中水回用系统技术改造总结
2022-12-02 12:40:54宁海文谢长福靳延峰
肥料与健康 2022年4期
宁海文, 周 鹏, 何 勇, 谢长福, 靳延峰
(山西丰喜华瑞煤化工有限公司 山西运城 043100)
山西丰喜华瑞煤化工有限公司(以下简称山西华瑞煤化工公司)利用山西省新绛县煤化工业园区焦化企业排放的焦炉煤气为主要原料生产合成氨和尿素,经过2012年节能挖潜改造后,合成氨和尿素的生产规模分别达到229.8 kt/a、385.8 kt/a。在节能挖潜改造项目实施过程中,为了节约水资源,建成1套中水回用装置,污水处理场处理后的水部分送至中水回用装置,产生的清水用作循环水补水,以提高水资源的利用率。
中水回用装置投入运行后,2套反渗透系统(以下简称RO系统)因进水水质较差(数据见表1),只能1开1备,系统水处理能力只能达到约36.5 t/h,产水量约20 t/h,回收率为55%左右。由于RO系统产水率低、回收率差,决定对中水回用装置进行改造。
1 中水回用系统改造
1.1 进水水质分析
改造前RO系统进水水质见表1。
由表1可知:改造前RO系统进水含盐量、总硬度、全碱度均较高,属易结垢水质;进水中残余有机物(即COD)含量高,极易在RO膜表面聚集,使出水量降低、进水压力升高,同时有机物的清洗难度大,清洗后RO膜恢复程度差;氨氮对RO膜材质有破坏作用,应尽量降低。

