
激光打印机快速定影装置设计与实现
2022-12-05 10:34杨立拥周恩权王奇瑞
河南科技 2022年22期
杨立拥周恩权王奇瑞,2
(1.海安上海交通大学智能装备研究院,江苏 南通 226600;2.常州工学院航空与机械工程学院,江苏 常州 213032)
0 引言
激光打印要经过除电、清除碳粉、充电、曝光、显影、转写和定影,最后将图像定影在纸张上。定影装置是激光打印机的关键零部件,其性能的优劣将直接影响打印机[1]的能耗和打印品质。在高温高压环境中,将碳粉熔化使其渗入到纸张纤维内,从而实现定影。按照加热形式的不同,可分为陶瓷加热、灯管加热和电磁感应加热。无论哪种形式的加热,都是通过热敏元件感应温度变化来控制定影的温度。现有的激光打印机定影装置存在打印预热时间长、能耗高、打印后纸张翘曲度大等问题。针对上述问题,本研究设计出一种快速定影装置,从而大幅度缩短打印机的预热时间,对激光打印机快速定影装置的设计与开发具有指导意义。
1 定影方式的确定
1.1 定影方式1
定影方式1的结构图如图1所示,装置由压力轮、加热灯管、加热轮金属层、加热轮橡胶层和导纸板等组成。加热灯管由支架固定。加热轮由加热轮金属层和加热轮橡胶层组成,加热轮在电机的驱动下沿逆时针方向转动。压力轮为被动轮,在加热轮的带动下按顺时针方向转动。导纸板由钣金折弯制成,位于加热轮和压力轮之间[2]。加热灯管通常为卤素灯管,通电后加热灯管对加热轮的金属层进行加热,然后热量由金属层传导给加热轮橡胶层。当加热轮的表层温度达到定影温度时,打印机可正常工作。
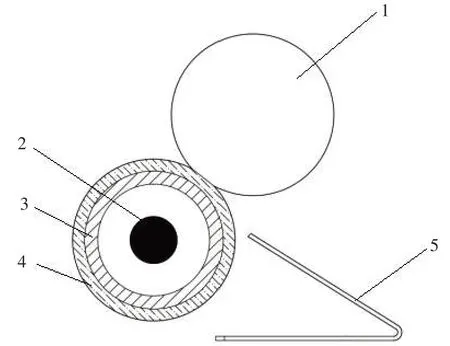
图1 定影方式1结构简图
1.2 定影方式2
定影方式2的结构图如图2所示,装置由压力轮、陶瓷加热片、隔热塑胶座、金属保持架、薄膜和导纸板组成。陶瓷加热片、隔热塑胶座、金属保持架和薄膜组成加热组件,陶瓷加热片安装在隔热塑胶座上,隔热塑胶座安装金属保持架上,金属保持架用支架进行固定。薄膜由金属膜表面镀聚四氟乙烯,通过压力轮将薄膜压紧到陶瓷加热片上。压力轮为主动轮,按逆时针方向转动,薄膜在压力轮的带动下沿顺时针方向转动。当薄膜表层的温度达到定影温度时,打印机可正常工作。
