
攀西地区钒钛磁铁矿石弱磁选工序前浮选硫钴的探讨
2022-12-05 05:08翟雨可常自勇王晓莉王化军
金属矿山 2022年11期
翟雨可 常自勇 王晓莉 刘 伟 汪 涵 王化军
(1.北京科技大学土木与资源工程学院,北京 100083;2.金属矿山高效开采与安全教育部重点实验室,北京 100083;3.攀钢集团矿业有限公司选矿厂,四川 攀枝花 617063)
钒钛磁铁矿石中主要元素包括铁、钒和钛,主要有价矿物为钛铁矿、磁铁矿等,钒钛磁铁矿资源的合理利用对国家的稳定发展有着重要意义。攀西地区是我国特有的钒钛资源富集地区,据调查,攀西地区累计探明钒钛磁铁矿资源储量达100亿t,占我国钒钛磁铁矿资源储量的83%,是我国最大的钒钛磁铁矿产区。其中,铁资源储量约81亿t,约占我国铁资源储量的20%,世界铁资源储量的5%[1];钒资源储量达1 600万t,约占我国钒资源储量的63%,世界钒资源储量的21%;钛资源储量9亿t,约占我国钛资源储量的93%,世界钛资源储量的35%[2-3]。攀西地区主要是岩矿型钒钛磁铁矿矿床,有价金属元素除铁、钒、钛以外,还伴生有硫、钪、钴、镍、铜等,具有很高的经济价值,若是这些资源能够得到回收利用,将缓解我国资源短缺的情况,为我国战略资源的供应提供强有力的支持。
1 攀西地区钒钛磁铁矿石伴生硫钴资源概况及回收利用现状
攀西钒钛磁铁矿矿石中硫品位约为0.6%,硫化物中伴生有钴、镍、铜等有价金属。硫化物呈他形不规则粒状或以集合体形式分布于脉石矿物间隙,粒度变化大,一般为0.1~1 mm,少数包裹于钛磁铁矿和钛铁矿中,粒度偏细,一般为0.025~0.06 mm。矿石中硫化矿物以磁黄铁矿为主,其次为黄铁矿、黄铜矿、镍黄铁矿等。磁黄铁矿常含有镍黄铁矿、紫硫镍矿、硫钴矿、硫镍钴矿等包裹体,钴元素主要以类质同象形式存在于黄铁矿和磁黄铁矿中。因此分离提取磁黄铁矿及黄铁矿可以达到回收钴的目的[4-7]。伴生在攀西地区钒钛磁铁矿矿石中的硫资源储量约有6 000万t,还伴生有90万t的钴、70万 t的镍和50万 t的铜[8-10]。
在回收钛铁矿的过程中,为了去除对于钛精矿有害的硫化物,在钛铁矿浮选工艺之前,采用浮选工艺脱除强磁选钛粗精矿中的硫化物。当浮选硫精矿中钴品位达到工业利用标准或钴处于高价位时,作为硫钴精矿销售;当浮选硫精矿中钴品位达不到工业利用标准或钴处于低价位时,只能作为硫精矿销售,钴未得到利用;当浮选硫精矿中钴品位达不到工业利用标准,并且钴价处于低价位、硫精矿也处于低价位时,该硫精矿混入最终尾矿排往尾矿库堆存。攀钢集团矿业有限公司选钛厂和四川龙蟒矿冶有限责任公司,只在钛精矿浮选脱硫段回收了硫钴,得到硫钴精矿(S品位15%、Co品位0.13%)[11-12],硫钴精矿品位较低,且与铜、镍等多种金属共生,加上其他杂质元素,产品价值不高。若是不能够通过精选进一步富集硫钴,常常当作尾矿排入尾矿库,并未发挥其真正价值[13]。