提高对电磁屏蔽效能的提高未起到明显作用。若采用磁导率大的高磁导率材料,材料厚度对电磁屏蔽性能的提高有显著影响。
3 结论
(1)底板温度、打印速度和打印层高对结构件表面平整性有重要影响,为了得到外观质量优异的结构件,需要综合考虑3D挤出成型的温度、在底板上的热胀及收缩率以及层间粘结程度。当底板温度为30℃、打印温度为190℃、打印速度为40 mm/s、打印层高为0.2 mm时,打印制品表面平整,无裂缝、卷曲、翘边、脱落等现象,外观质量优异。
(2)填充率、厚度、叠层对结构件电磁屏蔽性能均有重要影响,三者的增加在一定范围内增加了有效屏蔽材料的厚度及含量,因而有利于提高电磁屏蔽效能。同时,填充率的改变和多层薄片的堆叠,为电磁波在材料内部的多次反射提供了可行性路径,表现出对特定波段具有选择性屏蔽的特点,这为指向性屏蔽材料的设计开发提供了新的思路。
(3)当叠层数为3层时,3D打印结构件电磁屏蔽效能最高达到38.84 dB,屏蔽效率可达到99.99%,满足商用要求。
猜你喜欢
法制博览(2022年25期)2022-11-21
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年9期)2019-09-10
建材发展导向(2019年13期)2019-08-24
环球时报(2018-05-02)2018-05-02
纤维复合材料(2018年4期)2018-04-28
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
财经界·下旬刊(2016年3期)2016-03-14
