
一种齿轮倒棱机的设计
2022-11-25 11:49:10吕弯弯
现代机械 2022年5期
吕弯弯
(河南应用技术职业学院,河南 郑州 450042)
0 引言
对于行星传动中软齿面传动的齿轮[1],由于齿轮所使用的材料、刀具在加工过程中的磨损、齿轮的加工方法等因素的影响,会使齿轮顶部产生毛刺,它的存在会影响齿轮传动的平稳性、增大齿轮传动的噪音等。目前市面上去除毛刺的机加工方法一般有设计专用的滚刀[2]刀具去除和钳工手工去除两种。设计专用的滚刀刀具去除毛刺,成本较高、周期较长;钳工手工去除,既不能保证去除余量的均匀性、劳动强度大、去除毛刺效率低,同时也污染了环境、对人体造成一定的危害,以上因素不利于在中小型企业推广和企业竞争力的提高。
经市场调研,某磨棱机厂生产制造的YM系列齿轮磨棱倒角机适用于齿轮等赤形零件的齿端磨棱倒角,应用于机械制造等行业的批量生产,目前已被国内大型齿轮厂所采用。对于齿轮倒棱[3]的最小模数为2 mm,其机构比较复杂,体积比较庞大。从加工效率上分析,此机器只能对齿轮单件生产;从制造成本的经济性上分析,造价较高,一般每台需要8~9万元。为了降低机器的制造成本,提高去除毛刺的效率,本文设计了一台价格低廉、生产效率高的齿轮倒棱机来去除齿轮端部的金属毛刺。
1 齿轮倒棱机的总体设计
1.1 设计要求
该齿轮倒棱机的总体设计要求如表1所示。
1.2 总体结构设计及工作原理
1)总体结构
综合表1所述的设计要求,设计出了齿轮倒棱机的整体结构,三维模型如图1,图2为图1的局部放大图。
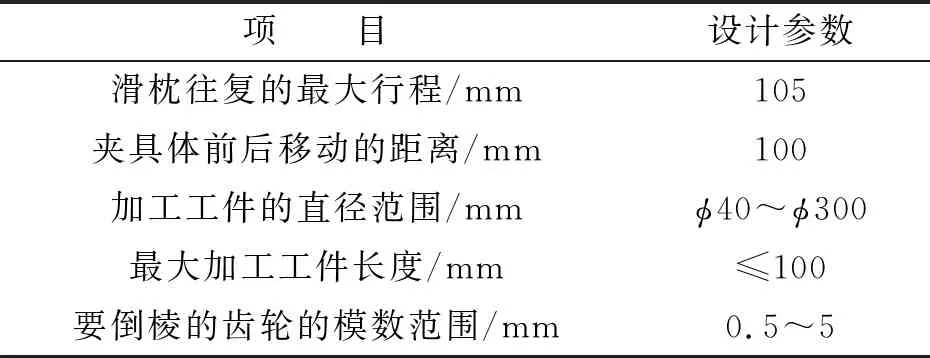
表1 设计要求
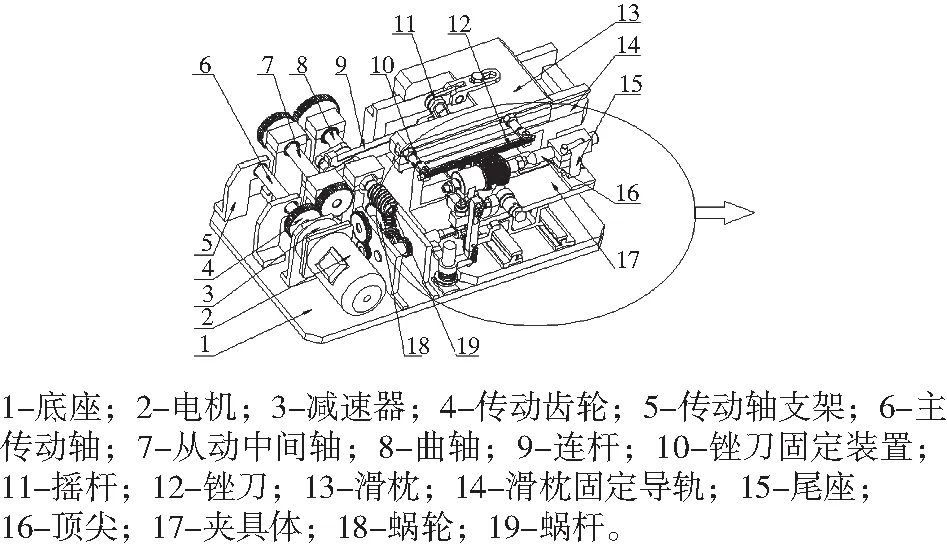
图1 齿轮倒棱机三维模型图
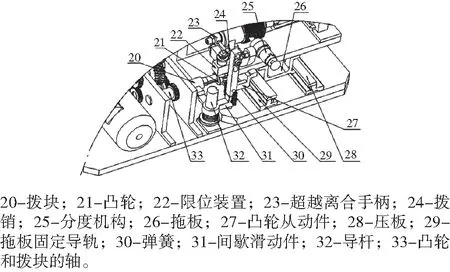
图2 齿轮倒棱机三维模型局部放大图
2)工作原理
该齿轮倒棱机的工作原理:经直齿圆柱齿轮二级减速器,使动力传递给曲柄摇杆机构。经曲轴一端传递至活动滑枕,使活动滑枕带动侧面的锉刀沿滑枕固定导轨做往复直线运动;经曲轴另一端将运动传递至蜗杆,动力由蜗轮蜗杆机构传递至凸轮机构,凸轮机构带动夹具体按照凸轮的外廓形状作等加或等减速运动,夹具体上设置有弹簧装置,夹具体依靠弹簧提供的动力逐渐靠近锉刀[4],从而使工件与锉刀相接触,对相对应位置处的齿槽去除毛刺。加工完该齿槽后,齿轮利用自身自动进行分度[5],无需人工操作,自动进入下一个齿槽进行毛刺的去除,直至该齿轮组所有齿槽毛刺去除完毕为止。
