高功率光纤激光切割中厚碳钢板的安全与工艺研究
2022-12-21 08:09济南邦德激光股份有限公司张建柱
机电安全 2022年8期
济南邦德激光股份有限公司 张建柱
■光纤激光切割基本原理
光纤激光切割机可以切割金属片材和金属管材,在耗材、效率、环保等方面也领先于其他传统金属切割工艺。正确使用光纤激光切割机不仅有利于保持切割精度,确保人员安全,还能延长设备使用寿命。本文采用12kW,MAX 光纤激光器对Q235-A 碳钢进行系统的激光切割工艺实验,通过对工艺参数的调整,研究切割速度、喷嘴距离板材表面距离、焦点位置、氧气压力对激光切割质量的影响后,进一步总结调试激光切割碳钢参数的方式方法,采取最合适切割碳钢板的工艺参数组合,实现激光切割碳钢板时工艺参数合理化和标准化,从而使高功率光纤激光在切割中厚碳钢板中得到更为广泛及安全的应用。光纤激光切割是利用高功率密度的激光束扫描过金属材料表面,在极短时间内将金属材料加热到几千甚至上万摄氏度,使金属材料熔化或气化,再用辅助气体将熔化或气化的物质从金属切缝中吹出,达到切割金属材料的目的。碳钢板材激光切割主要分为熔化切割和氧化切割,如图1。

图1 激光切割原理和切割头原理示意图
(1)熔化切割原理
当一定功率密度的激光束照射在金属材料表面时,会造成其表面至上而下开始熔化蒸发,形成孔洞,作为黑体吸收所有的入射光束能量。孔洞被融化金属壁包裹后,与光束同轴的辅助气流把孔洞周围的熔融金属材料吹除带走,不与金属发生反应。随着金属与激光光束之间的相对移动,即形成割缝。
(2)氧化切割原理