攀钢集团矿业有限公司选钛厂每年生产钛精矿约10万t,其副产品硫钴精矿产量约1.2~1.8万t[14-16]。截止到2020年底,硫钴精矿主要以硫精矿形式销售,用于制造硫酸,只有硫被利用,钴、镍、铜未得到有效利用[17]。针对硫钴资源的可利用程度,国内外学者做了大量的回收试验研究,均仅限于实验室试验研究阶段。杨耀辉等[18]提出了一种新型的硫钴矿浮选分离药剂制度,钛精矿浮选脱硫得到的硫钴粗精矿通过1粗3精浮选工艺流程得到硫精矿和钴精矿,可以获得钴品位0.8%、作业回收率80%的钴精矿,以及硫品位29%、作业回收率63%的硫精矿。截止到2021年底,上述工艺技术尚未生产应用,攀西地区硫钴资源利用率低的问题未得到根本解决。
2 攀西地区钒钛磁铁矿石伴生硫钴回收利用途径
攀西地区钒钛磁铁矿石的选矿原则工艺流程为阶段磨矿—弱磁选选铁—选铁尾矿强磁选选钛—强磁选钛粗精矿浮选脱硫—浮选钛铁矿。针对攀西地区硫钴资源回收利用途径的研究主要有4个方面:强磁选钛精矿浮选脱硫回收伴生硫钴;强磁选尾矿浮选回收伴生硫钴;铁精矿浮选脱硫回收伴生硫钴;弱磁选工序前浮选回收伴生硫钴。
2.1 钛精矿浮选脱硫回收硫钴
钛精矿浮选脱硫是攀西地区回收硫钴的主要途径,得到了大量的工业化应用,主要有攀钢集团矿业有限公司白马选矿厂、攀钢集团矿业有限公司选钛厂、四川龙蟒矿冶有限责任公司选矿厂。为了保证钛精矿硫品位低于0.2%,选钛生产工艺流程配置了浮选脱硫工艺,将硫化物富集在粗硫钴精矿中,当作硫酸原料出售时造成了钴资源的浪费。为此,戴向东[19]采用1粗1扫2精的浮选工艺流程处理粗硫钴精矿,在硫酸用量200 g/t、丁基黄药用量400 g/t、2号油用量80 g/t的条件下,得到硫品位37.43%、钴品位0.291%的硫钴精矿。朱俊士[20]对粗硫钴精矿进行再磨再浮,在不改变文献[19]药剂条件的情况下将钴品位提高到0.38%。朱福兴等[21]使用新型捕收剂CF,同样采用1粗1扫2精的浮选工艺流程,得到硫品位35%、钴品位0.32%的硫钴精矿,硫作业回收率接近80%、钴作业回收率>85%。刘述忠[22]以丁基黄药+CK为组合捕收剂、硫酸铜为活化剂,可以得到钴品位>0.3%、钴作业回收率>80%的硫钴精矿。邓杰等[12]研究发现,硫钴粗精矿表面发生了一定程度的氧化,先用2 000 g/t的硫酸活化硫化矿,再采用先富集硫化矿物再分离得到钴硫精矿和硫精矿的“精选—分离”流程,在丁基黄药用量300 g/t、2 号油用量50 g/t、石灰用量 600 g/t的条件下得到钴品位0.7%、硫品位41%的硫钴精矿,钴作业回收率<50%,粗硫钴精矿精选精矿钴品位提高到了工业利用标准,但回收率较低。按照文献[21]的试验研究成果计算,粗硫钴精矿精选选矿比1.7,若按粗硫钴精矿产量1.3万t/a计算,如果增加浮选精选工艺,最多回收约0.8万t/a硫钴精矿;按照2021年12月金属钴市场价格45万元/t,硫钴精矿中的钴全部回收、并按照金属钴市场价格计算,选矿厂出售硫钴精矿最大销售额为500万元/a,扣除生产成本和钴金属销售折扣,没有经济意义。经济分析表明,生产增加粗硫钴精矿浮选精选工艺经济性差,因此,这些研究成果并未在生产中得到应用。
