
磨粒类型对K9玻璃剪切增稠抛光的影响
2022-12-29 13:23:02段世祥吕冰海邓乾发
表面技术 2022年11期
段世祥,吕冰海,邓乾发
精密与超精密加工
磨粒类型对K9玻璃剪切增稠抛光的影响
段世祥,吕冰海,邓乾发
(浙江工业大学 机械工程学院,杭州 310023)
采用剪切增稠抛光方法对K9玻璃进行抛光,以工件表面粗糙度为评价指标,研究不同磨粒抛光液对K9玻璃的抛光效果。采用金刚石、CeO2、Al2O3和SiO2等4种单一磨粒,以及金刚石+SiO2混合磨粒,制备了不同的剪切增稠抛光液,并测试其流变特性。以20 mm K9玻璃圆片为工件,首先在相同磨粒浓度下,进行4种单一磨粒抛光液的抛光实验,观测在抛光时间不同时工件表面粗糙度的变化情况,比较4种抛光液的抛光效果。然后,对比CeO2抛光液与金刚石+SiO2混合磨粒抛光液的抛光效果,并分析讨论混合磨粒抛光液的材料去除过程。使用CeO2抛光液抛光35 min后,将工件的表面粗糙度从(233.1±15.2)nm降至(1.6±0.2)nm;金刚石抛光液次之,在抛光55 min后工件的表面粗糙度达到(1.86± 0.2)nm;Al2O3抛光液的效果相对最差。采用SiO2(质量分数10%)+金刚石(质量分数5%)抛光液,在抛光5 min后工件的表面粗糙度比CeO2抛光液的低53.3%;在抛光35 min后,工件的表面粗糙度从(230.7±10.5)nm降至(1.43±0.9)nm。在金刚石(质量分数5%)抛光液中添加不同浓度SiO2磨粒的抛光实验中发现,在抛光初始阶段,抛光效率随着SiO2磨粒浓度的增加而增大。CeO2抛光液和SiO2(质量分数10%)+金刚石(质量分数5%)抛光液的抛光效果相对最优,后者在低表面质量时的抛光效率更高。
剪切增稠抛光;K9玻璃;SiO2;CeO2;表面粗糙度
K9光学玻璃是光学元件中最为常见的材料之一[1-2],抛光是获得K9光学玻璃元件光滑、无损伤表面的重要终加工手段。近几十年来,很多先进的抛光方法被成功应用于光学零件的加工,如磁流变抛光(Magnetorheological finishing)[3-4]、化学机械抛光(Chemical mechanical polishing)[5]、气囊抛光(Bonnet polishing)[6]等。Gupta等[7]利用磁流变抛光技术对石英玻璃进行了抛光,在抛光90 min后其表面粗糙度由0.594 nm降至0.165 nm。陈广林等[8]使用CeO2纳米粒子抛光液对石英玻璃进行了化学机械抛光,在抛光30 min后玻璃表面无划痕,并且表面粗糙度可以达到10 nm。宋剑锋等[9]使用气囊抛光技术对K9球面玻璃进行了抛光,在75 min内将磨砂的毛坯球面抛光至表面粗糙度6.3 nm。Zhao等[10]采用软磨料旋转流(SARF)抛光方法,对大尺寸K9光学玻璃进行了抛光,在抛光1.5 h后其表面粗糙度由原始的37.28 nm降至4.51 nm。目前,采用磁流变抛光技术能对光学玻璃进行高质量抛光,但是其抛光效率不高、成本较高。虽然化学机械抛光技术的抛光效率较高,但是其抛光效果相对较差,且抛光液具有一定的污染性。气囊抛光技术与磁流变技术相似,其抛光效果优异,但是抛光效率低、设备成本较高[6]。由此,找到一种高效、高质量、低成本且绿色的光学元件抛光方式是近年来的研究热点。
