
空间站大面积柔性太阳电池阵模块化水平装配技术研究
2022-11-24 07:49刘丙霖杨文涛韩梦娜许春伟陈文成顾华洋
航天制造技术 2022年5期
刘丙霖 杨文涛 韩梦娜 许春伟 陈文成 顾华洋
空间站大面积柔性太阳电池阵模块化水平装配技术研究
刘丙霖 杨文涛 韩梦娜 许春伟 陈文成 顾华洋
(上海航天设备制造总厂有限公司,上海 200245)
与我国现有航天器的刚性、半刚性电池阵相比,空间站柔性太阳电池阵有颠覆性的制造及装配技术状态变化。根据产品结构特点,本文提出水平装配工艺方法,设计了基于并行同步控制系统的模块化水平装配平台,并分析了平台翻转过程中的运动特性。完成阵面装配和翻转垂直试验,结果表明,模块化水平装配技术可以满足柔性太阳电池阵的装配要求。
柔性太阳电池阵;水平装配;模块化;空间站
1 引言
太阳电池翼是航天器重要能量来源,随着航天技术的发展,太阳能电池翼发生了很大的变化。按照结构的刚度特性,太阳电池翼可分为刚性电池翼、半刚性电池翼和柔性电池翼。2010年全面投入使用的国际空间站及太阳能电池翼,其太阳能电池翼采用柔性形式,目前已在轨可靠服役12年[1,2]。
中国空间站由核心舱、实验舱I和实验舱II组成,每个舱配置两个对称的柔性太阳翼,每副太阳电池翼包含两个大面积柔性太阳电池阵(简称柔性阵)。与我国现有航天器的刚性、半刚性电池翼相比,柔性阵有颠覆性的技术状态变化:阵面形式上由原来的刚性阵或半刚性阵变为柔性阵;展开方式上由原来的无源铰链式一次性展开变为有源桁架式可多次重复展开;电池总面积由原来的10~20m2变为130m2,能量输出高达十几千瓦;展开长度上由原来的不到10m变为20~30m,然而收拢厚度仅150mm。这些新的技术状态变化对产品制造及装配带来了极大挑战。
2 水平装配工艺技术研究
2.1 柔性阵结构组成
柔性阵主要由收纳箱(上箱体、下箱体)、机构、柔性基板组件、电池板和柔性电缆等组成,如图1所示。上、下箱体位于柔性阵面的最外侧用于收纳电池阵面;机构安装在箱体上用于柔性阵的压紧和释放;柔性基板组件和电池板通过铰链连接成电池阵,电池片粘贴在基板上通过光电转换发电;柔性电缆将电能传输至下收纳箱体电缆网。