2.2 强磁选钛尾矿浮选回收伴生硫钴
强磁选钛尾矿中含有硫钴,虽然硫钴品位低,但数量大,因此,对强磁选钛尾矿中的硫钴回收也有研究报道。针对硫品位0.6%、钴品位0.016%的强磁选钛尾矿,邓杰等[23]以硫酸为调整剂和活化剂,丁基黄药为捕收剂,松醇油为起泡剂,对强磁选钛尾矿采用1粗1扫浮选工艺流程,得到硫品位6.53%、钴品位0.063%的粗硫钴精矿;粗硫钴精矿采用精选—精矿再磨再选—强磁选工艺流程分离硫钴,得到钴品位0.4%、作业回收率19%,硫品位50.45%、作业回收率23%的硫钴精矿,选矿比达400;有部分硫化物在选别过程中损失在中矿里,造成硫钴回收率偏低。为了进一步提高硫钴精矿的钴品位,XIAO等[24]采用1粗3扫3精的浮选工艺流程,在磨矿细度-0.074 mm占80%、矿浆pH=8、硫酸铜用量100 g/t、丁基黄药用量30 g/t、松醇油用量 30 g/t的条件下,得到钴品位2.08%、钴作业回收率85%,硫品位36.12%、硫作业回收率86%的硫钴精矿。与文献[23]试验结果相比,成功将钴的品位提高5倍,回收率也超过80%,选矿比77;粗硫钴精矿浮选药剂费用及电费约25元/t,精选硫钴精矿生产成本约为2 000元/t,硫钴精矿选矿生产成本较高,目前未见生产应用。
2.3 铁精矿浮选脱硫回收伴生硫钴
攀钢矿业有限公司生产的弱磁选铁精矿在选矿阶段未进行浮选脱硫作业,其硫含量超标(含硫0.7%左右),降低铁精矿中的硫品位成为亟须解决的问题。铁精矿脱硫不仅可以减少对环境的污染,还可以回收其中的硫钴,达到节能减排和资源综合利用的目的。王勇等[25]为了综合回收钒钛磁铁矿矿石中的硫钴,采用磨矿弱磁选—铁精矿脱磁—1粗1扫3精的开路浮选工艺流程,得到全铁品位56.02%、硫品位30.02%、钴品位0.30%,硫回收率16.41%、钴回收率6.15%的硫钴精矿。该研究磨矿细度为-0.074 mm占88%,部分硫化物抛除在弱磁选尾矿中,硫钴回收率偏低。吴勇等[26]采用1粗2扫3精的浮选工艺流程处理含硫钒钛弱磁选铁精矿,能够获得钴品位0.3%、硫品位30%、钴作业回收率6.2%、硫作业回收率16.4%的硫钴精矿,增加扫选次数钴品位和回收率并没有显著提高。吴宁等[27]采用弱磁选铁精矿再磨—二段粗选浮选—浮选粗精矿再磨—1粗1精浮选工艺流程,可以将硫的作业回收率提高到80%以上;该研究创造性地将粗选精矿和扫选精矿合并,采用纳米陶瓷球为艾萨磨机的磨矿介质,将钒钛铁精矿磨至-0.038 mm占80%,使磁黄铁矿充分解离,降低了细磨过程中铁质对磁黄铁矿表面的污染,有效地提高了硫的品位和回收率。如前分析方法,以文献[27]试验结果为测算依据,含硫钒钛弱磁选铁精矿脱硫并回收硫钴精矿的选矿比约为50,选矿生产成本约为浮选药剂及电费15元/t×选矿比50=750元/t,硫钴精矿选矿生产成本较高,目前未见生产应用。