剪切增稠抛光方法(Shear Thickening Polishing,STP)[11-12]是近年来发展起来的一种高效、表面质量高的复杂曲面抛光方法。Shao等[13]使用CeO2作为剪切增稠抛光液磨粒对石英玻璃进行了抛光,在抛光12 min后其表面粗糙度从120 nm降至2.21 nm。Lyu等[14]采用STP方法对黑色钽酸锂基片进行了抛光,在抛光4 min后其表面粗糙度/从220.5 nm/ 1 374.6 nm降至4.2 nm/22.1 nm。Wang等[15]采用化学强化剪切增稠抛光法(C−STP)对Ti−6Al−4V进行了抛光,在抛光15 min后将其表面粗糙度从124 nm降至8.6 nm。Shao等[16]通过调控STP抛光液的pH值,在9 min内将高温镍基合金涡轮叶片的表面粗糙度从72.3 nm降至4.2 nm。李敏等[17]采用STP抛光液对单晶硅片进行了抛光,去除速率达到0.88 μm/min,在抛光25 min后将其表面粗糙度从422.62 nm降至2.46 nm。STP方法已经被广泛用于各类工件的抛光中,并取得了不错的效果。目前,研究的对象主要集中于半导体材料及各种金属材料,并且研究内容大多针对机械抛光参数和抛光原理,对不同磨粒抛光液的抛光效果和机理的研究较少。
文中采用STP方法对K9玻璃进行抛光,利用流变仪考察不同磨粒抛光液的流变特性,研究不同磨粒抛光液对K9玻璃表面粗糙度的影响,并分析不同磨粒抛光液对K9玻璃的去除机理,这对提高STP方法加工光学工件的效率和效果有着重要意义。
1 剪切增稠抛光原理
为了便于检测,采用K9平面圆片作为抛光工件,其抛光原理如图1所示。在抛光过程中,工件与抛光液之间会产生相对运动,当接触区域的抛光液所受剪切应力超过一定阈值时,抛光液会出现剪切增稠现象,抛光液的黏度会急剧上升。其中,均匀分散的固体分散相微粒汇聚成包含磨粒的“粒子簇”[18],随着抛光的进行,“粒子簇”对磨粒的把持力增强,形成了“柔性类固着磨具”,并切削去除工件表面的微粗糙峰,从而实现工件的高效、柔性加工[11]。

图1 K9玻璃圆片的STP原理
2 实验条件与方法
K9玻璃的STP实验装置如图2所示。通过夹具将工件安装在工件驱动轴上,驱动轴的倾角(驱动轴与水平面的夹角)为75°。抛光液会随着抛光槽的转动与浸入抛光液的工件进行相对运动,通过提升抛光槽的运动速度使抛光液所受剪切速率超过临界值,工件表面的抛光液会发生剪切增稠现象,从而利用抛光液中磨粒的微切削作用实现工件表面的抛光。
采用20 mm×2 mm(直径×厚度)的K9玻璃圆片作为实验对象,如图3所示,初始表面粗糙度为220~240 nm。K9玻璃的力学性能参数如表1所示,实验条件如表2所示。STP抛光液由固相分散相颗粒(多羟基聚合物,平均粒径为12 μm)、去离子水、磨粒和添加剂等均匀混合制备。为了考察不同磨粒对抛光效果的影响,保持抛光液中总磨粒的质量分数为15%不变,分别配制SiO2(平均粒径为 200 nm)、金刚石(平均粒径为1.87 μm)、CeO2(平均粒径为1.87 μm)、Al2O3(平均粒径为1.87 μm)抛光液,以及金刚石+SiO2混合磨粒抛光液进行抛光。

图2 STP实验装置
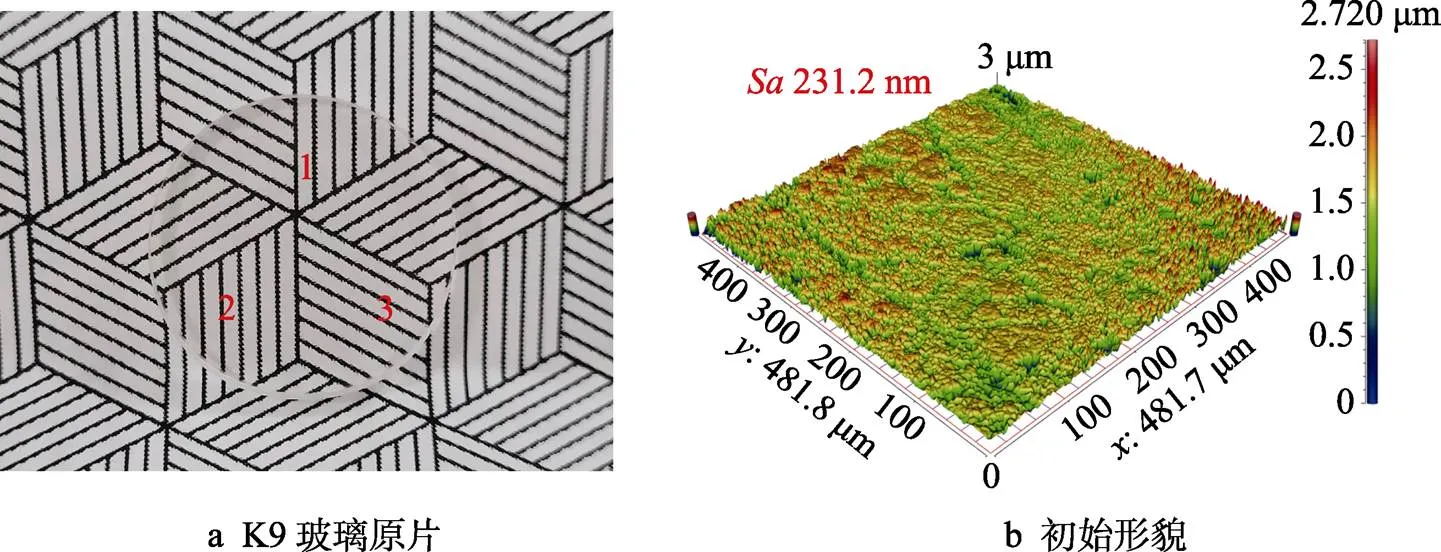
图3 K9玻璃表面
表1 K9玻璃的力学性能参数

Tab.1 Mechanical propertiesof K9 glass
表2 实验参数
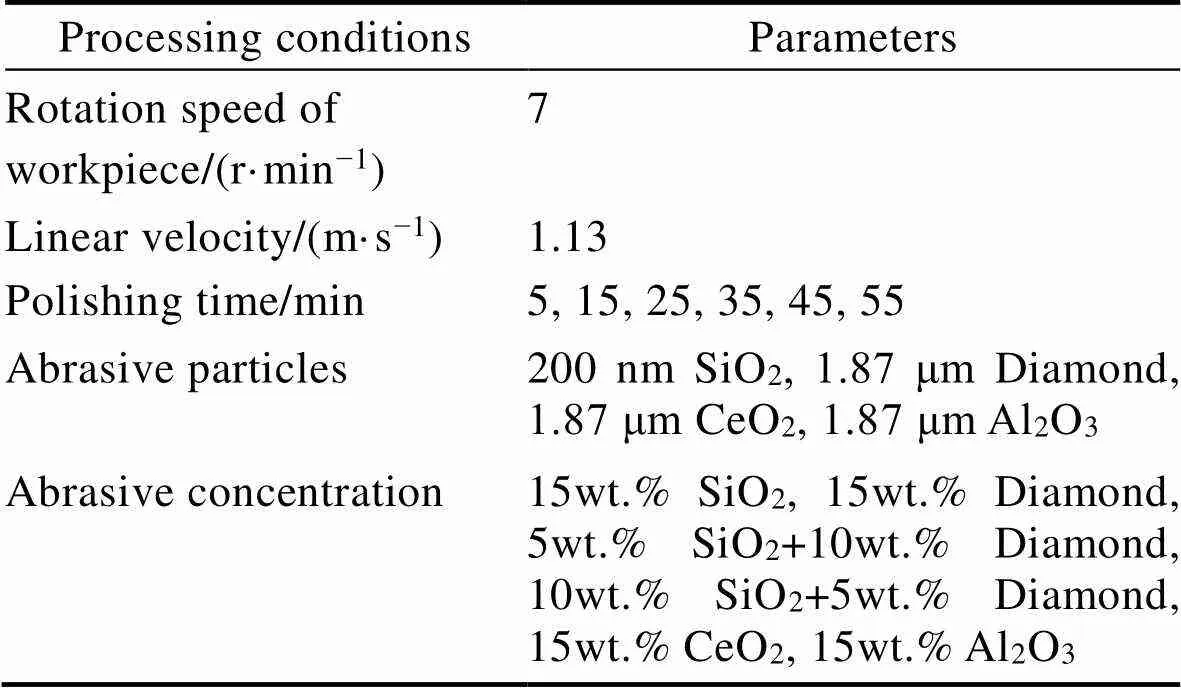
Tab.2 Experimental parameters
采用应力控制流变仪(MCR 302 Anton Paar)测量STP抛光液的流变曲线。测试温度为25 ℃,测量使用25 mm、锥角2°的转子,转子与筒壁的间距为0.1 mm。每次测量重复3次,取其平均值,以消除测量的误差。
采用光学3D表面轮廓仪(SuperView W1,CHOTEST)测量抛光前后工件的表面粗糙度,取3个测量点的数据(测量点如图3a所示),将平均值作为实验结果。采用超景深显微镜(VHX−7000,KEYENCE)观测工件的表面形貌。
