改进闪速吹炼工艺的研究进展
2022-12-16 07:51罗灿
世界有色金属 2022年17期
罗 灿
(中铜东南铜业有限公司,福建 宁德 352100)
闪速吹炼术的概念起源于一九七九年,但它到了20世纪80年代中期与奥托昆普技术公司合并后,又得到了进一步的发展[1]。闪速吹炼是将熔炼炉中产生的冰铜经熔融液水淬,磨细、晾干后在闪速电炉内以富氧空气或工业氧气进行吹炼,经改变工艺流程后可连续地、自热地产出粗铜。与传统的热旋转高炉生产方式相比,闪速吹炼高炉既能连续产出,且该工艺操作在密闭空间中完成,减少了周期性的开风、停风、进料、出渣作业,互不干扰,完美的避开了熔体在熔炼炉和吹炼炉之间的输送。这不仅能大幅度提高设备的作业率,而且还能有效地控制SO2的逸出,达到严格的环保要求。
1 闪速吹炼的基本原理
闪速吹炼法与闪速熔炼在工艺上十分相似,其目的均是为除铁并脱磺酸基。由于在闪速吹炼中,所处理的主要是粉末状的铜锍,而极少含有脉石成分,再加上闪速吹炼的氧化程度远比闪速风量所控制得要快,使得整个工艺反应大部分都在反应塔和下面的沉淀罐中进行。
反应塔的氧化反应方程式为:
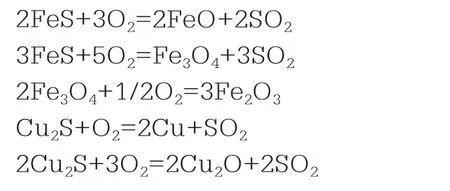
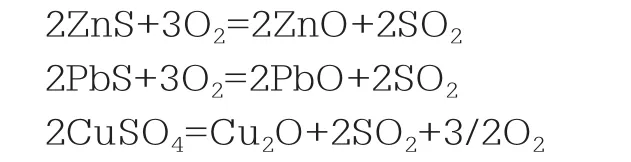
原料铜锍粉末在进入反应塔后,利用对流和辐射在炉中的高温中获得了大量热量,也因此而迅速地增加了金属粒子的自身高温,并使金属微粒在达到交火点后,与空气中很快地进行了化学反应,从而产生了大量的高温,并因此而将自身融化并向周围环境放出了巨大的热量。因为原料的粒子尺度和化学成分均不相同,在化学反应过程中,颗粒较小的冰铜很易被空气加热,先着火后进行化学反应,但只要保证粒子附近始终有空气的存在,化学反应就继续进行,产物主要为过氧化物;而粒径较大的颗粒由于升温过程较长,所以首先着火再进行反应的时间相对落后,而且往往刚着火,周围的空气温度或许就已不足以保证顺利反应,又或是原先反应的熔融物料已经包裹隔绝了空气,或原料已掉落沉淀罐中,导致物质主要是欠氧化性而尚未完全发生氧化,最后掉落沉淀罐中的金属过氧化物与欠氧化剂产生交换反应,得到了金属铜,并同时与造渣的熔剂进行了造渣化学反应。
沉淀池的造铜、造渣反应方程式为:
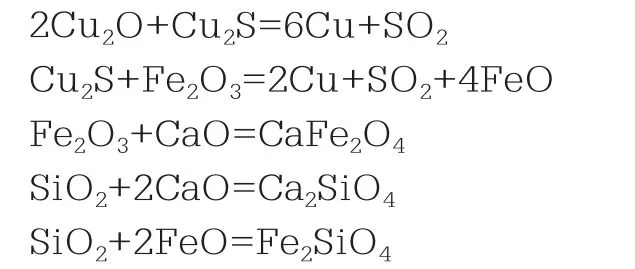
沉淀罐的反应区主要集中在反应塔下,方炉渣的反应层中,距反应塔出口大约一米以内,当反应区完成后,最后阶段的沉淀罐仍处于渣铜分离状态下,但只有在空气中的沉淀产物仍会产生少量的造铜或造渣反应。
2 闪速吹炼的优点
2.1 投资建设小,单炉处理能力大
1台小尺寸反应塔闪速吹炼炉可达到3~8台大尺寸PS转炉的处理量。与此同时,由于闪速吹炼烟气小,故制酸设备及烟气处理尺寸都比较小。
2.2 生产成本低、生产产率高
闪速炉吹炼高品位冷冰铜,用高浓度富氧通气,仍能达到吹炼过程的自热。如果闪速吹炼是低压鼓风(10~15kPa),则产生的烟气量可大幅减低且可减少耐火材料的消耗量,与PS转炉相比,生产成本约可降低10%~20%。随着闪速熔炼技术的发展,采用闪速吹炼工艺,1台闪速熔炼炉,产出的铜量可达30~50万t/a,产率大幅度提升。被公认为世界上最清洁的冶炼厂犹他冶炼厂,其年处理铜精矿量高达110万t/a[2]。
2.3 整个工艺环保效果好
有效地避免转炉出口泄露SO2和吊车在输送冰铜和粗铜的过程中有烟气的问题,制酸过程中烟气量稳定,犹他冶炼厂设计硫总回收率99.8%,实际生产过程中可以达到99.9%。山东阳谷祥光铜业有限公司的硫回收率达到97%,硫的固化率达到99.18%[3]。
