
响应面法优化无核白葡萄果醋发酵工艺
2022-11-18 02:54:12严玉玲豆一玲黄文书
农产品加工 2022年20期
严玉玲,郭 焰,豆一玲,黄文书
(1.新疆轻工职业技术学院,新疆 乌鲁木齐 830021;2.新疆农业大学,新疆 乌鲁木齐 830052)
无核白葡萄果呈椭圆形,果糖含量多,是葡萄中的“绿色明珠”[1]。该品种含糖量可达20%~30%,含酸量种类多,富含多种蛋白质和营养素。时常食用能有效抗氧化、耐衰老、预防癌症、调节心血管及内分泌系统。近年来,葡萄醋饮料受到老百姓的喜爱,是在现代生物技术的基础上加工而成的,营养价值颇为丰厚。口味尚佳,深受消费者喜爱[2-3]。无核白葡萄营养价值高但其加工水平较低,基本处于初级加工阶段[4]。
液态发酵具有发酵周期短、产量高、易于操控的优点,但仍有不足之处,最明显的缺点是菌种单一、酸味浓厚。保证在不改变酵母菌生长状态的基础上,尽量食用混合菌种来发酵,能为发酵阶段提供丰富的风味物质[5-6]。利用新疆富足的葡萄资源研发葡萄醋产品不仅符合未来的市场发展方向,还减少了销售新鲜葡萄的压力。更重要的是,提供了深度加工和综合利用葡萄的实用方法,为未来葡萄醋饮料的工业生产提供了理论基础和数据参考。
1 材料与方法
1.1 材料与试剂
无核白葡萄,市售;高活性干酵母,深圳尚格酵母有限公司提供;乳酸菌,学院保藏;中科AS1.41活性醋酸杆菌,上海佳民酿造食品有限公司提供;果胶酶(50 000 U/g),(食品级),上海祁邦实业有限公司提供;蔗糖(食品级),符合GB/T 317—2006标准。
1.2 仪器和设备
HPS-250型生化培养箱,黑龙江月东电子技术开发有限公司产品;DZKW-D-2型恒温水浴锅,北京市山岛仪器有限公司产品;LDZX-50KB型立式电热压力蒸汽灭菌器,上海中安医疗器械厂产品;超净工作台,苏州净化有限公司产品;WYT型手持糖度仪,成都光学厂产品;PHS-3C型pH计,江苏亿达仪器有限公司产品。
1.3 试验方法
1.3.1 无核白果醋制备工艺流程

1.3.2 操作要点
(1)原料预处理[7]。甄选葡萄粒,清洗揉碎,并加入质量分数为0.2%的异维C钠溶液以进行颜色保护。
(2)果胶酶处理。将0.1%果胶酶加入带有葡萄果皮的果汁中,于50℃下保持1 h,然后加热至70~80℃以灭活果胶酶10 min,增加果汁产量,这有助于提升在后发酵时菌体与果汁的接触率。
(3)成分调整。如果未涉及发酵过程中产生的中间产物,则每千克糖可以生产约0.67 kg醋酸,可以通过预期的酒精含量添加蔗糖来调节葡萄汁的糖含量。加入柠檬酸,将发酵原料的酸含量调节至0.8%~1.2%。将调整后无核白葡萄果汁装入容器中,于65℃水浴条件下进行灭菌处理0.5 h。
(4)酵母活化。制备质量分数为4%~5%的蔗糖溶液,煮沸,将其冷却至35~40℃,加入活性干酵母,水化处理15~20 min,温度冷却至34℃,活化2 h后存储[8]。
(5)混菌酒精发酵。按比例量取酵母菌和乳酸菌,以一定的比例与无核白葡萄汁混合,于37℃水浴中温育,直到出现了大量气泡后才能活化,将其接种到处理过的果汁中并在合适的温度下发酵。当液面无气泡产生标志着发酵完成[9]。
(6)醋酸发酵。将保存在斜面上的醋酸菌接种到含有醋酸菌的活化培养基中,在30℃下振荡培养24 h,然后用显微镜检查,确保细菌良好。细菌数量增加10%后,将酒精发酵液和醋酸菌种子混合均匀置于33℃的环境中。发酵完成后,进行粗过滤和用澄清剂的澄清。
1.3.3 混菌酒精发酵试验
将灭菌后的无核白葡萄原液,冷却至室温后,按5%总接种量接入扩培后的酵母菌和乳酸菌,2种菌分别按4∶1,3∶2,1∶1,2∶3,1∶4(V/V)的比例混合,用纱布封口,30℃下恒温静置发酵,定期观察发酵液的变化情况,并规律地测定发酵液酒精含量,糖分占比等参数确定适宜的混合菌配比。
酵母菌与乳酸菌的总接种量分别为1%,3%,5%,7%,9%。在设定的条件下发酵直至发酵结束,最后检测发酵液中酒精含量可知酵母和乳酸菌最佳配比的数值[10-11]。
1.3.4 无核白果醋发酵单因素试验
分别选取醋酸菌接种量(5%,8%,10%,12%,15%,20%)、初始酒精度(3%,4%,5%,6%,7%,8%,9%)、发酵的温度(22,25,28,30,32,35℃)、发 酵 液pH值(3.5,4.0,4.5,5.0,5.5)对这4个因素进行单因素试验,根据发酵液中酸的总含量确定适宜的发酵条件,便于响应面优化试验。
1.3.5 无核白果醋发酵响应面试验
在单因素测试结果的基础上,运用发酵后测得的酸的总含量为响应值,选取接种量(X1)、初始酒精含量(X2)和发酵的温度(X3)为响应值面分析因素,设计了三因素三水平,一共15个测试点的响应面分析试验。
响应面分析因素与水平设计见表1。