激光氧化切割使用活泼的氧气作为辅助气体。由于氧气与已炽热了的金属材料发生化学反应,释放出大量的热量,使得金属材料进一步被加热。金属材料表面在激光束照射下很快被加热到燃点温度,与氧气发生强烈的燃烧反应,放出大量反应热量,在此热量作用下,金属材料内部形成充满蒸汽的小孔,而小孔周围被熔化的金属材料所包围,使燃烧物质转移成熔渣。通过控制氧气流速和金属材料的燃烧速度,将割缝出口处的反应产物即金属氧化物排出,即完成切割。
■激光切割实验条件
实验设备采用BECKHOFF(倍福)激光切割数控系统,深圳创鑫公司生产的MFMC激光器,最大输出功率为12kW,传输光纤芯径为100μm,光束质量参数BPP(光束参数乘积)为4mm·mrad。切割头为德国Precitec2.0,为透镜式聚焦,准直焦距为100mm,聚焦焦距为200mm,聚焦光斑直径为0.2mm,能够承受的最大激光功率为20kW。
实验材料采用Q235A 低碳钢板(冷轧),进行切割并采集数据,探究激光切割碳钢最佳调试方法。辅助切割气体采用体积分数为99.9%的氧气,切割图形为50mm 的方形。Q235A 低碳钢板的主要化学成分如表1。碳钢的物理特性对激光切割有着重要影响,如激光的吸收率、反射率等,Q235A 低碳钢的物理特性如表2。

表1 Q235A 的化学成分

表2 Q235A 的物理特性
■影响中厚碳钢切割质量主要因素的分析试验
根据影响激光切割碳钢质量的因素,选取10mm、16mm、18mm、20mm、25mm 厚度的Q235A低碳钢板进行切割试验,对切割断面效果进行对比分析。(注:设备运行时间长时产生的不稳定性需在长时间切割时才会表现出来,在此不做试验比较。)对选取的不同厚度的碳钢进行工艺优化后,得到的最佳工艺参数如表3。