3 结果与讨论
3.1 不同磨粒剪切增稠抛光液的流变特性
所制备抛光液的流变曲线如图4所示。剪切增稠基液在剪切速率为100 s−1时,达到峰值黏度(120.2 Pa∙s)。CeO2与金刚石抛光液的峰值剪切速率与基液的基本相同,但是其峰值黏度大幅降低。Al2O3的加入使得抛光液的峰值剪切速率和峰值黏度均有所降低。纯SiO2抛光液的黏度随着剪切速率的增加而上升,并从非连续剪切增稠转变为连续剪切增稠。SiO2(质量分数5%)+金刚石(质量分数10%)抛光液相较于基液,其峰值剪切速率增大,但其峰值黏度降至60.7 Pa∙s。SiO2(质量分数10%)+金刚石(质量分数5%)抛光液与基液相比,其峰值剪切速率增大至202 s−1,峰值黏度降至90.0 Pa∙s。从结果来看,与剪切增稠基液相比,CeO2和金刚石磨粒对峰值剪切速率无影响,Al2O3磨粒的加入会降低峰值剪切速率,SiO2磨粒则会提高峰值剪切速率。这是因为SiO2颗粒聚集体与固相分散粒子之间产生了氢键,进而两者形成了网格结构[19],随着SiO2浓度的增加,氢键的数量增加,抛光液网格结构更加稳定,需要更大的剪切速率才能将网格结构破坏。添加磨粒后抛光液的峰值黏度均小于剪切增稠基液的峰值黏度,对于CeO2、金刚石和Al2O3磨粒,这是因为磨粒的加入使得固相颗粒之间的联结强度降低;对于SiO2磨粒,因其粒径较小,它会在大粒径的其他磨粒与固相颗粒之间起到润滑作用[20],导致其峰值黏度下降。金刚石、Al2O3和CeO2抛光液的峰值黏度均低于混合磨粒(金刚石+SiO2)抛光液的峰值黏度。这是因为SiO2磨粒的粒径小,与其他磨粒相比,在相同质量分数下SiO2粒子的数量更多,在高剪切速率下增加了所形成“粒子簇”的数量,并增大了流动阻力,从而使黏度升高。
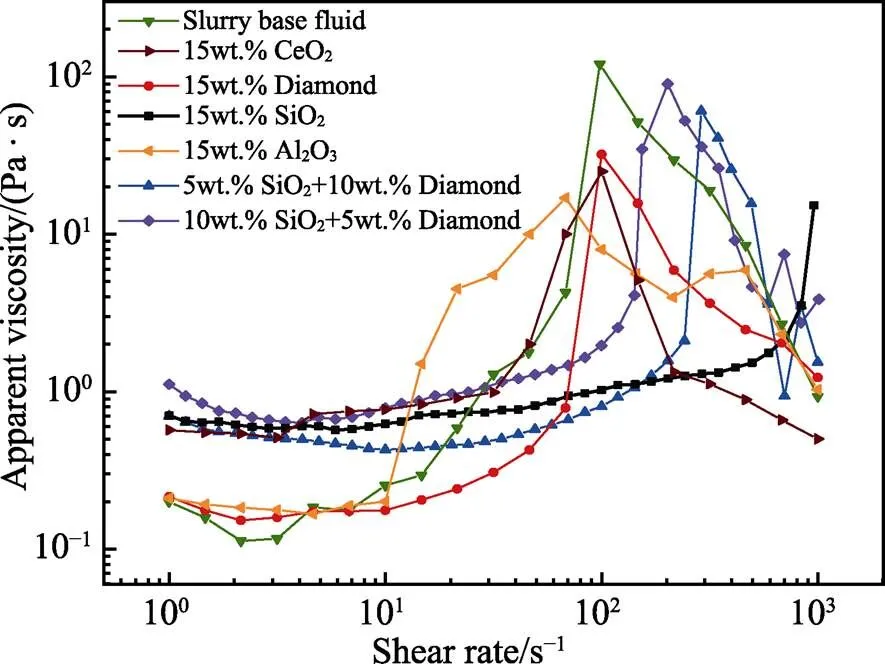
图4 STP抛光液的流变曲线
3.2 不同单一磨粒抛光液对抛光过程的影响
对比了CeO2、金刚石、SiO2和Al2O3单一磨粒抛光液对K9玻璃的抛光效果,抛光后工件的表面粗糙度随抛光时间的变化曲线如图5所示。
由图5可知,CeO2磨粒抛光液的效率(文中均指工件表面粗糙度降低的效率)相对最高,抛光后工件的表面形貌见图6。在抛光15 min后,工件的表面粗糙度从(233.1±15.2)nm降至(15.1± 6.3)nm,在抛光25 min时工件的表面粗糙度达到(2.46±1.14)nm,如图6所示。虽然CeO2磨粒的硬度(Mohs 6)在4种磨粒中最低,且略低于工件的硬度,但CeO2能够与玻璃的主要成分SiO2发生化学作用。如式(1)—(3)所示[13],K9玻璃在水环境中与水会发生反应,生成硅烷醇,Ce原子在水环境下与游离的OH−联结,形成了Ce的氢氧化物,Ce的氢氧化物与硅烷醇形成Ce—O—Si,而Ce—O—Si的键能大于Si—O—Si的键能。通过磨粒的相对运动就能将二氧化硅有效去除[21],从而实现高效的抛光。

图5 不同抛光液的表面粗糙度Sa

图6 CeO2抛光液抛光后工件形貌



金刚石抛光液在抛光前5 min的抛光效率高于CeO2抛光液,但是在抛光15 min时其表面粗糙度未降反升。这是因为初始工件表面较为粗糙,而金刚石颗粒的硬度(Mohs 10)极高,在剪切增稠效应的作用下,金刚石磨粒可以高效地切削工件的表面粗糙峰,使得工件的表面粗糙度快速下降(图7a)。同时,金刚石磨粒在去除微凸峰的同时会形成凹坑(图7b),导致表面粗糙度反而升高。随着抛光的进行,工件表面得到均匀去除(图7c),表面粗糙度在抛光时间较长(55 min)后也可达到较好的表面粗糙度,=(1.86±0.2)nm。