表1 响应面分析因素与水平设计
1.3.6 测定方法
酸的总含量测定,NaOH滴定法(GB 7698—2014);酒精度,蒸馏比重法;pH值的测定,PHS-3C型pH计;可溶性固形物,手持糖度计法。
2 结果与分析
2.1 混菌酒精发酵过程试验结果
2.1.1 酵母菌和乳酸菌接种配比的优化
酵母菌与乳酸菌最佳配比试验见表2。

表2 酵母菌与乳酸菌最佳配比试验
由表1可知,当酵母和乳酸菌的配比为3∶2时,测得的酒精度为7.8%,此时为最高含量为总酸含量为3.6 g/L,最小残糖含量为7.1 g/L,其他比例产生的酒精相对较低,因此可以确定酵母和乳酸菌的最佳配比为3∶2。
2.1.2 酵母菌和乳酸菌接种量的优化
菌种接种量对酒精发酵过程的影响见图1。

图1 菌种接种量对酒精发酵过程的影响
由图1可知,接种1%的酵母时,由于接种量过低,酵母繁殖缓慢,容易生长细菌,进而造成发酵过程中产生较少的酒精;当接种的酵母为5%或7%时,发酵达到7 d时,产生的酒精度低于3%接种产生的酒精含量。可能是由于酵母接种量过高,容易产生过多的代谢废物,从而影响正常的发酵过程。因此,可以确定混合发酵时的细菌接种总量为5%,其中酵母接种量为3%,乳酸菌接种量为2%。
2.2 单因素试验结果
2.2.1 醋酸菌接种量对无核白果醋发酵的影响
醋酸菌接种量对产酸率的影响见图2。

图2 醋酸菌接种量对产酸率的影响
由图2可知,5%的醋酸菌接种量不足以使得发酵快速完成,所需时间较长。酸生成速度慢,发酵完成的时间较长,发酵全部完成时的酸的总量也很低。当大于10%的接种量时早期产酸速度高,随着时间的推移,后期菌体代谢能力降低生长速度放缓慢,对于发酵整体不易调控。在接种量为8%~10%时酸的生长数量十分迅速,在完成总体发酵时酸总量也十分高。接种量不大时菌体的生长速度慢,发酵周期也会受到影响,进而影响生产效率,所需的成本较高;相反,接种量大的菌体生产旺盛,菌种的寿命缩短,前期营养的消耗较大,影响到材料的转化效率,所需的经济成本也过大。只有在接种量适中的区间,菌体生长能缩短发酵所需要时间,使发酵过程中尽量不会被污染,整体增加产品的产酸速度和产品质量。在研究无核白葡萄果醋发酵的影响条件中,醋酸菌接种量最合适的范围是8%~10%。
2.2.2 发酵液初始酒精度对无核白果醋发酵的影响
初始酒精度与总酸含量之间的关系见图3。

图3 初始酒精度与总酸含量之间的关系
由图3可知,开始发酵的酒精度越高,间接影响着总酸生成量。总酸含量随着一开始的酒精度数升高呈现先上升后降低的趋势,在7%(V/V)时可达到最大值,此时的数值为6 g/100 mL。原因可以归结为酒精度数有助于菌的生成,为菌的生长提供了良好的生存环境。由图3可知,7%是最合适的酒精度数。
2.2.3 醋酸发酵温度对无核白果醋发酵的影响
醋酸发酵温度与总酸含量之间的关系见图4。