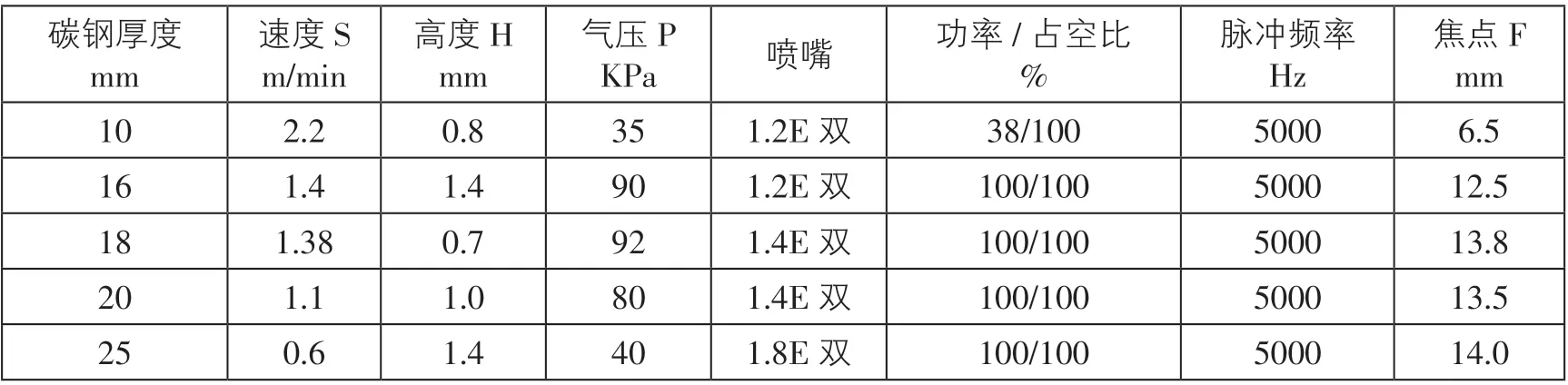
表3 最佳工艺参数
(一)碳钢切割工艺参数的影响
根据最佳切割参数进行试验,最佳标准为切割面下部无毛刺,切割面平滑。通过采用控制变量法,分别从切割高度、焦点位置、切割气压、切割速度4 个方面进行试验,可以直观地验证切割效果的变化。
1.切割高度H(mm)
切割高度H(mm),即喷嘴距离板材表面的距离。在高功率激光切割碳钢时,合适的切割高度,对切割截面的质量影响至关重要。根据不同厚度的碳钢,切割高度设置不同,通过每次调整相应的数值,各切割1次,做好数据记录并比较切割的状态,最终取得切割效果最佳的高度值。经多次切割试验,得到的激光切割碳钢截面状态如图2。
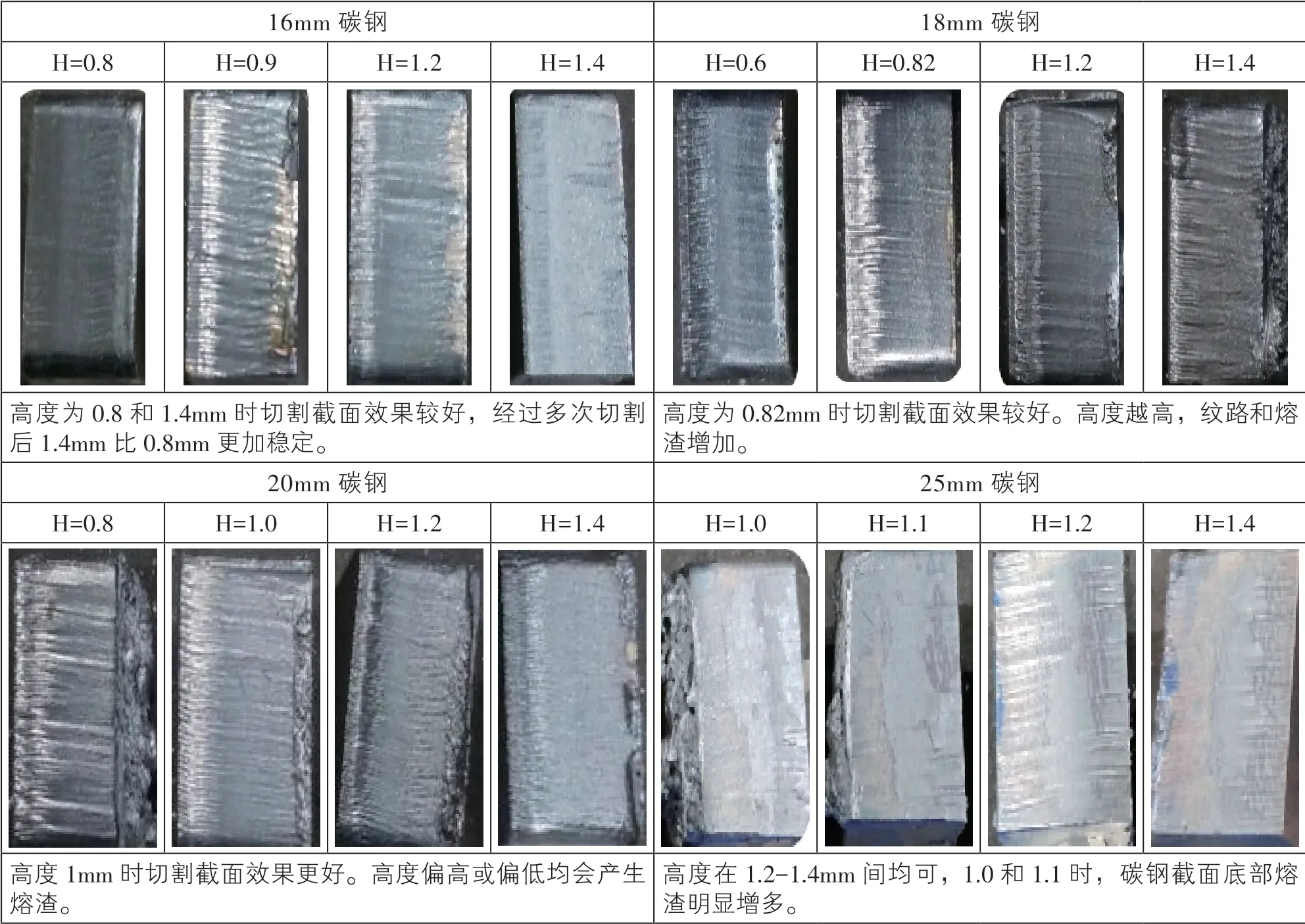
图2 碳钢切割截面状态
理论上碳钢切割高度越低,离板面越近,光束传播质量越高,气体流向也较小,在不影响电容感应的情况,切割高度越低越好。但对于中厚碳钢板来说,正焦切割,切割高度太高,氧气纯度和压力将折损较多,切割高度太近会影响熔渣排出能力。所以对中厚碳钢板来说,切割高度在1mm 左右时,碳钢截面质量较好。
(2)焦点位置F(mm)
焦点位置是激光焦点到碳钢表面的距离,它直接影响到截面粗糙度、切缝坡度和宽度,以及熔融残渣的附着状况。根据焦点的偏移量进行调整,保持其他参数不变。每变化一个固定值,切割1 次,做好记录,并比较切割面的质量,以确定切割最佳的焦点位置。通过以上步骤,经多次切割试验,得到各种厚度碳钢的激光切割碳钢截面状态,见图3。