Al2O3抛光液在抛光后的工件表面形貌变化如图8所示。在抛光55 min后,工件的表面粗糙度降至(58.6±1.5)nm,抛光效果相对最差。这一方面是因为虽然Al2O3磨粒的硬度(Mohs 9)低于金刚石磨粒的硬度,但仍远高于工件材料的硬度,在抛光时会在去除微凸峰的同时形成凹坑;另一方面,在该浓度下Al2O3抛光液剪切增稠后的峰值黏度小于金刚石抛光液的峰值黏度,抛光力较小,这进一步降低了抛光效率,从而需要更长的时间才能达到较低的表面粗糙度。
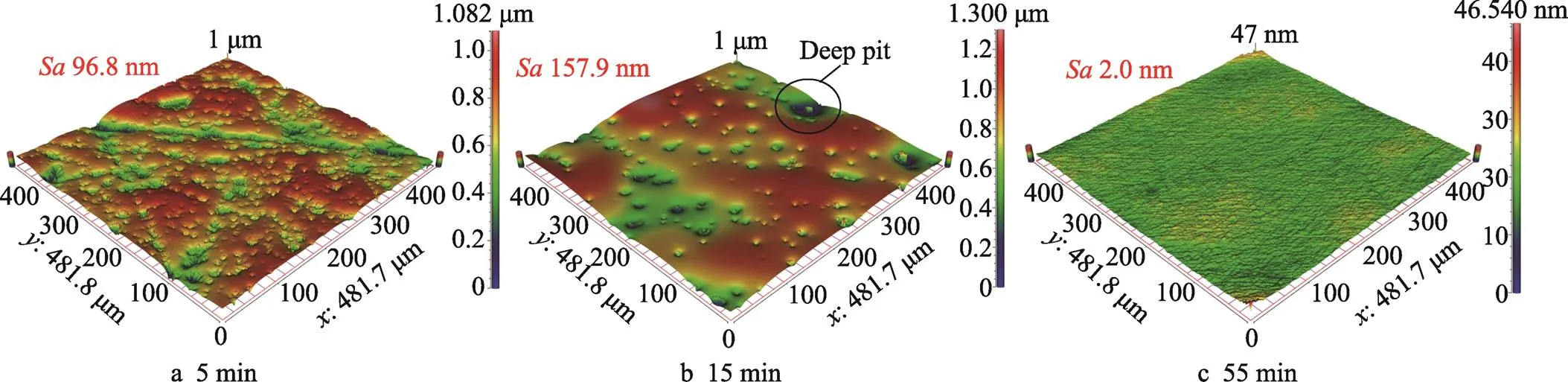
图7 金刚石抛光液抛光后工件形貌

图8 Al2O3抛光液抛光后工件形貌
SiO2抛光液抛光的工件表面形貌变化情况如图9所示,其抛光效果不如金刚石和CeO2抛光液。这是因为SiO2磨粒的硬度(Mohs 7)较低,与工件的硬度接近,材料去除效率较低,且SiO2抛光液的剪切增稠效应强度较弱。同时,平均粒径为12 μm的固相粒子形成的“团聚体”无法有效把持住磨粒[22],也降低了抛光效率。由于SiO2磨粒的尺寸远小于其他3种磨粒的尺寸,在质量分数相同时,其颗粒数量远多于其它抛光液中的磨粒,参与材料去除的切削刃数量会增加,从而在一定程度上提高了抛光效率(高于Al2O3抛光液)。
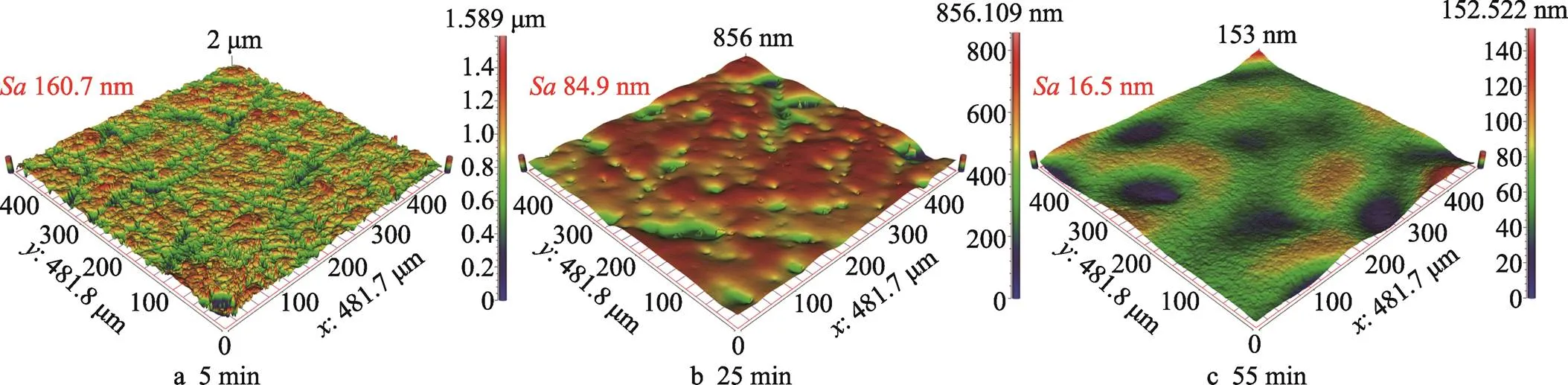
图9 SiO2抛光液抛光后工件的形貌
3.3 混合磨粒对抛光过程的影响
实验中发现,在金刚石磨粒中加入纳米SiO2磨粒能取得良好的抛光效果。经2种混合磨粒抛光液抛光后,工件的表面粗糙度随抛光时间的变化曲线如图10所示。2种混合磨粒抛光液在抛光55 min后将工件的表面粗糙度降至2 nm内。

图10 混合磨粒抛光液的表面粗糙度Sa
采用SiO2(质量分数10%)+金刚石(质量分数5%)抛光液抛光5 min后,工件的表面粗糙度比CeO2抛光液的低53.3%,其抛光表面形貌的对比如图11所示。采用SiO2(质量分数10%)+金刚石(质量分数5%)抛光液时,抛光液中的分散相会包裹住金刚石磨粒和SiO2磨粒,形成“粒子簇”,其中SiO2磨粒因其粒径较小,填满了“粒子簇”内部的间隙,SiO2粒子会联结不同的固相粒子链单元,从而起到交联剂的作用[19](如图12所示),将大磨粒与固相颗粒更紧密地连接起来,使得抛光液的峰值黏度增大,SiO2与金刚石磨粒相互配合,团聚体与工件接触部分的“微切削刃”增多,当与工件表面微凸峰接触时,SiO2磨粒会对金刚石磨粒无法接触的细微凸起进行切削,实现更加高效的抛光。同时,SiO2所形成的结构在剪切破坏后更容易恢复[23],使得抛光液的适应性更强,从而达到比CeO2抛光液更高效的加工。
采用SiO2(质量分数10%)+金刚石(质量分数5%)抛光液抛光5 min后的抛光效果好于SiO2(质量分数5%)+金刚石(质量分数10%)抛光液。这是因为随着SiO2磨粒的增加,穿插于固相粒子与金刚石之间的SiO2磨粒增加(图12),SiO2与固相颗粒之间形成的氢键增强了团聚体内部的稳定,SiO2浓度越高团聚体的强度越大,使抛光液的峰值黏度增大(见图4),且后者金刚石磨粒的浓度更高,更易在工件表面形成凹坑(见图13)。
随着抛光时间的延长,工件表面的缺陷数量会减少,2种混合磨粒(SiO2+金刚石)抛光液呈现出与CeO2抛光液类似的低表面粗糙度抛光效果。在抛光55 min后,3种抛光液均能将工件表面抛光至超光滑表面,表面粗糙度达到0.9 nm。相较于SiO2(质量分数10%)+金刚石(质量分数5%)抛光液,采用CeO2抛光液抛光后,其工件表面出现了更多的凹坑和更明显的划痕,如图14所示。这主要是因为CeO2磨粒的机械去除能力不足,使其在相对较短的时间内未能有效地将工件表面较深的划痕去除。