图4 醋酸发酵温度与总酸含量之间的关系
由图4所知,温度对总酸的含量有着十分重要的影响,温度越高分子运动越剧烈,但是这个影响并不是一直正相关,转折点出现在30℃,大于这个温度,酸的总量不会迅速增长。由图4可知,总酸含量增速降低,29℃为最适温度。
2.2.4 发酵液pH值对无核白果醋发酵的影响
发酵液pH值对总酸含量的影响见图5。
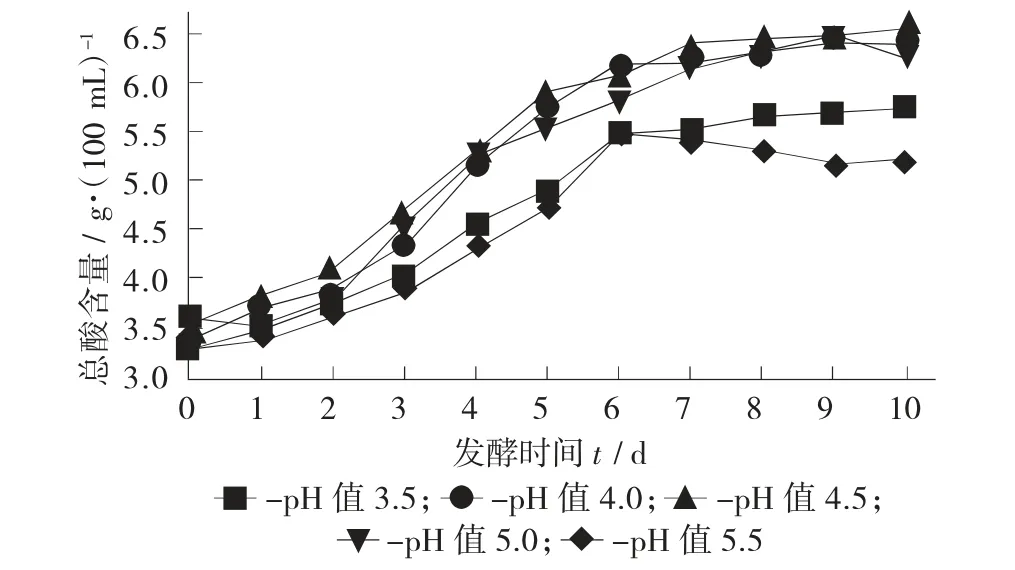
图5 发酵液pH值对总酸含量的影响
由图5可知,当醋酸菌在菌落环境pH值为3.5时,底酸浓度太高的话不利于醋酸菌生长繁殖,从而导致在6 d以后醋酸菌不再繁殖,转化率几乎不再增长;而当pH值为5.5时,在6 d以后产酸量反而逐渐降低,原因可能是出现严重的过氧化现象。因此最优的初始pH值应在4.0~5.0。
此模型用来探究影响试验的条件具体硬性的效果如何。
Box-behnken试验设计结果分析见表4。

表4 Box-behnken试验设计结果分析
2.3 响应面试验优化醋酸发酵结果
探究无核白果醋发酵最合适条件,响应值设定为总酸含量。通过响应面软件设计三因素三水平分析试验。
Box-behnken响应面试验设计表及结果见表3。

表3 Box-behnken响应面试验设计表及结果
2.3.1 回归模型的建立及方差分析
根据测定结果建立相关的数学模型为:

由表4可知,模型的Prob>F项小于0.05(数据<0.0001),说明处理后的数据结果十分突出,当X1、X2、X3的Prob>F值小于0.01,无核白葡萄果醋发酵总酸含量与醋酸菌的接种量、初始酒精度和发酵的温度呈正相关。当Prob>F值为>0.01(为0.058 8),失拟项不明显,选择拟合模型。此外,利用软件计算显示相关模型系数R2=98.32%,大于90%。模型预判贴近,通过软件分析得到相关变异系数(CV),变异系数反映模型的置信度,CV值越低模型的执行度越高,试验的CV值为2.66%。说明此模型具有指导价值,可以进一步研究应用。
2.3.2 无核白醋酸发酵试验的响应曲面分析及优化[12]各因素相互作用对醋酸发酵的曲面响应图见图6。
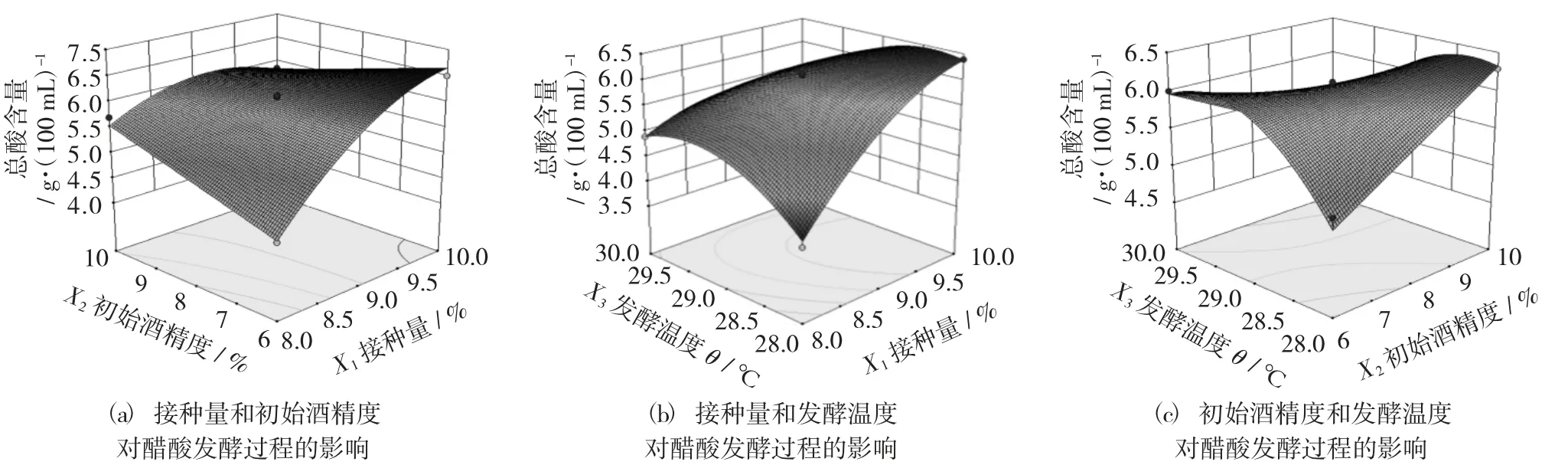
图6 各因素相互作用对醋酸发酵的响应曲面图
由图6(a)可知,发酵液酸的含量大的菌种条件分别为接种量为10%,初始酒精度为6%。由图6(b)可知,接种量为10%时,发酵温度为28.96℃时,发酵液中总酸含量达到最大值。由图6(c)可知,初始酒精度为6%时,发酵温度为28.96℃时,总酸最多。根据以上数据,得出醋酸发酵的最佳条件为接种量10%,初始酒精度6%,发酵温度28.96℃,依据模型方程预测得到发酵液总酸含量6.65 g/100 mL。
2.3.3 验证试验
为检验此模型可靠性,根据试验的结果对接种量、初始酒精度及发酵温度进行微调,选择10%接种量,6%初始酒精度,28.5℃环境温度作为发酵过程的外界条件操作试验,最终发酵液中总酸含量为6.67 g/100 mL,与模型预测的值(6.65 g/100 mL)相差较小,说明了回归方程对实际应用具有指导作用。
3 结论
在单因素试验基础上,使用响应面软件探究了无核白葡萄果醋醋酸发酵条件的影响值,利用模型最终确定接种量为10%,初始酒精度为6%,温度为28.5℃。发酵完成后发酵液中的总酸含量为6.67 g/100 mL。同时,发酵中途加入乳酸菌多菌种的共同发酵,能提高体系中风味物质的含量,进而使得后期生产的饮料口感更好。混菌发酵工艺试验结果表明,酿酒酵母和乳酸菌的总菌接种量为5%,接种比例为3∶2时,发酵效果最佳。
猜你喜欢
黑龙江农业科学(2024年4期)2024-04-15 00:00:00
酿酒科技(2024年2期)2024-04-02 01:46:18
现代农村科技(2024年1期)2024-02-27 17:25:44
云南化工(2021年11期)2022-01-12 06:06:20
广州化工(2020年8期)2020-05-19 06:23:56
探索科学(学术版)(2019年12期)2019-06-15 11:07:16
食品与发酵工业(2019年1期)2019-01-29 10:26:02
中国调味品(2017年2期)2017-03-20 16:18:22
食品工程(2015年3期)2015-12-07 10:20:53
华东理工大学学报(自然科学版)(2015年5期)2015-02-27 13:49:56