1.3 间歇分度机构的组成及工作原理
1)间歇分度机构的组成(图3)
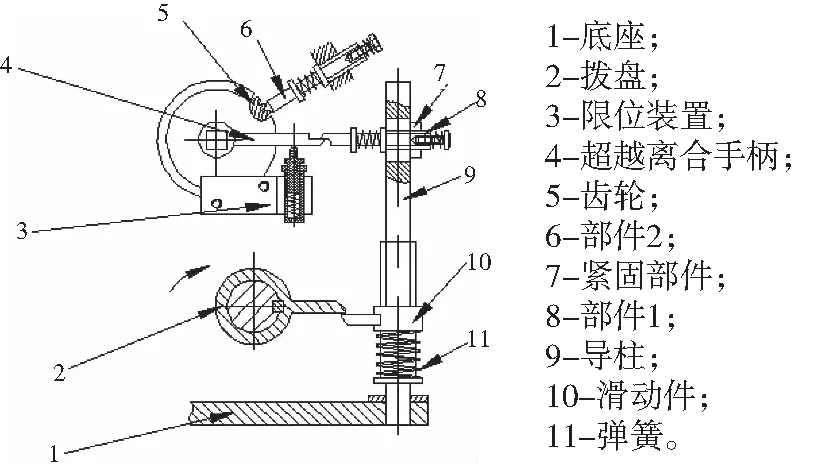
图3 间歇分度机构
2)工作原理
曲轴通过蜗轮蜗杆[6]、齿轮副传动,使拨盘顺时针转动。依据计算所得的传动比,可知:曲轴每转8圈,拨盘转动1圈;拨盘顺时针转动时,拨盘与滑动件相接触,产生向下的力使弹簧受压,从而带动滑动件和部件1同时向下运动,使超越离合手柄和加工的齿轮同时顺时针转动;齿轮转动时,部件2的荆爪受到一定的压力而退出当前齿槽,部件2的荆爪与齿轮齿顶相接触,当齿轮转过一个齿距时,荆爪进入第二个齿槽,此时,超越离合[7]手柄与部件1的卡爪一直接触;当拨盘与滑动件的接触部分分离时,机构中的限位装置使超越离合手柄恢复到最初状态时[8],弹簧的弹力使滑动件和部件1同时向上运动,即完成一个齿槽的加工。该间歇分度机构按照上述轨迹周期性运动,直至整个齿轮倒棱完毕[5]。
2 凸轮机构的设计
已知凸轮的基圆半径r0=30 mm,凸轮沿顺时针方向等速转动。而从动件的运动规律如图4所示。
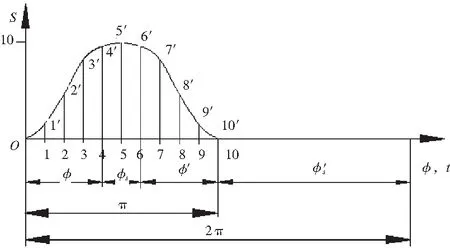
图4 从动件s-φ运动规律图
凸轮沿顺时针方向转动,n=6.857 r/min,推程角Φ=72°,最大行程为h=10 mm;基圆半径r0=15.00 mm;凸轮转角φ=360°。
(1)凸轮的角速度ω
把n=6.875 r/min代入下式得:

=0.719 rad/s
(2)凸轮的推程角Φ
Φ=72°×π/180°=1.256 rad
(3) 凸轮的转角φ
φ=360°×π/180°=6.24 rad
(4)从动件的速度v
(1)
把ω=0.719 rad/s,Φ=1.256 rad,h=10 mm代入(1)式得:
v=5.7 mm/s
(5)凸轮机构的压力角
(2)
把v=5.7 mm/s,ω=0.719 rad/s,r0=30 mm,s=6 mm代入(2)式得:
α=23°
(6) 许用压力角[α]
经查阅资料,本机构中[α]应取30°~35°。αmax、[α]、αc三者之间的关系如下:
αmax≤[α]<αc
其中,αmax为凸轮运动过程中出现的最大压力角,[α]为许用压力角,αc为临界压力角。