经抛光后,混合磨粒抛光液和CeO2抛光液均能使工件达到较优的抛光表面。从3种抛光液抛光55 min后的SEM图(图15)可以看到,SiO2(质量分数5%)+金刚石(质量分数10%)抛光液和CeO2抛光液在抛光后均会残留损伤(图15a、b),CeO2抛光液在抛光后会产生大量细小的划痕,在更高的放大倍率下发现,该损伤是因磨粒在工件表面发生反应后被磨粒剥落而造成的细微划痕,CeO2抛光液难以将工件表面抛光至无损表面。经SiO2(质量分数5%)+金刚石(质量分数10%)抛光液抛光后,工件会残留细小划痕和小凹坑。在更高的倍率下发现,这些缺陷应是工件的自身缺陷,而非抛光所致。SiO2(质量分数5%)+金刚石(质量分数10%)抛光液对工件表面残余的细微缺陷需要更长的抛光时间去除,SiO2(质量分数10%)+金刚石(质量分数5%)抛光液在抛光后则能达到基本无损的抛光表面,在更高的倍率下发现,仅残留1个细小凹坑,更高浓度的SiO2对工件表面残余的缺陷有着更好的抛光效果,这一点与前面的分析(图12)一致,这表明SiO2混合磨粒抛光液对K9玻璃的抛光具有更好的效果。
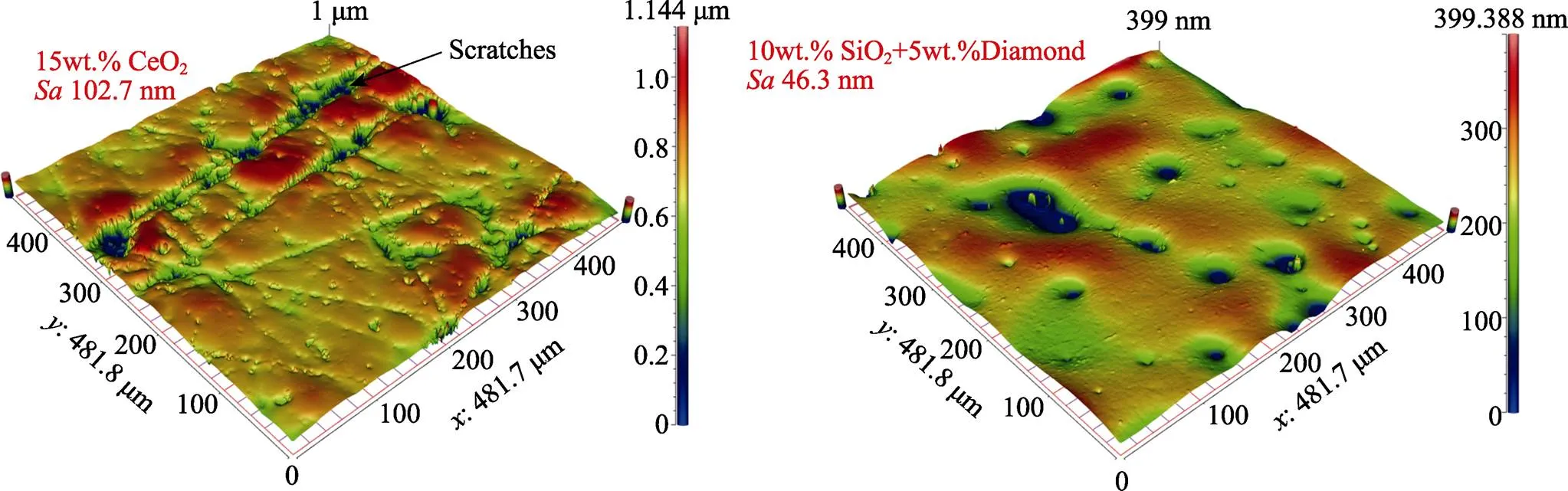
图11 CeO2抛光液与SiO2(10%)+金刚石(5%)抛光液抛光5 min后工件表面形貌对比
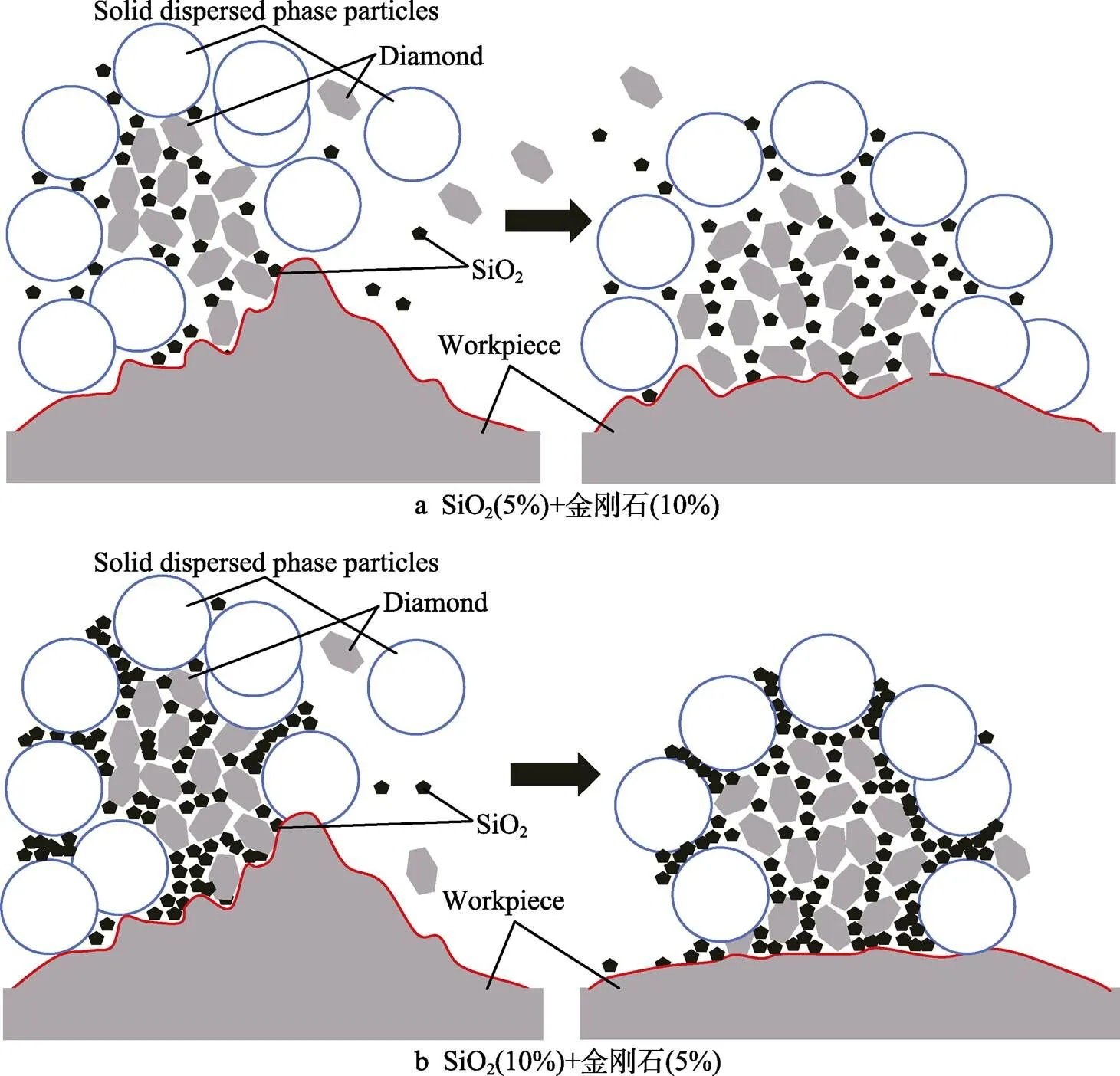
图12 抛光过程示意图
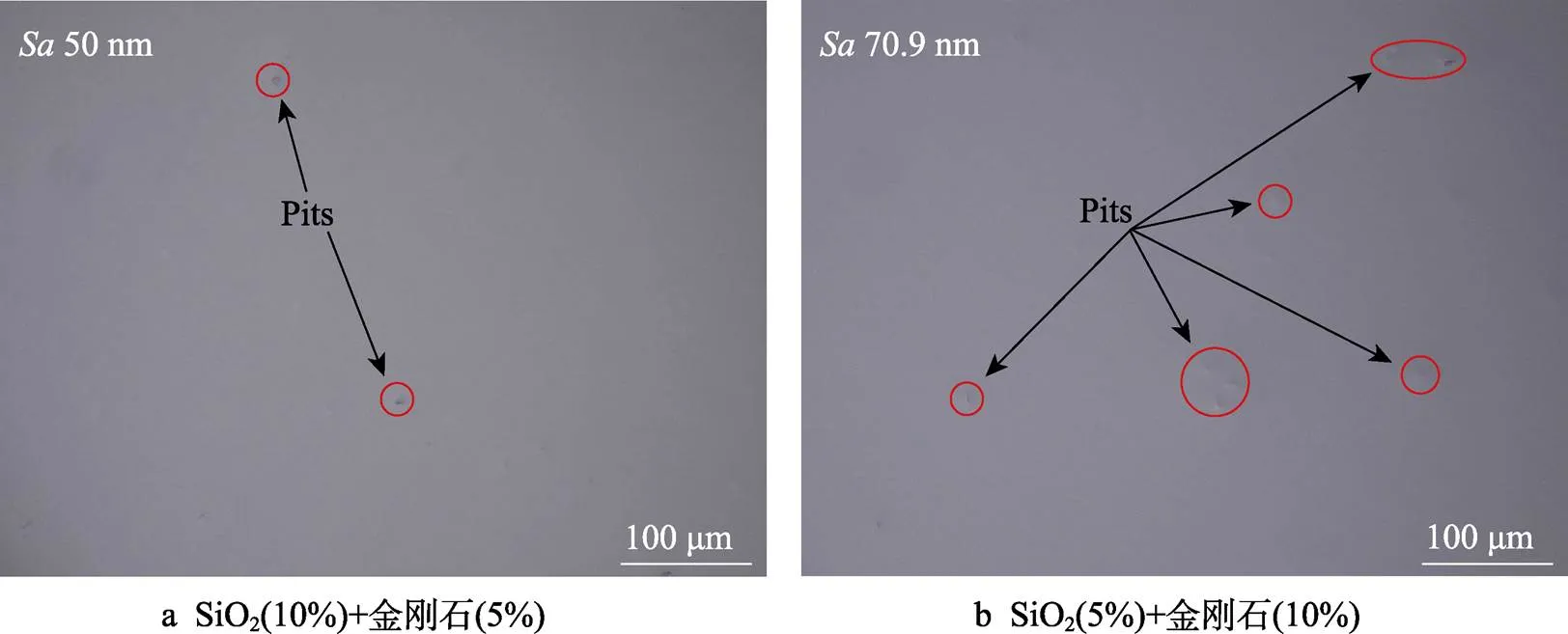
图13 2种混合磨粒抛光液抛光5 min后工件的超景深图
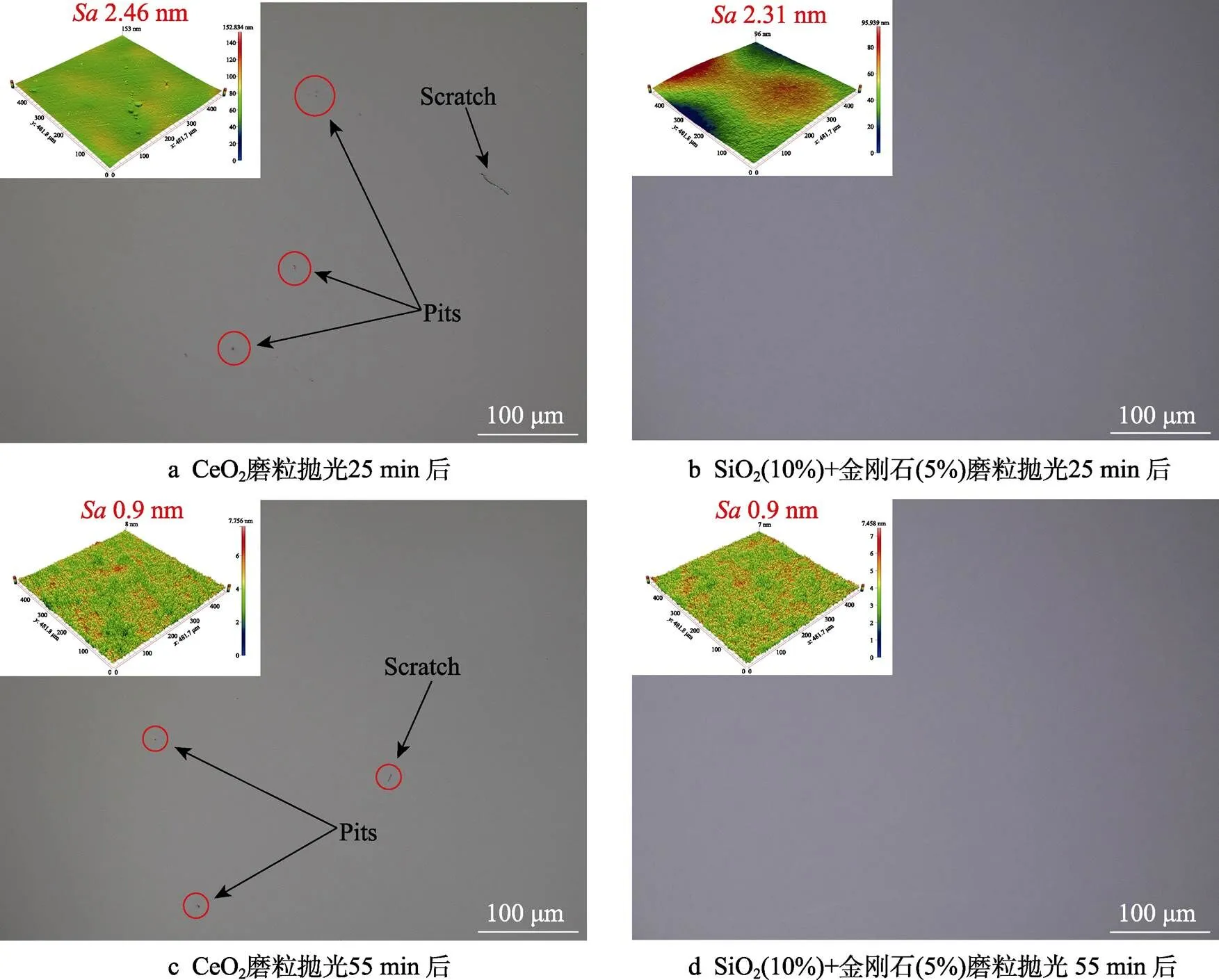
图14 CeO2抛光液和SiO2(10%)+金刚石(5%)抛光液抛光后工件超景深图
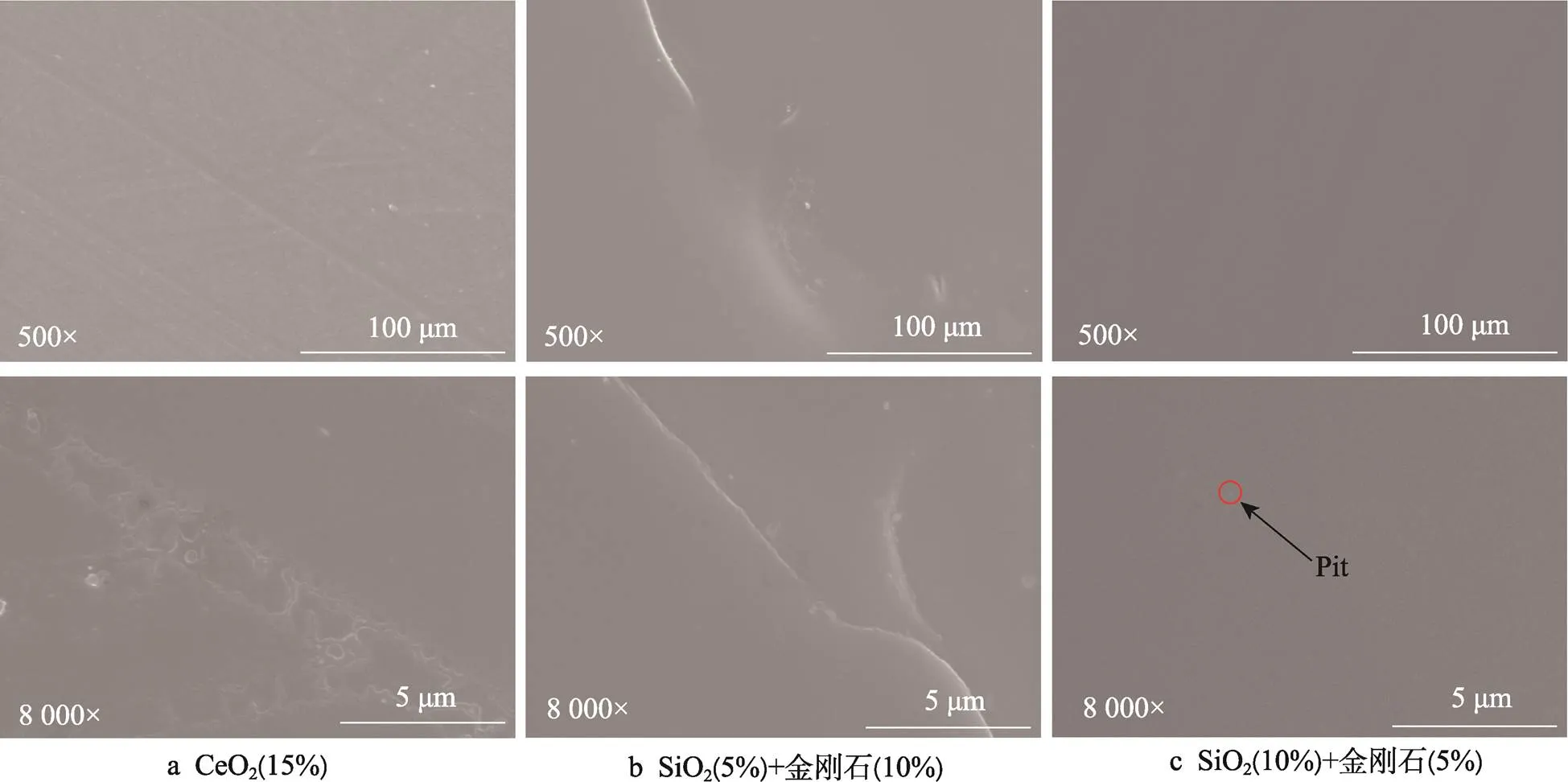
图15 不同抛光液抛光55 min后的SEM图
3.4 不同纳米SiO2浓度对抛光效果的影响
为了进一步探究SiO2浓度对混合磨粒抛光液抛光效果的影响,以质量分数5%的金刚石抛光液为基准液,向基准液中添加质量分数为1%、3%、5%的纳米SiO2进行抛光,结果如图16所示。
由图16可见,随着SiO2磨粒浓度的增加,在低表面质量时抛光效率逐渐增加,在抛光15 min后达到最大差距。随着抛光时间的增加,抛光效率的差距逐渐缩小,在抛光55 min后均达到表面粗糙度2 nm以下。工件在不同时间的形貌如图17所示。在抛光15 min时,随着SiO2浓度的增加,工件表面的小凹坑数量逐渐减少。在抛光25 min后,工件表面的小凹坑数量与抛光15 min时相比明显下降,在抛光55 min后工件均能达到超光滑表面。SiO2(质量分数10%)+金刚石(质量分数5%)抛光液的抛光效率相对最高,在抛光25 min后工件的表面粗糙度降至2.3 nm,在抛光55 min后达到0.9 nm。这表明添加了SiO2磨粒的抛光液对工件表面微粗糙峰有着显著的去除效果。在此次实验范围内,SiO2的浓度越高,对去除工件表面微粗糙峰的效率也越高。这一方面是因为随着SiO2磨粒的加入,使得抛光液整体磨粒的浓度升高,抛光效率加快;另一方面,SiO2磨粒浓度的增加,使得在抛光过程中形成的团聚体“强度”更高,进而使得峰值黏度更高,继而达到更高的去除效率,这一点与3.3节的分析一致。
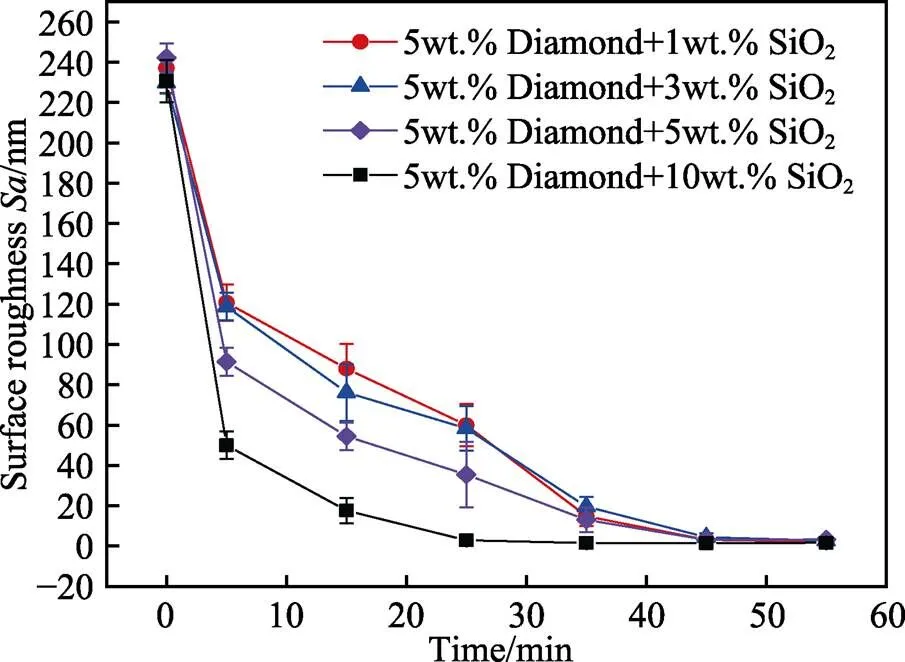
图16 不同SiO2浓度抛光液表面粗糙度Sa结果