2.4 弱磁选工序前浮选回收伴生硫钴
目前,针对攀西地区钒钛磁铁矿石,国内外学者并未涉及弱磁选工序前浮选回收硫钴的研究。钒钛磁铁矿原矿中含硫0.64%,钒钛磁铁矿石磨矿后弱磁选抛尾,钒钛磁铁精矿含硫0.75%,弱磁选尾矿含硫0.56%,弱磁选尾矿硫分布率约50%[25,28-30]。约有一半硫钴进入到弱磁选铁精矿中,另一半硫钴进入到弱磁选尾矿中,硫(钴)主要以磁黄铁矿和黄铁矿的形式赋存,在所有选别作业前预先浮选硫化矿物,可得到硫钴粗精矿,降低弱磁选铁精矿含硫量并有可能删减后续钛粗精矿浮选脱硫工艺,提高硫钴的回收率。为了填补这方面研究的空白,本文进行了浮选方案设计及浮选试验验证,探索弱磁选工序前浮选硫钴的可行性,为提高攀西地区硫钴资源利用率探索一条新途径。
3 弱磁选工序前浮选回收伴生硫钴的方案设计与探索试验
3.1 试验样品
试验样品取自攀钢集团矿业有限公司选矿厂细碎矿石料堆,在实验室破碎至-3 mm混匀备用。原矿X射线荧光光谱分析结果见表1,XRD分析结果见图1。

表1 原矿X射线荧光光谱分析结果Table 1 Results of X-ray fluorescence spectrum analysis of raw ore %
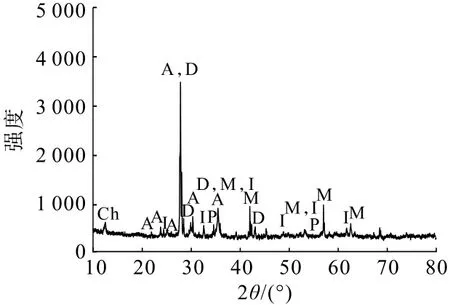
图1 原矿XRD图谱Fig.1 XRD pattern of raw ore
由表1及图1可知:原矿中主要成分为Fe2O3、TiO2、CaO、SiO2、Al2O3、MgO 等,硫、钴含量较低;主要矿物有钛铁矿、磁铁矿、黄铁矿、斜长石、透辉石、绿泥石等。
3.2 实验室弱磁选工序前浮选回收伴生硫钴试验
将-3 mm原矿用实验室球磨机磨至-0.074 mm占40%,使用XFD-0.5L单槽浮选机按正交表L9(34)开展正交试验,通过正交试验结果极差分析,得到最佳浮选药剂制度为:硫酸铜250 g/t,异戊黄药150 g/t,3号起泡剂30 g/t。验证试验得到粗硫钴精矿产率14.33%,硫品位3.11%、钴品位0.06%、镍品位0.03%、铜品位0.1%,硫回收率68.14%、钴回收率35.12%、镍回收率47.23%、铜回收率43.12%。试验结果表明从钒钛磁铁矿石弱磁选工序前浮选回收硫化矿技术上是可行的。
3.3 快速浮选方案设计