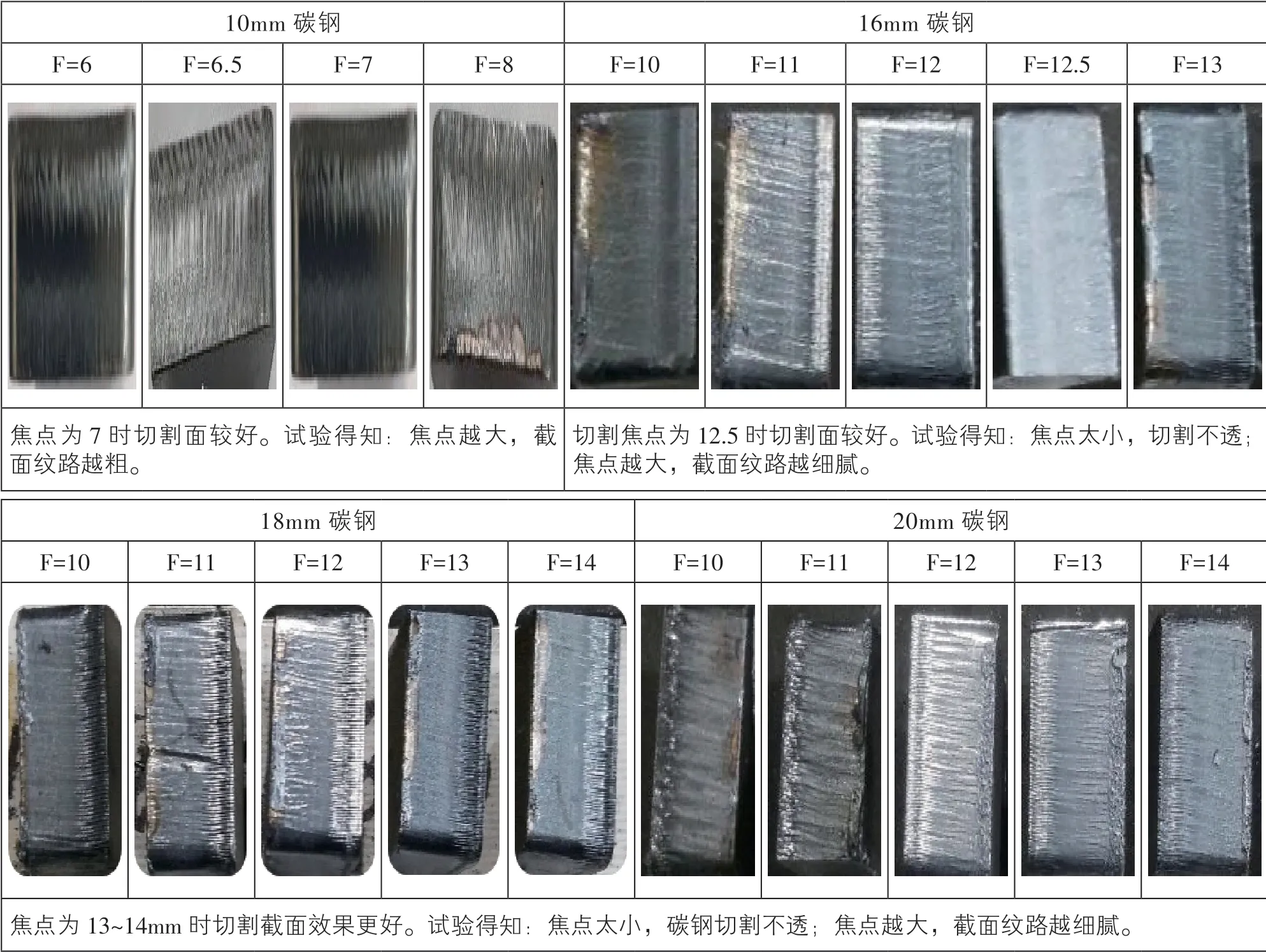
图3 碳钢切割截面状态
在特定条件下,碳钢正焦切割时,焦点在切割材料的上方,光束到达碳钢表面后照射范围变宽,并在切缝内扩散,使切缝下部比上部大,有利于氧气到达碳钢底部参与充分的氧化反应;同时,碳钢底部较大的切缝也有助于熔渣的排除。
对于碳钢的氧气切割来说,在一定焦点范围内,正焦点的偏移量越大,碳钢表面光斑尺寸越大,熔化和氧化反应恰到好处,碳钢切割面就越明亮和越光滑;而超出一定范围,激光束的整体能量不足,切割面完全靠氧化反应的热量形成,造成碳钢下部纹路倾斜严重。也会造成碳钢切不透或底部挂渣。(注:在实际切割应用中,需根据切割需求,选择合适的焦点。)
(3)切割气压P(KPa)
通过比例阀调整切割气体的压力大小,气压从40KPa~100KPa逐步调整,保持其他参数不变,其中1MPa(兆帕)=10bar(巴)=1000KPa(千帕)。
氧气气压每增加一定值,切割1 次,比较切割截面质量,确定切割气体压力值。通过以上步骤,经反复切割试验,得到的激光切割碳钢截面 状态见图4。

图4 碳钢切割截面状态
该试验条件中,在确保氧气纯度的前提下,氧气压力不足,不能完全吹走熔融物,碳钢下表面就会粘附沾渣,粗糙度增加并且切割速度不能提升;如果氧气压力偏大,碳钢表面出现涡流,削弱去除熔融物的能力,导致切缝变宽、切割面粗糙和切割质量变差的情况。
使用氧气切割碳钢主要反应为化学反应,其中氧气有助于散热及助燃,吹掉溶渍,提高碳钢切割截面质量。为了平衡碳钢中碳的灼烧产生更高的热量以及铁的化学反应,在调节氧气气压时要注意压力不可过大。同时也要注意比例阀的控制范围:一般越接近比例阀的压力最低控制范围,碳钢切割的截面越明亮。因此切割时应调节合适的氧气压力,才能得到最佳的碳钢截面切割质量。