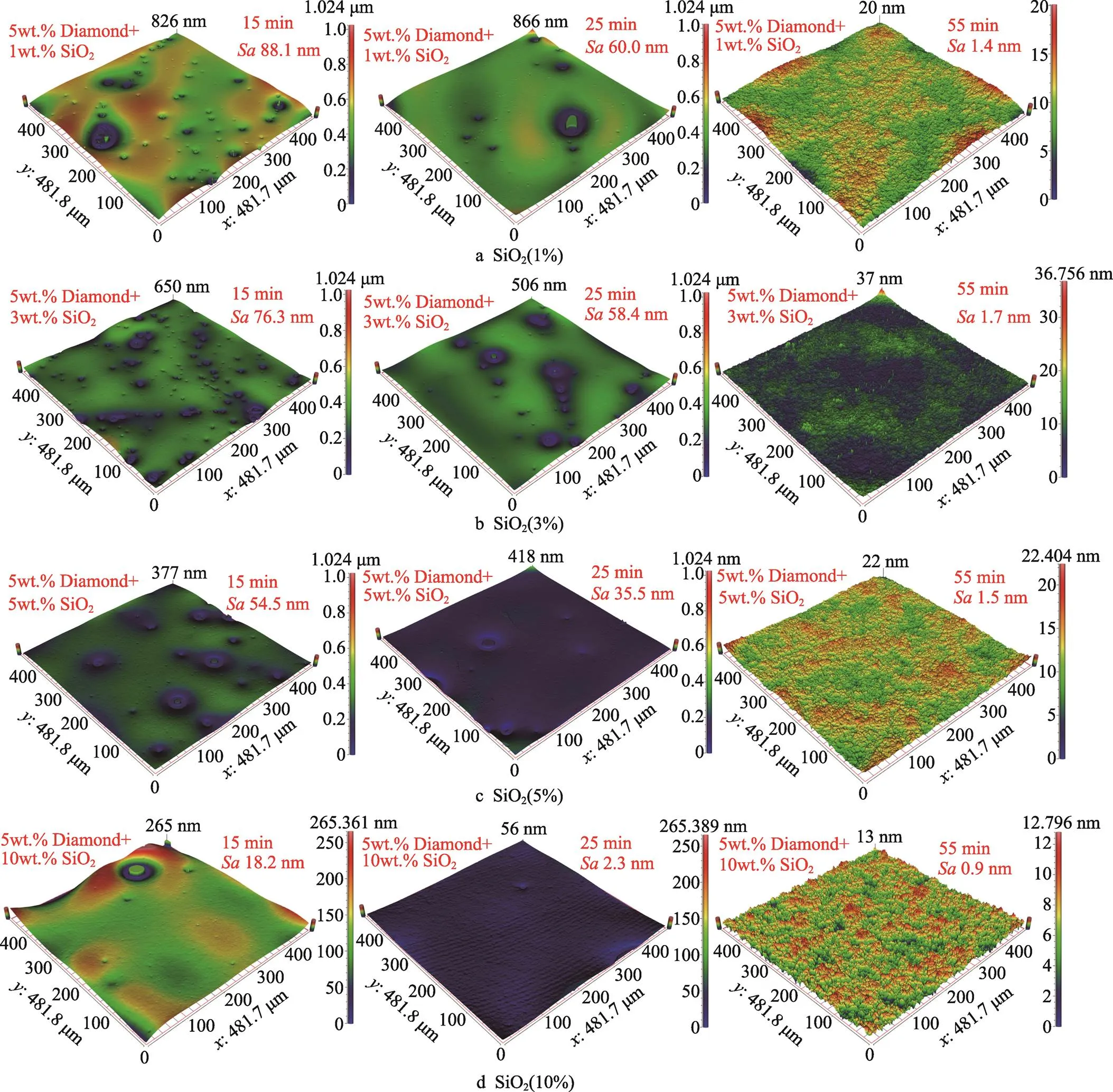
图17 不同浓度SiO2+金刚石(质量分数5%)抛光液抛光不同时间后的形貌
4 结论
采用剪切增稠抛光液对K9玻璃进行了抛光,研究了不同磨粒抛光液的抛光效果和流变特性,得到如下结论。
1)金刚石、CeO2和Al2O3抛光液的峰值黏度依次降低,纯SiO2抛光液的黏度随着剪切速率的增大而增大。混合磨粒(SiO2+金刚石)的抛光液峰值黏度高于其他磨粒抛光液的峰值黏度,其中SiO2(质量分数10%)+金刚石(质量分数5%)抛光液的峰值黏度高于SiO2(质量分数5%)+金刚石(质量分数10%)抛光液的峰值黏度,峰值剪切速率则低于后者。
2)实验结果表明,CeO2抛光液在抛光35 min后将工件的表面粗糙度从(233.1±15.2)nm降至(1.6±0.2)nm;金刚石抛光液次之,在抛光55 min后将工件的表面粗糙度降至(1.86±0.1)nm;纯SiO2抛光液再次之;Al2O3抛光液的抛光效果相对最差。质量分数10%的SiO2+质量分数5%的金刚石的抛光液的效率相对最优,在抛光5 min后工件的表面粗糙度S比CeO2抛光液的低53.3%,在抛光35 min后将工件的表面粗糙度S降至(1.43±0.9)nm。
3)不同浓度SiO2的混合磨粒实验表明,在工件表面质量较差时,随着抛光液中SiO2浓度的增加,抛光效率也随之增大。将SiO2磨粒填充在STP抛光液中固相颗粒形成的分子链之间,与大粒径磨粒互补,SiO2会对工件表面较小的微粗糙峰进行去除,金刚石磨粒则对较大的微粗糙峰进行去除,大小磨粒协同作用,从而对工件表面微粗糙峰进行高效去除,得到了超光滑表面。
[1] 张旭, 秦世康, 齐欢, 等. 超声辅助微细磨料水射流冲蚀K9玻璃的实验研究[J]. 表面技术, 2021, 50(11): 346-353.
ZHANG Xu, QIN Shi-kang, QI Huan, et al. Experimental Study on Erosion Processing of K9 Glass Using Ultrasonic- Assisted Micro-Abrasive Water Jet[J]. Surface Technology, 2021, 50(11): 346-353.
[2] 李钱陶, 熊长新, 杨长城. K9光学玻璃化学钢化技术研究[J]. 应用光学, 2021, 42(1): 188-193.
LI Qian-tao, XIONG Chang-xin, YANG Chang-cheng. Research on Chemical Strengthening Technology for K9 Optical Glass[J]. Journal of Applied Optics, 2021, 42(1): 188-193.
[3] 王嘉琪, 肖强. 磁流变抛光技术的研究进展[J]. 表面技术, 2019, 48(10): 317-328.
WANG Jia-qi, XIAO Qiang. Research Progress of Magnetorheological Polishing Technology[J]. Surface Technology, 2019, 48(10): 317-328.
[4] 石峰, 万稳, 戴一帆, 等. 磁流变抛光对熔石英激光损伤特性的影响[J]. 光学精密工程, 2016, 24(12): 2931- 2937.