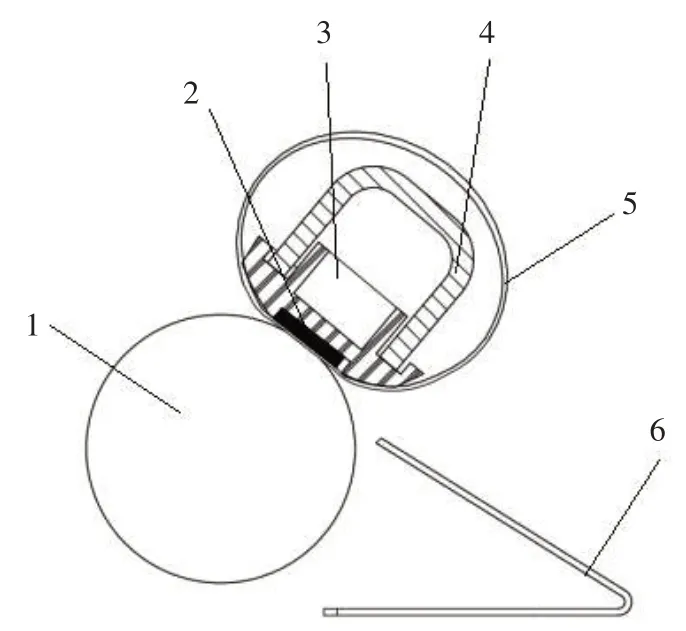
图2 定影方式2结构简图
1.3 定影方式对比
通过对上述两种定影方式进行对比,发现二者有以下不同之处。①加热源不同。定影方式1采用卤素灯辐射的方式对整个加热轮进行加热,定影方式2采用陶瓷加热片进行加热,陶瓷加热片可在6 s内将表面温度加热到180℃以上。②热传导距离不同。定影方式1中的加热轮通过加热轮金属层和加热轮橡胶层后传导到表面,定影方式2通过薄金属膜后将热量传递到表面。③加热方式不同。定影方式1是对加热轮整体进行加热,非定影区域的热量容易扩散到外部环境中,造成热量损失。定影方式2采用局部加热的方式,加热区域集中在定影区域,加热效率高。④加热组件的位置不同。定影方式1的加热轮在下方,定影方式2的加热组件在上方,转写后的碳粉被静电吸附到打印纸上,通常碳粉是在纸张上方,加热组件在碳粉的转写可有效缩短打印机预热时间。
通过对比发现,定影方式2在加热源、热传导距离、加热方式和加热组件位置等方面比定影方式1更适合快速定影。因此,本研究的定影选用方式2。
2 快速定影装置结构设计
2.1 加热组件设计
加热组件的结构图如图3所示,包裹在最外层的是薄膜,薄膜左右两侧由固定块进行固定。将加热电阻埋入陶瓷加热片内部,通过快速插拔街头来接入电路。隔热塑胶座除了用于安装陶瓷加热片外,槽内还安装有两个温度传感器,用来检测定影温度。金属固定架则用来支撑零件。

图3 加热组件
2.2 压紧轮设计
压紧轮(见图4)由外部耐高温橡胶层和内部铁芯组成。橡胶层通过挤压变形可形成定影区域,通过压紧力和橡胶硬度的协调来控制定影区域的长度。铁芯用于支撑橡胶层和传递动力,动力通过输入端由齿轮输入。

图4 压紧轮
2.3 其他部分设计
定影装置的局部图如图5所示。其中,固定支架安装在底板上,并通过内部支撑板来增加牢固度。压紧轮通过U型滑动轴承安装在固定支架上。加热组件由两端固定块上的滑槽插入支架,并由压紧杆通过弹簧拉力与压力轮压紧,凸轮用于调节压紧力度。转写后的纸张由导纸板导入到定影区域,并由下导纸轮和上导纸轮导出。为了隔热和导纸顺畅,还要设计相关的外壳和导纸板。