即上面所算的α=23°<[α]。
3 平面连杆机构的运动分析
如图1所示,由曲轴8、连杆9、摇杆11组成的曲柄摇杆机构中,lAB=0.0547 m,lBC=0.32 m,lCD=0.16 m ,AD投影在XY平面内,X轴投影距离为0.32 m,Y轴投影距离为0.135 m,φ=46°,根据经验,取锉刀的速度vc=0.1 m/s,则B点的速度与加速度的分析如图5所示。
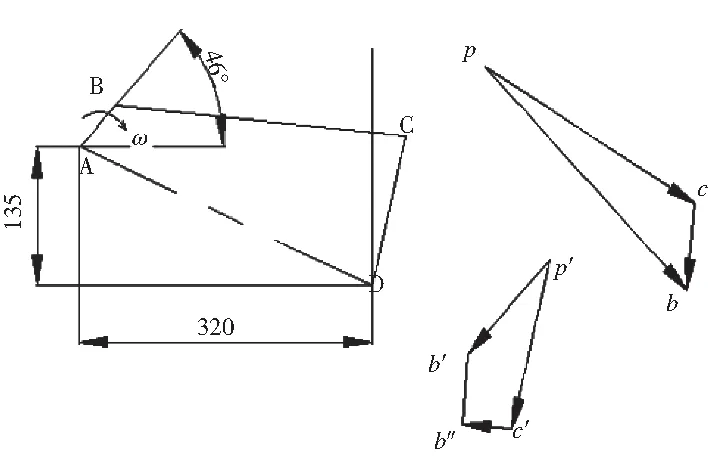
图5 速度与加速度分析图
(1)速度分析
用基点法分析B,C两点间的速度关系:
vB=vC+vBC
(3)
方向:⊥AB⊥CD⊥CB
大小: 0.1 m/s
经计算分析可知,式(3)中:
vB=0.136 m/s,ωBC=0.233 rad/s,ωAB=2.486 rad/s,
(2)加速度分析
连杆上BC两点间的加速度关系式为:
(4)
B→AC→DB→C⊥BC

经计算分析可知:式(4)中
aB=0.042 m/s2
4 结语
该齿轮倒棱机,采用工件沿轴线水平放置、方形锉刀沿导轨做往复直线运动,从而完成去除毛刺的加工工序[9]。该齿轮倒棱机可以同时完成5个齿轮的加工,具备较高的自动分度精度,制造成本低、外形尺寸小,除了上、下料需要人工,其余操作全部实现自动化,提高了去除毛刺的效率,去除余量更加均匀,也改善了工人的工作环境。经后期的研发改进,也可对内齿轮[10]进行去除毛刺,因而该齿轮倒棱机具备一定的市场推广前景。
猜你喜欢
中学生英语·中考指导版(2023年1期)2023-07-04 04:44:28
星星·散文诗(2022年34期)2022-09-03 09:23:43
防爆电机(2022年2期)2022-04-26 13:57:04
金属加工(冷加工)(2022年2期)2022-02-24 07:31:50
微特电机(2021年3期)2021-04-06 12:04:10
作文周刊·小学一年级版(2021年36期)2021-01-14 00:44:31
知识文库(2020年2期)2020-01-17 05:58:41
汽车维护与修理(2019年4期)2019-03-07 05:54:08
广东第二课堂·小学(2017年9期)2017-09-28 14:51:06
家教世界·创新阅读(2016年2期)2016-05-30 20:28:23