攀钢集团矿业有限公司选矿厂原矿硫品位0.61%、钴品位0.03%,如果采用常规浮选机在弱磁选工序前浮选硫钴,入选矿量大,矿浆体积大,需要投入的浮选机容积大,设备投资大,占地面积大,能源消耗大,选矿生产成本高,难于实现。因此,为实现弱磁选前硫化矿物的早收快收集中收,提出2种快速浮选方案:方案一是在球磨机中加入浮选药剂,在磨矿过程中同步完成浮选药剂的搅拌、自然充气(或有压充气)并形成矿化气泡,矿化气泡随矿浆排出球磨机后采用快速气泡分离器分离矿化气泡,得到粗硫钴精矿,实现快速浮选初步富集,粗硫钴精矿再采用常规浮选机精选及细磨精选,得到硫钴精矿;方案二是设计浅槽快速浮选机替换球磨机排矿溜槽(可将浮选药剂加入到球磨机中)或一段水力旋流器分级溢流管道(可将浮选药剂加入到水力旋流器给矿泵池中),在球磨机排矿或一段水力旋流器分级溢流排矿过程中实现快速浮选初步富集,粗硫钴精矿再采用常规浮选机精选及细磨精选,得到硫钴精矿。
3.3.1 球磨机磨矿浮选一体机设计
将实验室的球磨机进矿口端盖通过空心轴与滑动套筒连接到充气装置上,可以给球磨机充入适量的空气,为球磨机内浮选提供充足的空气及泡沫输送动力;在球磨机给矿口添加浮选药剂,磨矿过程中充气、矿化、部分气泡上浮;上浮气泡随过剩空气在球磨机排矿口安装的泡沫管排出,溢出的矿浆随排矿端的反向螺旋导回球磨机继续磨矿;球磨机磨矿到规定的磨矿时间停止供气,断开供气管,打开球磨机端盖排出矿浆;将溢出泡沫及磨矿矿浆分别湿式缩分,取样制样化验硫品位,计算产率和回收率。该类型矿石能够回收的伴生有价金属钴镍铜主要富集于硫化矿物,因此,可以根据硫回收率的高低,评价伴生有价金属钴镍铜的回收情况。球磨机磨矿浮选一体机结构简图如图2所示。

图2 实验室球磨机磨矿浮选一体机结构简图Fig.2 Structure diagram of laboratory ball mill grinding flotation integrated machine
3.3.2 浅槽快速浮选机设计
浅槽快速浮选机设计借鉴了粉体输送斜槽结构和浮选柱原理,在底部大量充气的条件下,形成的密集微小气泡快速与目的矿物颗粒矿化,采用矿浆分离隔板将升浮至矿浆表面的矿化气泡连同表面的薄矿浆层截留至精矿收集槽,下部矿浆则进入尾矿收集槽;将精矿收集槽产品和尾矿收集槽产品分别湿式缩分,取样制样化验硫品位,计算产率和回收率。如前所述,可以根据硫回收率的高低,评价伴生有价金属钴镍铜的回收情况。浅槽快速浮选机结构简图如图3所示。
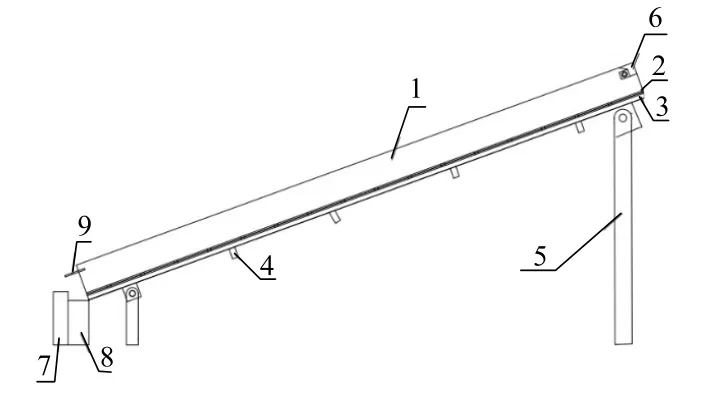
图3 浅槽快速浮选机结构简图Fig.3 Structure diagram of shallow tank rapid flotation machine
3.4 快速浮选试验验证
3.4.1 球磨机磨矿浮选一体机试验验证
设计的磨矿浮选一体机在试验矿石一段磨矿一般的磨矿浓度下充气磨矿,未能够产生合适的矿化泡沫。降低磨矿浓度可以观察到有矿化气泡产生,并在矿浆表面富集,形成泡沫层。但是降低磨矿浓度会影响磨矿效果,不能达到磨矿同步进行浮选的目的。
由矿浆流变性可知,低浓度矿浆是牛顿流体,不具有屈服应力,而高浓度矿浆是非牛顿流体,具有宾汉体的性质[34]。当施加剪切应力(搅拌强度)较低而不足以破坏这种结构时,体系只发生变形而不流动;当施加剪切应力超过屈服应力时,体系的结构被破坏而出现流动。矿浆在流动的过程中,矿粒悬浮与气泡碰撞粘附,产生矿化气泡。实验室试验测定了矿浆浓度与矿浆黏度以及屈服应力的关系。