2.4 对熔炼炉要求低
闪速吹炼炉处理的原料冰铜,熔炼炉均可为艾萨炉、闪速炉、电炉、鼓风炉、诺兰达炉及澳斯麦特炉等。不比与传统的三菱法吹炼炉,对熔炼炉或保温炉流入的冰铜流量有较高的要求。当然,闪速吹炼和其它连续吹炼一样,也存在含S偏高(S:0.3%~0.5%)的问题,而PS转炉吹炼粗铜一般S的含量在0.05%以下,故阳极精炼时需要有效地增强氧化强度或增加氧化时间[4]。
3 闪速吹炼技术的进展
世界上第一台闪速吹炼炉于1995年在美国犹他州的肯尼科特铜业公司投料生产,经历6个炉期后,炉闪吹炉的寿命延长到了5年多,第七次炉期的寿命估计可以达到7年,很有可能可以达到10年以上。于2007年9月,第二台闪速吹炼炉在我国的山东省阳谷祥光铜业投产,其第一炉期达到了3年多。肯尼科特的闪速吹炼自1995年投产以来,在工艺控制和炉体结构方面的进行了多次的整改,其主要整改的部分是冷却元件的设计及耐火砖砌筑方面。
3.1 炉体砌筑结构的改进
肯尼科特闪速熔炼炉的结构和水冷元件的设计灵感来自于奥林匹克达姆和波兰KHGM一步铜熔炼炉。但一步法炼铜闪速炉产生的炉渣SiO2含量较高,而闪速炉炉渣主要为铁氧体、铜盐和钙盐,对耐火砖具有很强的腐蚀性,流动性好。开始投料数个月后,沉淀池发生决口事故,主要是由于操作失误造成粗铜口的水套烧坏。1999年,由于反应塔下端壁下砖浮起,造成铜端壁破口。为了提高炉体的稳定性和保护冷却元件,2001年进行了冷修,对炉体进行了以下几个方面的改进[5]:①对反应塔顶部墙体砌筑进行了改进,降低了耐火砖在顶部墙体上漂浮的风险;②对侧壁砌筑进行改进,将拱角砌筑成台阶状,并采用炉底耐火砖保护侧壁水套,防止与熔体接触。③反应器侧炉底结构设计为“体育场”形式。在炉底侧壁和端壁附近使用长度为650 mm的耐火砖,使炉底更高,并将炉底耐火砖压紧,使砖体稳定;④多加了两个粗铜排放口,延长了排放口的停炉检修时间。
2004年初,Hatch开始使用底部检测技术,能够快速检测出底部状况,特别是异常熔体损坏或泄漏[6]。
3.2 改进炉体冷却系统
肯尼科特最开始用的冷却元件是平板铜水套,在水平面上很难保持挂渣的保护层,受不住高温,所以它不能与熔体中的粗铜直接接触。在1997年的一次大修中,冷却元件被嵌有蒙乃尔铜镍合金的Hatch铜水套所取代。耐热表面设计成华夫饼的形状,罐体内部内衬耐火砖。冷却元件耐高温,可与粗铜熔体直接接触。在2001年,我们对冷却系统作了以下改进[7]:①在反应塔周围的沉淀池边加BIC水套;②加强炉体冷却的检测设备,在沉淀池侧墙和烟气区的水套边上都安装水温差的检测器;在反应塔和沉淀池的水套上装嵌入式的热电偶;在每一个排放口都装有流量检测器和热电偶,设备运行前设定好水温升温速度和冷却水的流速,若出现报警,则应立即停料或降料,停止熔体排放。③将侧墙两块水套组合成一整个大的水套,把水平接缝去掉,以防水套接缝漏铜。通过完善炉体结构和冷却系统,稳定闪速吹炉的炉体结构,正常运转了5年多后,于2006年9月进行停炉检修。在检修过程中发现,冷却元件和底炉的耐火砖完好无损,说明实际的闪速吹炼炉的寿命远大于5年。根据肯尼科特的经验,身体颜色的砖和冷却的设计元素阳谷祥光和冶炼厂和铜陵也学会采用“球场”形状和加强炉底结构,和冷却水套采用耐热钢和热表面衬套,可直接接触。
4 改进影响闪速吹炼工艺的因素
4.1 入炉原料的控制
入闪速炉的原料有:冰铜粉、CaO、SiO2、吹炼炉的ESP、燃料、工业氧气和鼓风等。