表1 改造前RO系统进水水质
1.2 现场运行工况分析
(1)膜生物反应器(MBR)的出水与RO系统进水色度差别很小,表明活性炭过滤器中的滤料已失效。
(2)机械过滤器过滤精度达不到RO系统对进水水质的要求,经检测SDI15为5~8(指标要求SDI15<5),表明保安过滤器污堵严重。
(3)目前选用的RO膜不适用中水回用系统。
(4)MBR膜过滤精度为10~100 nm,系统出水无需投加聚合氯化铝(PAC),而且残留的PAC会影响RO膜的性能。
(5)系统配套设置了在线ORP监测仪,但缺少相应的杀菌剂、还原剂投加系统,而臭氧的杀菌效果有限,导致RO膜附着微生物较严重。
1.3 升级改造内容
(1)移除2台活性炭过滤器和2台石英砂过滤器,剩余1台活性炭过滤器和1台石英砂过滤器更换新填料,填料的填装方式为砂层+活性炭(多介质)。
(2)增设2套超滤系统,要求超滤系统出水水质达到RO膜进水预处理要求。
(3)更换RO系统所有膜元件,选择中水回用专用RO膜,型号为TF31-8040。
(4)移除臭氧杀菌系统,投加YNK-200型中水预处理专用杀菌剂。
(5)系统升级后,无需投加PAC。
(6)使用YNK-225型阻垢杀菌复合药剂,防止膜元件结垢、污堵,以减少膜清洗频次。
1.4 改造流程
中水回用装置现场改造前后的设备布置见图1,改造后的中水回用装置工艺流程见图2。
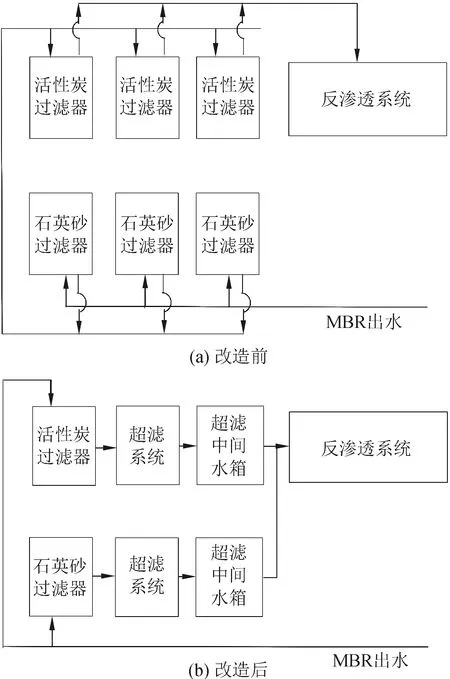
图1 中水回用装置现场改造前后的设备布置
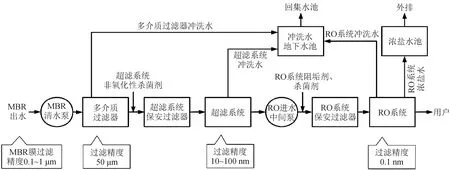
图2 改造后的中水回用装置工艺流程
1.5 新增设备及材料
改造后新增了2套超滤系统,主要配置见表2。
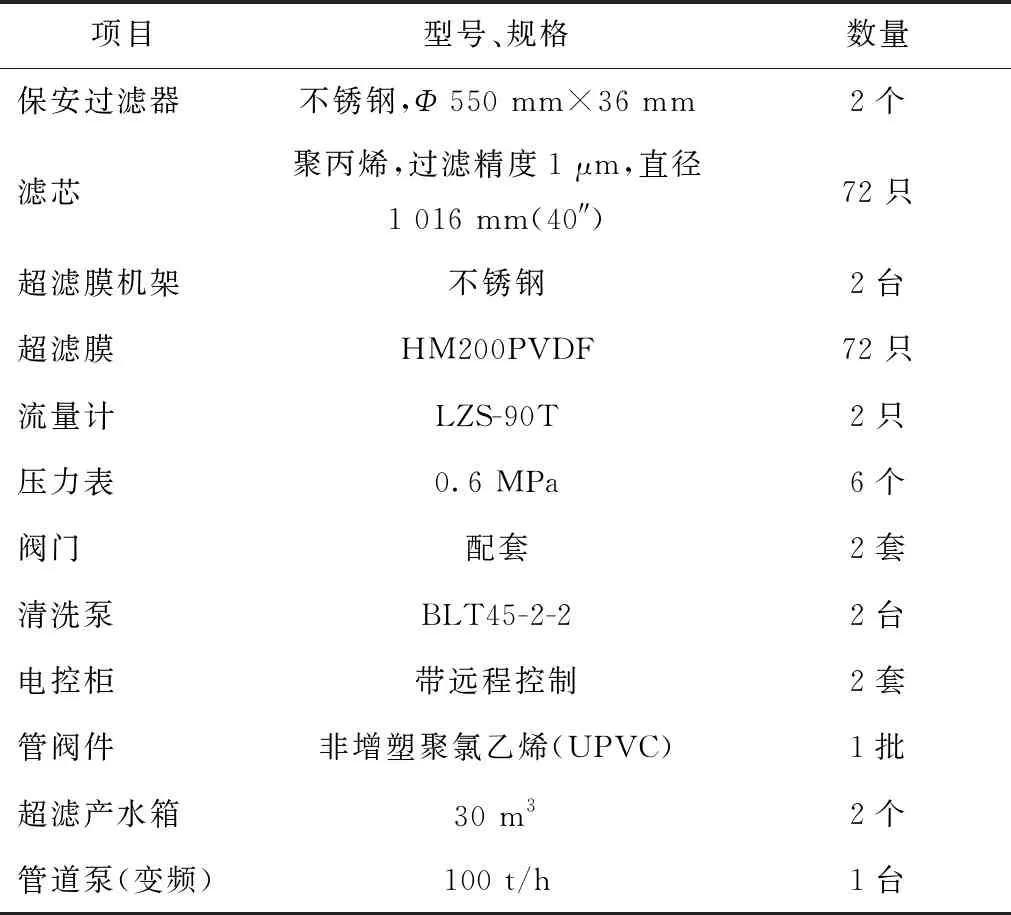
表2 新增超滤系统主要配置
2 改造后指标及经济性分析
2.1 RO系统进水水质
SDI为RO系统进水水质的重要指标之一,可准确反映水中悬浮物质、胶体等污染物的含量,指标要求RO系统进水的SDI15<5。增设超滤系统前后RO系统进水SDI15变化情况见表3。
由表3可看出,增设超滤系统后,大幅降低了SDI值,可有效解决因进水水质差对膜元件造成的污染,使RO系统可保持在高回收率下稳定运行。

表3 增设超滤系统前后RO系统进水SDI15变化情况
2.2 产水指标
改造前后产水指标见表4。

表4 改造前后产水指标
3 经济核算
改造后,清水产量由20 t/h提高至45 t/h,年增产中水约200 kt。按水价3.7元/t计,年节省水费74万元。
4 结语
改造前2套RO系统只能1开1备且产水率低,每月需清洗膜1次。改造后,不仅减少了RO膜的清洗频次,增加产水量25 t/h,而且使水资源得到了最大限度的利用。
猜你喜欢
音乐教育与创作(2019年7期)2019-05-19 11:38:36
Clinical Research Communications(2019年1期)2019-04-23 07:30:46
中国资源综合利用(2017年4期)2018-01-22 02:46:39
数理化解题研究(2017年4期)2017-05-04 04:08:05
环境科技(2016年5期)2016-11-10 02:42:18
环境科技(2016年2期)2016-11-08 12:18:12
中学生理科应试(2016年2期)2016-05-30 10:48:04
小天使·五年级语数英综合(2015年10期)2015-10-14 06:34:24
石油化工(2015年11期)2015-08-15 00:43:05
天然气勘探与开发(2015年1期)2015-02-28 17:00:41