低碳、高碳、合金3种材质0.8 mm抛丸砂寿命对比
2022-11-16 08:02:16张进坡凯傲济南叉车有限公司山东济南271100
上海涂料 2022年5期
张进坡 (凯傲(济南)叉车有限公司,山东济南 271100)
0 引言
在市场竞争日益严峻的形势下,为降低成本、提高盈利空间,作为成本投入大户的涂装工艺,选择合理的工艺参数及涂装体系,选用性价比高的辅料,降低企业运营成本已是大势所趋。某主机厂因新投入抛丸机设备,进行了3种材质抛丸砂的寿命试验,采集疲劳寿命数据,从而选择出性价比高的抛丸砂,减少抛丸灰的产生,以达到降本增效的目的。下面对此作一介绍。
1 背景描述及研究方法解读
因抛丸机设备刚刚投入生产,使用的是某厂0.8 mm的高碳抛丸砂,生产班组反馈抛丸灰产量较多,破碎率较高,除尘器有钢丸析出,通过对抛丸灰产出量为期3个月生产日(2020.4.2~7.6)的统计,得知抛丸灰单日产出量0.72 t/d,见表1;对抛丸砂的消耗量也进行了为期3个月生产日(2020.4.2~7.6)的统计,得知抛丸砂单位面积使用量0.34 kg/m2,见表2。

表1 抛丸灰产出量统计Table 1 Statistics of shot blasting ash output
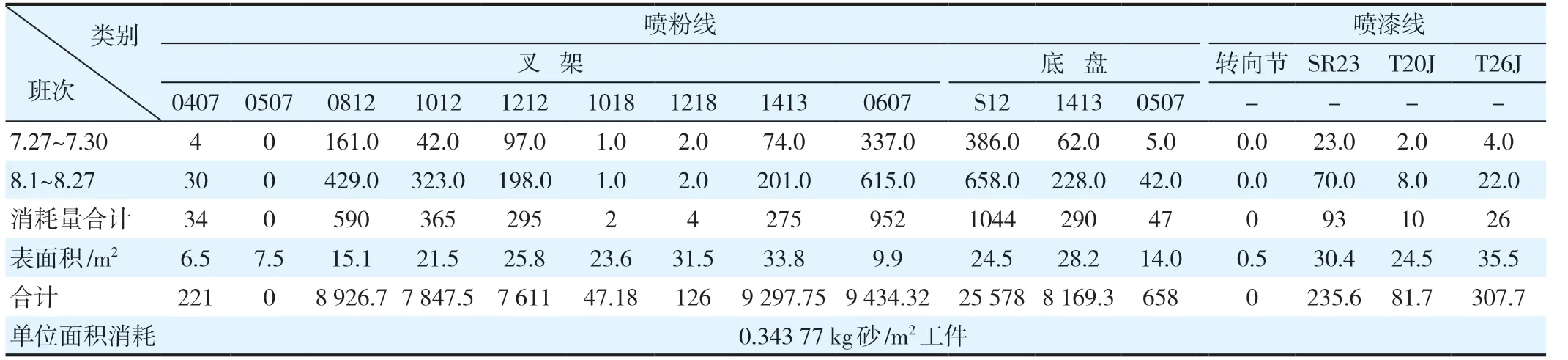
表2 抛丸砂消耗量统计*Table 2 Statistics of shot blasting sand consumption
为选择到性价比高的抛丸砂(损耗少、抛丸灰产生量少),经与多职能部门沟通,共计收集4个厂家8个样品,通过对其粒度、硬度、疲劳寿命、表观密度、金相组织及化学元素含量等进行检测,并作出综合排名,从而择优选用。期间用到的检测仪器有:拍击式标准筛机,C-S元素分析仪,显微维氏硬度计,Si、P、Mn元素分析仪,ERVIN 疲劳寿命试验机,金相显微镜。
2 各样品收集及编码
因本次合金钢丸收集不全,故着重对高低碳钢丸进行全面性能对比。厂家以甲、乙、丙、丁表示,样品以A、B、C表示,具体编码见表3。
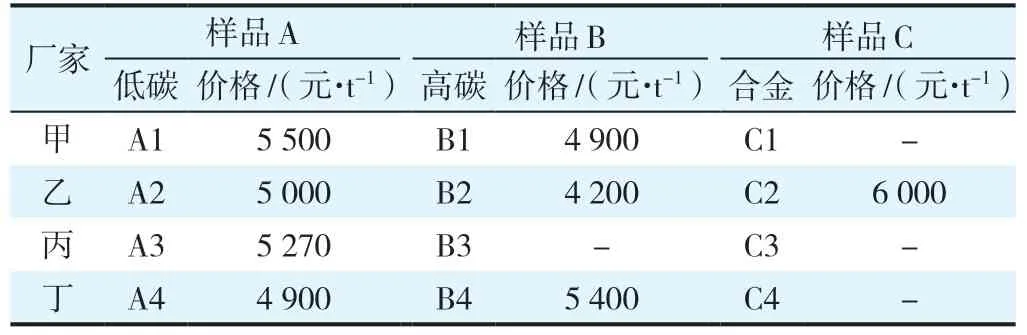
表3 编码细则Table 3 Coding rules
样品提供要求:
各个厂家提供的S280丸料,需至少500 g(须留存剩余丸料,便于后期批量供应时,质量对比检测,必要时进行第三方检测,确定样品真实性),否则无法使用100 %替代法检测。
3 各项目检测及数据统计分析
3.1 抛丸砂粒度检测