取磨矿细度为-0.074 mm占45%的干矿样,分别配制成质量浓度40%~80%的矿浆,用流变仪测定矿浆黏度与屈服应力,结果如图4所示。

图4 矿浆黏度及屈服用力随浓度变化曲线Fig.4 Pulp viscosity and yield force vary with concentration
由图4可知:当矿浆质量浓度小于60%,矿浆黏度较小,屈服应力几乎为0,球磨机旋转施加剪切力使矿浆流动;当矿浆质量浓度大于60%,矿浆黏度呈指数增长,矿浆开始出现屈服应力,矿浆浓度继续增大至65%时,屈服应力呈指数型增长;当矿浆质量浓度为75%时,矿浆黏度0.57 Pa·s、屈服应力 159 Pa,球磨机旋转施加的剪切力大于屈服应力时,矿浆才能够流动,进而颗粒和气泡才有接触碰撞的概率。而球磨机在磨矿时的转速为87 r/min,小于叶轮的转速2 130 r/min,球磨机的搅拌强度比机械搅拌式浮选机小;高浓度浮选要求有足够大的搅拌强度,克服屈服应力使矿浆流动,现有球磨机的搅拌强度达不到高浓度浮选(C≥75%)的要求。
3.4.2 浅槽快速浮选机试验验证
3.4.2.1 加药地点的影响
浅槽快速浮选机的药剂添加地点有2处,一是将调整剂和捕收剂添加在球磨机里,起泡剂加入搅拌桶中;二是将调整剂、捕收剂、起泡剂加入搅拌桶中。固定浮选浓度40%,硫酸铜250 g/t,异戊黄药150 g/t,3号起泡剂30 g/t,不同加药地点的试验结果如表2所示。

表2 加药地点试验结果对比Table 2 Results of dosing site comparison test %
由表2可知:将药剂加入球磨机中浮选硫精矿回收率明显高于将药剂加入搅拌桶。捕收剂和调整剂加到球磨机中能及时作用于矿物的新鲜表面,作用时间长,硫精矿回收率相对较高。
3.4.2.2 充气量的影响
充气量显著影响浅槽快速浮选机浮选速率。浮选药剂制度同上,将浮选药剂加到球磨机内磨矿,采用空气流量计调节充气量,浮选试验结果如图5所示。

图5 充气量浮选试验结果Fig.5 Results of aerated flotation test
由图5可知:适当增加充气量有利于提高硫精矿回收率。充气量1.6 m3/m2·min时浮选硫精矿硫品位1.83%、硫回收率68.86%,可作为后续试验的充气量条件。
3.4.2.3 浮选矿浆浓度的影响
浮选矿浆浓度不仅影响浮选技术指标,还影响浮选机容积。浮选药剂制度同上,将浮选药剂加到球磨机内磨矿,充气量1.6 m3/m2·min,浮选矿浆浓度试验结果如表3所示。
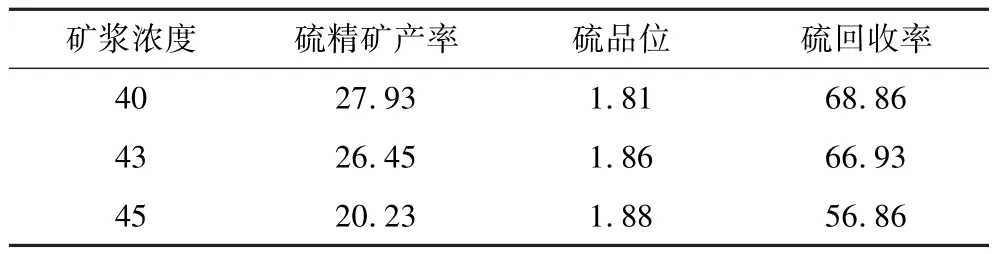
表3 浮选矿浆浓度试验结果Table 3 Results of flotation pulp concentration test %