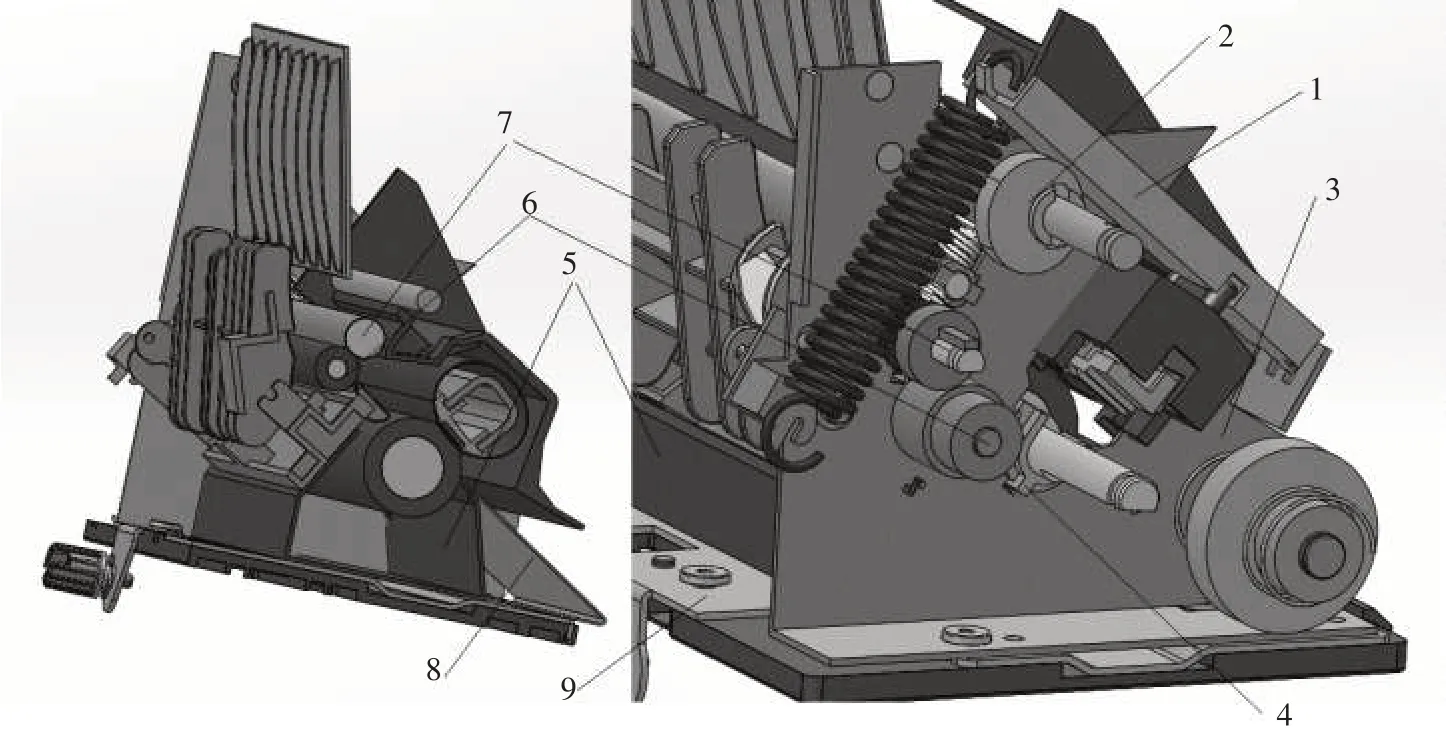
图5 定影装置局部视图
3 定影装置的工作流程
快速定影装置的工作流程如图6所示。当接到打印任务后,压力轮开始转动,而后加热模组开始加热,温度传感器检测加热温度。如果温度低于定影温度,加热模组就持续加热。当温度达到定影温度后[3-5],打印任务开始,加热模组通过调节占空比来维持定影温度不变。直到打印任务结束,加热模组停止加热,压力轮仍持续转动,直到温度恢复到设定温度为止。
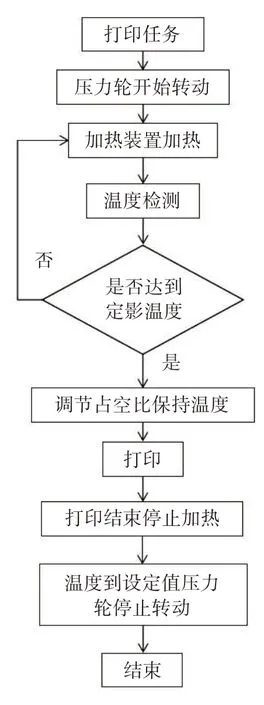
图6 快速定影装置的工作流程
4 样机制作及试验结果
制作的快速定影装置如图7所示,用其来替换现有打印机开发平台上的普通定影装置,然后进行开机预热时间测试和打印纸张翘曲度测试。在进行开机预热时间测试时,先将定影装置冷却至室温,发出打印命令时开始计时,当温度稳定在定影温度时计时结束,反复测量20次,并取平均值。在进行翘曲度测试时,先取定影牢固度符合要求的打印纸张放在测量平台上,测量平台到纸张翘起最高点的距离,随机进行100次测量,并取平均值。预热时间的测试结果为(17±2)s,比现有定影装置预热时间缩短了90 s;翘曲度的测试结果为(3±2)mm,翘曲度比现有装置翘曲度减小2 mm。

图7 定影装置样机
5 结论
本研究设计出一种激光打印快速定影装置,其加热速度快、导热距离短,并采用定影区域集中加热的方式,且加热组件位于定影影像上方。因此,可实现快速定影。经样机试验测得,预热时间测试结果为(17±2)s,翘曲度的测试结果为(3±2)mm,完全满足快速打印的要求。
猜你喜欢
人工晶体学报(2022年6期)2022-07-30
辽宁科技大学学报(2021年3期)2021-10-15
语文世界(小学版)(2021年2期)2021-03-04
商品与质量(2021年4期)2021-01-25
表面工程与再制造(2019年3期)2019-09-18
无机材料学报(2019年8期)2019-09-12
考试周刊(2019年20期)2019-03-07
微型计算机(2009年16期)2009-10-27
青年文摘·上半月(1983年8期)1983-01-01