图1 柔性阵示意图
电池板采用聚酰亚胺薄膜作为电池基板,外形尺寸2400mm×520mm,单面粘贴高效三结砷化镓电池片。电池板的总厚度不超过1mm,单块重量约2kg。电池阵面转换的电能通过分布在其两端的柔性电缆传输,柔性电缆为聚酰亚胺+铜箔+聚酰亚胺的形式组合,长度27m,连接整个阵面并粘贴至上、下箱体上。
2.2 装配工艺方案
根据柔性阵结构特点,传统刚性和半刚性电池阵的装配方法不能适用于柔性阵的装配。采用吊挂方式连接电池板,会增加尺寸精度控制难度、装配过程中电池板的安全防护难度和电缆连接的难度;采用水平叠放方式连接电池板会大大增加柔性阵的研制时间。
为保证柔性阵装配精度指标要求以及各工序实施的便利性,电池阵面采用水平装配的工艺方法连接。该方法依托于水平装配平台,在平台上可以便捷实施电缆胶接、互联片焊接等工序,提高了工艺可操作性;水平全展开装配流程将电缆的胶接与焊接工序在时序上分离开来,减少了胶接与焊接工序之间的干涉,流程清晰;对于电缆胶接工序,可多块电池板同步实施,在胶黏剂固化时间较长的约束下,提高了生产效率。阵面装配完成后将电池阵整体翻转至垂直状态,有利于产品的后续装配及试验。柔性阵装配过程如图2所示,机构与柔性阵面的装配可同时进行。
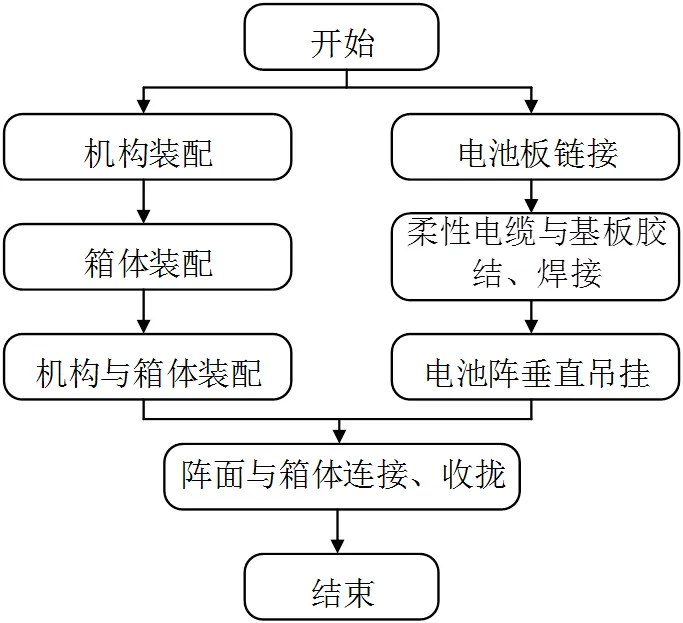
图2 柔性阵装配流程图
3 模块化水平装配平台设计
为实现柔性阵水平装配的工艺方法,设计了模块化水平装配平台,并研究水平装配平台翻转过程中的运动特性。
3.1 装配平台结构组成

图3 水平装配平台单模块分解视图
总装平台长度与电池阵的长度一致,总长约26m,为大跨度平台,为了满足制造的可行性和操作的可达性,水平装配平台采用模块化设计,划分为8个模块,每个模块可以安装6块电池板,模块之间通过互联锁紧装置连成整体,每个模块功能一致,单个模块结构由六部分组成,分别为电池片模块、配重模块、电池片模块支撑框、电池片吊挂模块、曲柄模块翻转机构、地面支撑装置,具体如图3所示。电池板模块由电池板和转位工装组成,如图4所示。转位工装上有与装配平台接口,便于电池板的固定和定位。在装配、转运、翻转等过程中,电池板均由转位工装承载,电池板与工装无相对移位,减少了人为操作失误的风险,有效控制电池板的变形量及安全防护。
3.2 静力学与运动学分析
曲柄滑块翻转机构的作用是将带有电池板模块的支撑框由水平翻转至竖直状态,受力分析如图5所示,其中相关参数如表1所示。
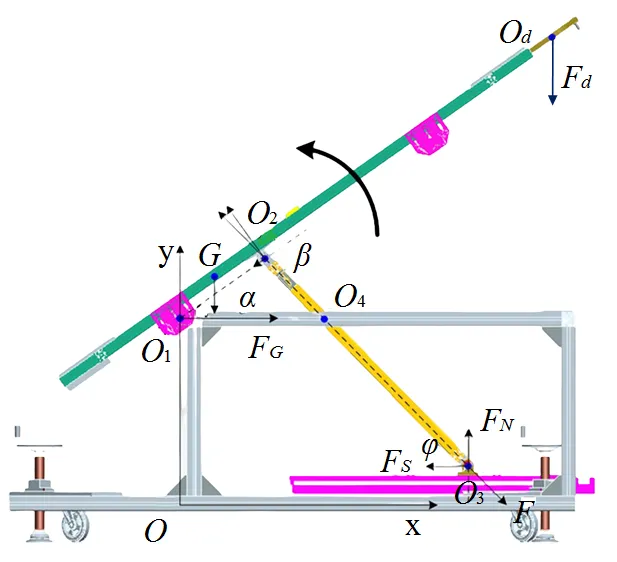
图5 平台受力分析图
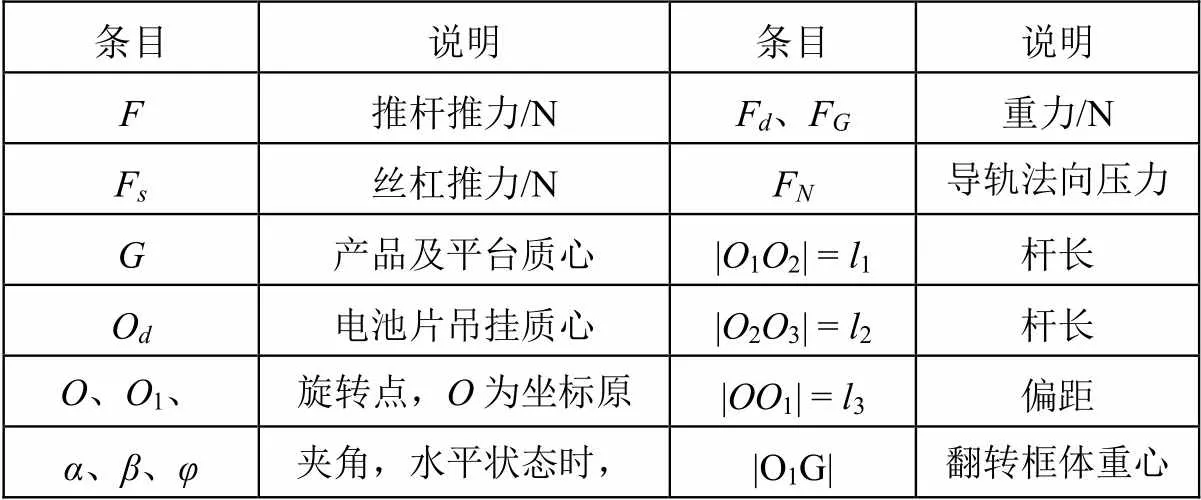
表1 曲柄滑块系统力学参数
3.2.1 曲柄滑块机构静力学分析
推杆推力与丝杆推力之间的函数关系:


由式(1)和式(2)可以得出:


由式(3)和式(4)可以得出,在其他参数不变的情况下,力随角度、的变化而变化,力随角度、、的变化而变化。当支撑框从水平状态逆时针翻转时,和呈减小趋势。
3.2.2 曲柄滑块机构运动学分析
针对机构原理图,如图5所示的坐标系,则2、3点坐标可以表示为:2=[1cos,1sin],3=[1cos+2cos,0]
由三角函数关系可得:



由以上式(3)可得:



3.3 模块化控制系统设计
水平装配平台控制系统采用上下层的控制方式,上下层通过以太网总线进行通讯确保系统的实时性和多自由度运动的同步性,上层控制器负责上层轨迹规划、关节选择、运动状态监控以及与下层的通讯。下层控制器负责伺服电机的闭环控制,电控系统总体设计方案如图6所示。

图6 总体控制框架
为保证平台的8个模块同步运行,采用并行同步控制系统调控。并行同步控制系统中,所有的电机地位均等,同时直接接收系统的控制指令[4]。通过数控系统GSK 218MC将伺服驱动系统和各个传感器执行器连接起来,驱动各个翻转单元翻转,实现各个翻转单元的同步控制要求,并在人机界面中实时显示各轴的运动速度和所处位置。系统运动程序采用LAD语言编写,主要包括回零点程序、速度控制程序、位置控制程序、报警处理程序、抱闸处理程序、和软件限位程序等,保证各个翻转单元的翻转同步性和稳定性,以及快速故障处理能力。
3.4 模块化控制系统设计
为保证阵面的装配精度以及平台翻转过程中的产品安全性,从以下方面进行了同步性运动控制分析:
3.4.1 起始运动位置一致性
在各个模块装配时,采用激光跟踪仪辅助测量调整各模块支撑框旋转轴的同轴度以及支撑面平面度,确保起始位姿的一致性。
3.4.2 各运动轴控制同步性
系统模块化同步控制方式是基于伺服电机本身高度伺服功能保持同步,所以电机之间保持同步的关键是接收到相同的指令,并且电机本身伺服能力保持一致。基于并行同步控制方式组建的系统高度依赖伺服电机本身的控制参数、工作环境、信号传输速度,采用以太网总线作为通讯系统,其带宽达到100M,8轴的同步性足以保证在1ms以内。如图7所示,是某一模块的支撑框,是其相邻模块的支撑框,平台翻转速度设置为0.15°/s,假设相邻两个轴存在极限情况,总线通讯1ms的时间差,则翻转过程中存在偏差即为弧长L,表示为:

由式(10)可知,极限情况下弧长LAB =0.052mm,两模块的运动差异不会对电池阵造成影响。
3.4.3 翻转过程位置一致性
在同步运动过程中,8个模块之间通过互联块上的销相互连接在一起,确保运动机械本体同步性。考虑极限情况,当某一电机产生故障,不能运转时,上层控制系统通过电流位置速度信号的检测判断,能在1ms时间内作出响应,通过总线系统同时停止所有电机的运转,并控制抱闸锁定当前位置,保证产品在翻转过程中的安全性。
4 柔性阵水平装配和翻转试验结果
柔性阵共有44块电池板,水平装配时通过平台两端导向柱建立的直线为基准,逐一调整电池板放置的位置,保证了电池阵面直线度优于2mm。
电池阵装调完成后,以装配平台为支撑,分别在电池板两侧进行柔性电缆的胶结和焊接工作,胶结和焊接工序亦可同步进行,提高生产效率。阵面工作结束后,通过水平装配平台将其整体翻转垂直,翻转过程平稳、同步一致性好、阵面连接处无异常、电池片无破裂。最后利用吊挂装置连接各电池板,将阵面与平台分离,继续完成后续装配及展收试验工作。
5 结束语
本文对空间站大面积柔性太阳电池阵装配工艺方案进行了分析,提出了模块化水平装配技术,为产品多项工序的实施创造了条件,保证装配精度满足设计指标要求。目前,柔性太阳电池翼已在轨正常展开,正为空间站提供源源不断的电能。
1 李瑞祥,王治易,肖杰,等. 空间实验室大面积太阳电池阵技术研究[J].上海航天,2003(4):10~14
2 Jones P A, Spence B R. Spacecraft solar array technology trends[J]. IEEE Aerospace and Electronic Systems Magazine, 2011, 26(8): 17~28
3 郝晓丽. 空间太阳电池阵铜镀银编织电缆阻熔焊研究[J]. 电源技术,2018,42(3):410~412
4 时云,袁定新,田海林,等. 柔性太阳电池翼单边阵翻转装置控制系统[P]. 上海:CN204725121U,2015-10-28
Research on Modular Horizontal Assembly Technology of Large-area Flexible Solar Arry for Space Station
Liu Binglin Yang Wentao Han Mengna Xu Chunwei Chen Wencheng Gu Huayang
(Shanghai Aerospace Equipments Manufacturer Co., Ltd., Shanghai 200245)
Compared with the rigid and semi-rigid battery arrays of existing spacecraft in my country, the space station flexible solar battery array has a subversive state of manufacturing and assembly technology. According to the characteristics of product structure, this paper proposes a horizontal assembly process method, designs a modular horizontal assembly platform based on parallel synchronous control system, and analyzes the motion characteristics of the platform in the process of turnover. The results show that the modular horizontal assembly technology can meet the assembly requirements of flexible solar arrays.
flexible solar array;horizontal assembly;modular;space station

V 465;TP 273
A
刘丙霖(1990),工程师,机械工程专业;研究方向:太阳翼总装工艺。
2022-09-21
猜你喜欢
电子机械工程(2022年2期)2022-04-25
军事文摘(2021年18期)2021-12-02
舰船电子对抗(2021年1期)2021-04-15
新能源科技(2021年8期)2021-04-02
知识就是力量(2017年12期)2018-01-15
系统工程与电子技术(2016年4期)2016-08-24
电源技术(2016年9期)2016-02-27
云南师范大学学报(自然科学版)(2015年5期)2015-12-26
电源技术(2015年2期)2015-08-22
电源技术(2015年5期)2015-08-22