闪速吹炼炉对冰铜的要求比PS的要求高,主要控制的两个指标为品位和SiO2的含量。①品位。闪速炉对冰铜的含量要求应控制在67%~72%,品位太低,含FeS的含量太高,反应放热大,且造渣量会变大,渣中含铜量也会随之增多。但是冰铜的品位过高,会对炉况和铜的回收率有较大的影响,也会加大冰铜气流输送的难度。②SiO2的含量。冰铜中SiO2的含量需要控制在0.5%以下,若冰铜中SiO2的含量达到0.6%以上,则渣中SiO2的含量会高于3%以上,随之会形成较多的CaSiO4,造成渣粘,影响渣的流动性。入炉的物料对炉况的影响较大,并且校正周期长,所以严格控制好炉况是稳定运行闪速吹炼炉的前提。③粒度。原料冰铜的粒度对吹炼过程很重要,一般需要把粒度控制在:+150μm的占比为1%,-150~+75μm占比为9%,-75~+45μm占比为26%,-44μm占比达到60%~65%。④生石灰熔剂。犹他铜冶炼厂开始用石灰石作溶剂,但由于碳酸钙分解过程是吸热,燃料消耗加大,且生石灰造渣产生的烟量大,后来就氧化钙代替了生石灰。⑤石英熔剂。加SiO2是为了将渣中的四氧化三铁控制在一定的范围内,为了控制渣量,要求石英中SiO2的含量在90%以上。⑥烟灰。加入的烟灰主要为CuSO4,由于分解CuSO4是吸热反应,所以通过控制烟灰的加入量来调节吹炼炉的热平衡。
4.2 控制渣型的影响
与传统转炉不同,闪速炉在适宜的温度下可生产低铜低粘渣。闪速熔炼炉渣相一般为Cao-FeO-Fe2O3-Cu2O四元系,比三元系渣相复杂。其重要组份为SiO2,如果参数控制不好,会导致工艺更加复杂。闪速吹炼是在强氧化条件下完成的,过程中会产生大量的Fe3O4。与PS转炉不同,闪吹采用的是铁氧体钙渣。与硅铁渣相比,Fe3O4的溶解能力更强,可达20%,且渣中含有大量的Cu2O,大大提高了Fe3O4的溶解能力,虽然反应产物中有大量的Fe3O4,但不会引起Fe3O4的析出。在生产过程中应控制闪吹炉渣的主要成分:Cu:18~20、S:0.2~0.3、SiO2:1.5~2.5、Fe:35~42、CaO:16~18、Fe3O4:24~36、CaO/Fe:0.32~0.42。肯尼科特通过调节原料中SiO2的量来控制炉渣的CaO/Fe比,有效地减低SiO2的影响。可以加入少量的石英石来维持炉子结构的相对稳定,有效地调节物料平衡和热平衡,加强工艺对炉结变化的适应能力。为了解决SiO2的问题,一般调节炉渣的组分和操作的温度。通过控制冰铜的配料,有效地降低冰铜夹渣的影响。
4.3 控制炉内熔体温度的影响
通常,沉淀池温度应控制在1250℃,控制范围为±15℃,但根据炉结状况及渣中As的含量,需要适当地提高温度。炉温可以通过控制燃料的量和富氧浓度来达到,控制温度最佳的手段是富氧的浓度。使用热电偶,放在渣和粗铜排放口或沉淀池顶部,可以检测温度,也可通过液位检测杆进行目测观察。反应塔冷却水带着的热量代表反应塔热的变化。
4.4 控制上升烟道和锅炉炉结的影响
在闪速炉的运行过程中,上升烟道和炉结受控起到非常重要的作用。需要严格地把控好热平衡,还要及时清理炉体内残留的垃圾,肯尼科特在炉结控制方面取得了很大的进展。实际上,上升烟道炉结是可控的,锅炉根本没有结;上升烟道出口炉接口处的爆破可与熔体出口衬里更换同时进行,每周一次。
4.5 控制熔体面的影响
吹渣对耐火砖有较强的腐蚀作用。耐火砖的内衬仅用几个月的时间就基本被腐蚀,导致铜水套与熔体直接接触。担心炉壁上的铜水套与粗铜熔体接触,造成漏水。操作过程中,应保证拱角砖下方粗铜液面。为防止渣从铜口溢出,必须将铜的最低液位保持在铜口标志以上。
4.6 控制粗铜及渣口的影响
粗铜口和出渣口设有铜水夹套冷却装置。铜水套与粗铜熔体接触,可能发生漏水。如果经常使用氧气燃烧器,容易烧坏铜水套而发生事故。由于使用氧气燃烧器,1995年肯尼科特铜泄漏事故和2010年阳谷祥光铜泄漏事故被酿造出来。为了防止事故再次发生,两家冶炼厂制定了严格的操作程序。