SHI Feng, WAN Wen, DAI Yi-fan, et al. Effect of Magnetorheological Finishing on Laser Damage Properties of Fused Silica[J]. Optics and Precision Engineering, 2016, 24(12): 2931-2937.
[5] 袁菘, 郭晓光, 金洙吉, 等. 金刚石化学机械抛光研究现状[J]. 表面技术, 2020, 49(4): 11-22.
YUAN Song, GUO Xiao-guang, JIN Zhu-ji, et al. Research Status on Chemical Mechanical Polishing of Diamond[J]. Surface Technology, 2020, 49(4): 11-22.
[6] 王振忠, 施晨淳, 张鹏飞, 等. 先进光学制造技术最新进展[J]. 机械工程学报, 2021, 57(8): 23-56.
WANG Zhen-zhong, SHI Chen-chun, ZHANG Peng-fei, et al. Recent Progress of Advanced Optical Manufacturing Technology[J]. Journal of Mechanical Engineering, 2021, 57(8): 23-56.
[7] GUPTA M K, DINAKAR D, CHHABRA I M, et al. Experimental Investigation and Machine Parameter Optimization for Nano Finishing of Fused Silica Using Magnetorheological Finishing Process[J]. Optik, 2021, 226: 165908.
[8] 陈广林, 刘德福, 陈涛, 等. CeO2纳米粒子抛光液分散稳定性及其化学机械抛光特性研究[J]. 表面技术, 2016, 45(11): 187-193.
CHEN Guang-lin, LIU De-fu, CHEN Tao, et al. Dispersion Stability of CeO2Nano Particles Polishing Agent and Its Properties in Chemical Mechanical Polishing Process [J]. Surface Technology, 2016, 45(11): 187-193.
[9] 宋剑锋, 姚英学, 谢大纲. 球面光学零件气囊抛光工艺参数优化的研究[J]. 光学技术, 2014, 40(2): 99-104.
SONG Jian-feng, YAO Ying-xue, XIE Da-gang. Research on the Optimization of the Process Parameters of the Bonnet Polishing the Spherical Optical Parts[J]. Optical Technique, 2014, 40(2): 99-104.
[10] ZHAO Jun, HUANG Jin-feng, WANG Rui, et al. Investigation of the Optimal Parameters for the Surface Finish of K9 Optical Glass Using a Soft Abrasive Rotary Flow Polishing Process[J]. Journal of Manufacturing Processes, 2020, 49: 26-34.