(4)切割速度S(m/min)
切割速度选择是根据碳钢的材质和厚度来确定的。通过对不同厚度碳钢的切割速度进行调整,每改变一定的速度值,则切割1 次,做好记录比较切割质量,确定切割质量最佳状态的切割速度。经试验,得到激光切割碳钢截面状态见图5。
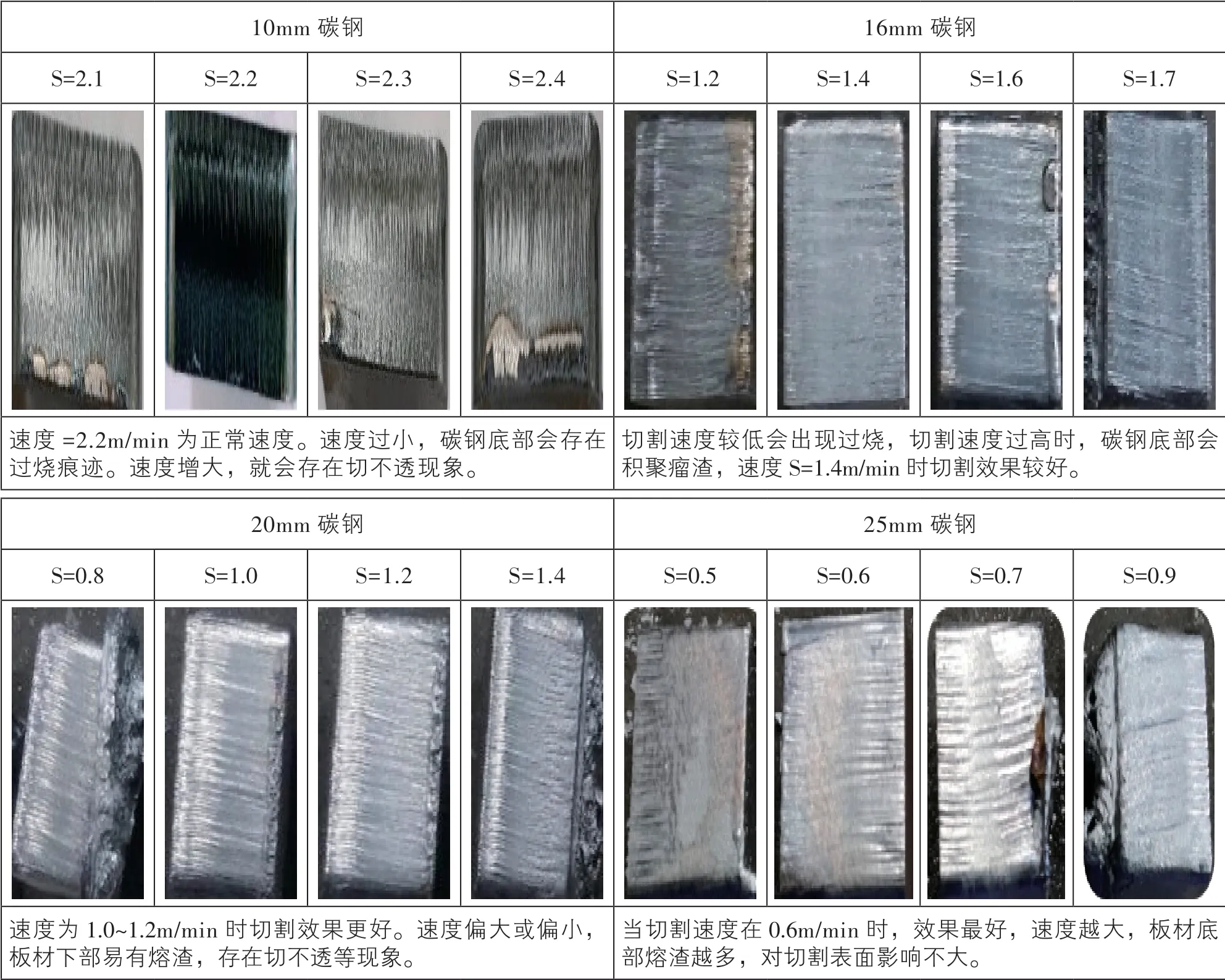
图5 切割截面状态
激光切割加工中,切割速度对碳钢板的截面质量有很大的影响。在特定条件下,切割速度与切割质量并非成线性关系。合理的切割速度是一个范围值,低于此范围则激光束的能量过多停留在碳钢表面形成过烧,高于此范围则激光束能量来不及完全熔化碳钢,熔融物不能及时被吹掉,将会使切缝重新焊接,导致不完全切割的现象。通过进行激光切割的试验,可以进一步掌握中厚碳钢的切割工艺参数调试方向,为高功率光纤激光切割设备调试提供一个参考标准,以达到切割时的安全、稳定及一致的效果。
■光纤激光切割机安全注意事项
1.制定严格安全操作规程,生产时按照说明进行规范操作;光纤激光切割机操作人员,必须经过专业培训,具备资格才能上岗操作;
2.指定激光安全管理区域,在管理区域的出入口设立安全警示标识,提醒内容包括:安全区域范围、激光加工机的功率、激光种类、风险提示、禁止外人进入、注意保护眼睛等风险提示内容;
3.工作区不应有易燃易爆物品存在,同时具有相应的消防防范设施;
4.设备在工作时,操作员不得擅自离开工作岗位或托人照看,应当断电或停机;