4.7 阳极精炼
许多冶炼厂最关心的是用闪速吹炉连续产出的粗铜,氧化过程等流程周期长。肯尼科特于1997年开始使用透气砖,通过搅动透气砖,在加料过程中粗铜里的S大部分已脱除,故还原前的氧化段通常只需10min~30min,有时都不需要氧化。虽然粗铜中S的含量达0.4%以上,但是也不会影响作业时间。肯尼科特采用天然气混蒸汽还原,其主要取决于粗铜成分和操作控制,总的还原率可达到70%~90%以上,600t粗铜还原只需一个多小时,大概只要60min~90min,总作业周期,即氧化→倒渣→还原,用时不到2.5h。
5 闪速吹炼技术应用的前景
随着对环保的意识越来越强,目前对环境标准的要求制定越来越严格,使很多冶炼厂受到了很大的影响。随着时代的发展,铜冶炼厂之间的竞争压力大,各厂不断引进先进的工艺、降低生产成本。
5.1 闪速吹炼技术可以达到环保要求,替代传统的转炉
闪速吹炼炉可连续生产,且该工艺操作在密闭空间中完成,减少了周期性的开风、停风、进料、出渣作业,互不干扰,完美的避开了熔体在熔炼炉和吹炼炉之间的输送。因而生产过程中很少有SO2逸出,烟气量较稳定,过程容易控制,制酸工艺稳定。闪速吹炼的烟气小,产出的SO2量高,可达到30%~40%,不仅制酸高,而且可以提高S的回收率,有效地降低生产成本。肯尼科特开始用闪速吹炼后,硫的回收率达到了99.95%,SO2排放量低于800 t/a。
PS吹炼工艺S的回收率要达到99.9%是很难的,随着环保要求越来越严,采用传统的PS吹炼工艺的难度增加。而闪速吹炼工艺可以满足环保要求,让冶炼厂在环保方面可以减小压力。所以从环保角度出发,目前,替代PS吹炼工艺的最佳选择为闪速吹炼工艺。
5.2 闪速吹炼工艺经济效益明显
使用传统的吹炼工艺的冶炼厂,如果想要增加产量,只能增加转炉的数量。闪速吹炼输送的冰铜是固态,所以新建的闪速吹炼工艺在空间上有明显的优势,老厂要进行扩产,最佳的方案是用闪速吹炼工艺替代传统的PS转炉,这样不仅有效地提高生产能力,而且还能改善环境。
5.3 闪速吹炼可以进行精矿的直接炼铜及外购冰铜的吹炼,优化铜生产链
随着选矿工艺的不断优化,铜精矿品位也越来越高。希望在不久的将来,能够实现矿山中高档铜精矿的直接销售。而把低品位的铜矿在小冶炼厂里加工成冰铜后再外售。
相信过不了多久,高品位的精矿和冰铜可以支撑起一个很大的市场。目前最经济的工艺方案为,原料用高品位精矿和冰铜,工艺用闪速吹炼,产出粗铜。近年来,冶炼厂可以实现的方案有单独把高品位的铜精矿炼成粗铜,有的把高品位的精矿和冰铜混合熔炼成粗铜,还有的把冰铜吹炼成粗铜。工艺改用闪速吹炼,不仅可以提高生产总值,而且可以增加生产组织的灵活性。
5.4 闪速吹炼为铜精矿直接炼铜开辟了新的道路
铜精矿闪速炉直接熔炼与冰铜闪速炉熔炼在工艺上有相似之处。随着流程的不断优化,对直接炼铜的铜精矿品位要求越来越低。由于环保要求的力度增大,以后传统的转炉的使用越来越少,但是许多冶炼厂又没有多余的资金进行大规模的整改,闪速吹炼炉成为了最佳的选择。
猜你喜欢
大型铸锻件(2022年4期)2022-08-16
铝加工(2021年6期)2021-12-04
有色金属材料与工程(2021年2期)2021-11-28
有色设备(2021年4期)2021-03-16
铝加工(2020年6期)2021-01-13
西部资源(2019年2期)2019-11-12
农村经济与科技(2019年13期)2019-09-19
感悟(2009年11期)2009-12-04
阅读与作文(初中版)(2004年6期)2004-02-11
青年文摘·上半月(1988年1期)1988-11-01