由表3可知:随着浮选浓度的增加,硫精矿回收率逐渐下降。矿浆浓度增大,矿浆的黏度增大,矿浆流动性变差,在没有外加机械搅拌的条件下,有部分矿粒沉积在浮选槽中,影响浮选效果。浮选浓度40%的浮选效果较好,此时硫精矿硫品位为1.81%,硫回收率为68.86%。
在上述试验获得的较佳试验条件开展验证试验:将硫酸铜(250 g/t)和异戊黄药(150 g/t)加入球磨机磨矿(磨矿细度-0.074 mm占45%),球磨机排矿至搅拌槽,加入3号起泡剂(30 g/t)搅拌3 min,然后给入浅槽快速浮选机给矿器(浮选浓度40%),矿浆在浅槽快速浮选机流动的过程中分层,待矿浆流至浮选槽底端时,由分矿板分为上下两层:上层浮有泡沫层的矿浆进入精矿收集槽成为粗硫钴精矿,下层矿浆进入尾矿收集槽成为尾矿,最终得到产率28.12%,硫品位1.79%、钴品位0.05%,硫回收率68.64%、钴回收率49.44%的粗硫钴精矿。
将粗硫钴精矿通过1次精选得到对原矿产率9.00%,硫品位 3.86%、钴品位 0.06%、镍品位0.04%、铜品位0.09%,硫回收率47.12%、钴回收率21.03%、镍回收率27.34%、铜回收率46.11%的硫钴精矿。
4 推荐的低品位硫钴精矿利用途径
攀西地区钒钛磁铁矿石浮选获得的硫钴精矿钴品位较低,采用常规的工艺方法提取金属钴生产成本高,经济效益差,难于工业应用。
肖疆[31]在刚果(金)铜钴矿浮选工艺研究中进行了铜钴矿混合浮选精矿—氧化焙烧脱硫制酸—焙砂直接还原熔分金属分类—铜钴铁合金电解分离工艺探索试验,获得了高纯的阴极铁,铜钴在阳极泥中富集,实现了铜钴与铁的分离。
借鉴肖疆的研究成果,以及邱群[32]和吴群[33]的研究成果,推荐攀西地区钒钛磁铁矿石磁选工序前浮选得到的低品位硫钴精矿(精选后),采用硫钴精矿氧化焙烧脱硫制酸—焙砂直接还原熔分金属分类—钴镍铜铁合金电解分离工艺深加工,高附加值利用铁(高纯度阴极铁)的同时,富集于阳极泥中的钴镍铜便于经济分离提纯得到金属钴镍铜,从而实现攀西地区钒钛磁铁矿石浮选得到的低品位硫钴精矿高效综合利用,为攀西地区钒钛磁铁矿石弱磁选工序前浮选回收伴生钴镍铜工艺的工业应用提供一条新途径。
猜你喜欢
四川蚕业(2022年2期)2022-11-19
防爆电机(2022年2期)2022-04-26
选煤技术(2022年1期)2022-04-19
有色金属科学与工程(2022年1期)2022-03-12
——评《攀西国家战略资源创新开发试验区发展研究》
四川轻化工大学学报(社会科学版)(2020年5期)2020-10-31
世界有色金属(2020年1期)2020-03-26
石油化工建设(2019年6期)2020-01-16
电子制作(2019年20期)2019-12-04
现代园艺(2018年1期)2018-03-15
世界有色金属(2018年12期)2018-01-30