5.光纤激光切割机操作者或在激光使用期间接近激光的人员,应佩戴激光防护镜,穿防护衣,在配戴防护镜加工区域内有良好的照明条件,以保证操作者顺利操作;
6.在未弄清材料是否能适用激光切割时,应进行必要技术甄别,以免产生风险。
■结论
作为一种先进的加工手段,高功率激光切割加工技术在我国已得到不断发展与进步,且日渐成熟,越来越为广大加工品生产者所接受。
并且随着计算机技术和光学技术的快速发展,高功率激光切割加工的前景十分光明。但在现阶段激光切割加工仍然存在一些问题,特别是在高功率激光切割中,影响切割质量和安全的问题还有很多,使机械与电气间的互为衔接更为复杂,而且是多种因素并存,稍有不慎就会带来不可估量的安全事故和经济损失。通过对切割工艺进行持续不断的科学探究、改进和技术创新等,既为提升高功率激光切割机的运行效率,也可探讨出益于企业生产中安全性和稳定性的方法,对推动企业营建可持续健康发展的安全运行保障环境具有重要意义。
猜你喜欢
山东冶金(2019年6期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
中学生数理化·中考版(2018年12期)2019-01-31
西南石油大学学报(自然科学版)(2018年4期)2018-08-02
山东工业技术(2016年15期)2016-12-01
新世纪水泥导报(2016年1期)2016-07-01
现代冶金(2016年6期)2016-02-28
中国医疗器械杂志(2015年5期)2015-12-31
装备环境工程(2015年4期)2015-02-28
中国舰船研究(2015年2期)2015-02-10