[11] 李敏. 剪切增稠抛光方法的基础研究[D]. 长沙: 湖南大学, 2015: 30-43. LI Min. Fundamental Research on Shear-Thickening Polishing Method[D]. Changsha: Hunan University, 2015: 30-43.
[12] LI Min, LYU Bing-hai, YUAN Ju-long, et al. Shear- Thickening Polishing Method[J]. International Journal of Machine Tools and Manufacture, 2015, 94: 88-99.
[13] SHAO Qi, DUAN Shi-xiang, FU Lin, et al. Shear Thickening Polishing of Quartz Glass[J]. Micromachines, 2021, 12(8): 956.
[14] LYU B H, SHAO Q, HANG W, et al. Shear Thickening Polishing of Black Lithium Tantalite Substrate[J]. International Journal of Precision Engineering and Manufacturing, 2020, 21(9): 1663-1675.
[15] WANG Jia-huan, LYU Bing-hai, JIANG Liang, et al. Chemistry Enhanced Shear Thickening Polishing of Ti- 6Al-4V[J]. Precision Engineering, 2021, 72: 59-68.
[16] SHAO Qi, LYU Bing-hai, YUAN Ju-long, et al. Shear Thickening Polishing of the Concave Surface of High- Temperature Nickel-Based Alloy Turbine Blade[J]. Journal of Materials Research and Technology, 2021, 11: 72-84.
[17] 李敏, 袁巨龙, 吕冰海. 剪切增稠抛光磨料液的制备及其抛光特性[J]. 光学精密工程, 2015, 23(9): 2513-2521. LI Min, YUAN Ju-long, LYU Bing-hai. Preparation of Shear Thickening Polishing Abrasive Slurries and Their Polishing Properties[J]. Optics and Precision Engineering, 2015, 23(9): 2513-2521.
[18] PETERS I R, MAJUMDAR S, JAEGER H M. Direct Observation of Dynamic Shear Jamming in Dense Suspensions[J]. Nature, 2016, 532(7598): 214-217.
[19] 张周玲. 聚氧化乙烯/纳米二氧化硅水溶液剪切增稠行为的研究[D]. 合肥: 安徽大学, 2012: 35-38. ZHANG Zhou-ling. Studies on the Shear-Thickening Behavior of Solution Composed of PEO and Nano-SiO2[D]. Hefei: Anhui University, 2012: 35-38.
[20] PRABHU T A, SINGH A. Effect of Carrier Fluid and Particle Size Distribution on the Rheology of Shear Thickening Suspensions[J]. Rheologica Acta, 2021, 60(2): 107-118.
[21] HOSHINO T, KURATA Y, TERASAKI Y, et al. Mechanism of Polishing of SiO2Films by CeO2Particles[J]. Journal of Non-Crystalline Solids, 2001, 283(1-3): 129-136.
[22] 翁海舟, 吕冰海, 胡刚翔, 等. 石英晶片剪切增稠抛光优化实验[J]. 纳米技术与精密工程, 2017, 15(3): 227-233. WENG Hai-zhou, LYU Bing-hai, HU Gang-xiang, et al. Optimization Experiments for Shear Thickening Polishing of Quartz Substrates[J]. Nanotechnology and Precision Engineering, 2017, 15(3): 227-233.
[23] 于淼. 纳米二氧化硅流体的剪切增稠行为研究[D]. 上海: 上海交通大学, 2019: 20-29. YU Miao. The Study on the Shear Thickening Behaviors of Nanosilica Fluids[D]. Shanghai: Shanghai Jiao Tong University, 2019: 20-29.
Effect of Abrasive Type on Shear Thickening Polishing of K9 Glass
,,
(College of Mechanical Engineering, Zhejiang University of Technology, Hangzhou 310023, China)
K9 glass is one of the most common materials of optical components. The work aims to polish K9 glass workpiece with shear thickening polishing method, use the surface roughnessof the workpiece as the evaluation index to study the polishing effect of different abrasive slurry on K9 glass. In this paper, four kinds of abrasives of diamond, CeO2, Al2O3and SiO2, and mixed abrasive of diamond+SiO2were used to prepare different shear thickening polishing slurry, and their rheological properties were measured. Firstly, under the same concentration of abrasives, four experiments with different abrasives (diamond, CeO2, Al2O3and SiO2) were carried out. The changes in the surface roughnessof the workpieces at different polishing times were observed, and the polishing effects of the four slurries were compared. Then, the polishing results of CeO2slurry and diamond+SiO2mixed abrasive slurry were compared, and the material removal process of mixed abrasive slurry, CeO2slurry, Al2O3slurry, SiO2slurry and diamond slurry were discussed.Experimental results indicated that the peak viscosity of diamond, CeO2and Al2O3slurry decreased in order, the viscosity of SiO2slurry increased with the increase of shear rate, showing continuous shear thickening and the peak viscosity of the mixed abrasive particles (SiO2+diamond) slurry were higher than other slurries, the peak viscosity of 10wt.% SiO2+5wt.% diamond slurry was higher than that of 5wt.% SiO2+10wt.% diamond slurry, but the peak shear rate was lower than the latter, compared with other abrasives, SiO2abrasive can increase the peak shear rate of shear-thickening slurry; After 35 mins' polishing, the surface roughnessof the workpiece reduced from (233.1±15.2)nm to (1.6±0.2)nm by CeO2slurry; After 55 mins' polishing diamond slurry can reach (1.86±0.2)nm; The effect of Al2O3slurry was the worst, the surface roughnessof the workpiece reduced to (58.6±1.5)nm with 55 mins' polishing. After 35 mins' polishing 5wt.% SiO2+10wt.% diamond slurry can reach (2.4±1.2)nm, but in the first 5 mins, 5wt.% SiO2+10wt.% diamond slurry can reach a lower surface roughnesscompare with CeO2slurry. After 5 mins'polishing with 10wt.% SiO2+5wt.% diamond slurry, the surface roughnesswas 53.3% lower than that obtained by CeO2slurry, and decreased from (230.7±10.5)nm to (1.43±0.9)nm after 35 min polishing. In the initial stage of polishing, the polishing efficiency increased with the increase of SiO2concentration in the 5wt.% diamond slurry. CeO2slurry and 10wt.% SiO2+5wt.% diamond slurry had the best polishing effect. The latter had higher polishing efficiency when the surface quality was low. SiO2abrasive were filled between the molecular chains formed by the solid dispersed particles in the polishing slurry, complementing the large size abrasive. SiO2abrasive will remove the smaller slightly rough peaks on the workpiece surface, while the diamond abrasive can remove the larger slightly rough peaks. The large and small abrasives act synergistically to efficiently remove the slightly rough peaks on the surface of the workpiece to obtain an ultra-smooth surface.
shear thickening polishing; K9 glass; SiO2; CeO2; surface roughness
TG580.692
A
1001-3660(2022)11-0337-10
10.16490/j.cnki.issn.1001-3660.2022.11.032
2021–12–21;
2022–03–15
2021-12-21;
2022-03-15
国家自然科学基金(52175441)
National Natural Science Foundation of China (52175441)
段世祥(1997—),男,硕士,主要研究方向为超精密磨粒加工技术。
DUAN Shi-xiang (1997-), Male, Master, Research focus: ultra-precision processing technology.
吕冰海(1978—),男,研究员,主要研究方向为超精密磨粒加工技术。
LYU Bing-hai (1978-), Male, Researcher, Research focus: ultra-precision processing technology.
段世祥, 吕冰海, 邓乾发.磨粒类型对K9玻璃剪切增稠抛光的影响[J]. 表面技术, 2022, 51(11): 337-346.
DUAN Shi-xiang, LYU Bing-hai, DENG Qian-fa. Effect of Abrasive Type on Shear Thickening Polishing of K9 Glass[J]. Surface Technology, 2022, 51(11): 337-346.
责任编辑:彭颋
猜你喜欢
表面技术(2022年12期)2023-01-09 12:06:12
太原理工大学学报(2022年3期)2022-05-24 12:46:16
中国机械工程(2022年2期)2022-01-27 07:53:28
硅酸盐通报(2021年3期)2021-04-18 11:01:42
石材(2020年10期)2021-01-08 09:19:54
表面工程与再制造(2019年3期)2019-09-18 01:35:10
中原工学院学报(2019年1期)2019-03-15 11:42:54
制造技术与机床(2017年4期)2017-06-22 11:18:24
超硬材料工程(2016年1期)2016-02-28 22:20:05
超硬材料工程(2016年1期)2016-02-28 22:20:02