检测标准:SAE J444。
检测工具:量筒、电子秤。
检测方法:(1)取干燥样品100 g;(2)用全目筛网筛选样品,晃动5 min;(3)逐层主目数筛网依次收集称重;(4)记录各目数筛网质量ni;(5)计算目数百分比ni/100;(6)依据GB/T 18838.4—2008《丸料粒径分布标准》判定样品粒径,相应的检测结果见图1。
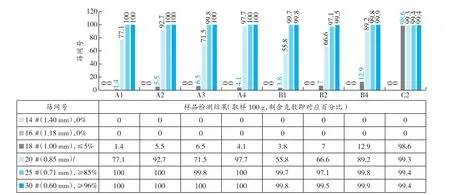
图1 各样品粒度检测结果Figure 1 Particle size test results of each sample
由图1可知,C2样品规格为1.0 mm,是钢丝切断,不是铸钢丸,其余样品规格均为0.8 mm,但A2、A3、B2、B4样品18#百分比超标,只有A1、A4、B1样品符合国标要求。
3.2 含碳量、化学成分含量检测
依据GB/T 18838.4—2008第3、第4部分标准[1-2],利用C-S元素分析仪及Si、P、Mn元素分析仪,判定待测样品高碳、低碳及其他各个元素含量范围是否符合国标,相应的检测结果见图2。
由图2可知,A1、A2为低碳,其余均为高碳,但B1、B2、B4样品中Mn含量未达标,其余样品的元素含量均符合国标要求。
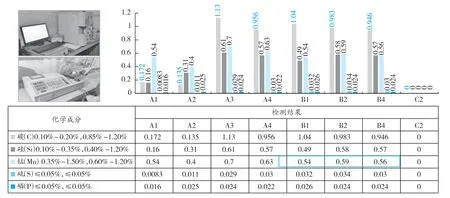
图2 各样品化学成分含量检测结果Figure 2 Test results of chemical composition content of each sample
3.3 表观密度检测
检测标准:GB/T 19816.4—2005[3]或ISO11125—4:1993。
检测工具:量筒、电子秤。
检测方法:(1)取干燥样品100 g;(2)用100 mL量筒量取50 mL蒸馏水;(3)将100 g样品加入到量筒中;(4)静置;(5)读取叶片刻度数n;(6)按下式ρ=100/(n-50),g/cm3计算表观密度,相应结果见表4。

表4 各样品的表观密度* Table 4 Apparent density of each sample g·cm-3
由表4可见,除B 1表观密度数据未达标(≥7.2 g·cm-3),其余样品表观密度均符合国标要求。
3.4 维氏硬度检测
检测方法:取一定量样品,将其镶嵌成块(见图3),然后用打磨机将端面打磨光亮,观察抛丸砂内部是否有结构缺陷,并用硬度机测量10次洛氏硬度数据,对照德国标准DIN 50150—2000[4],将洛氏硬度转化为维氏硬度,相应检测结果见图4。
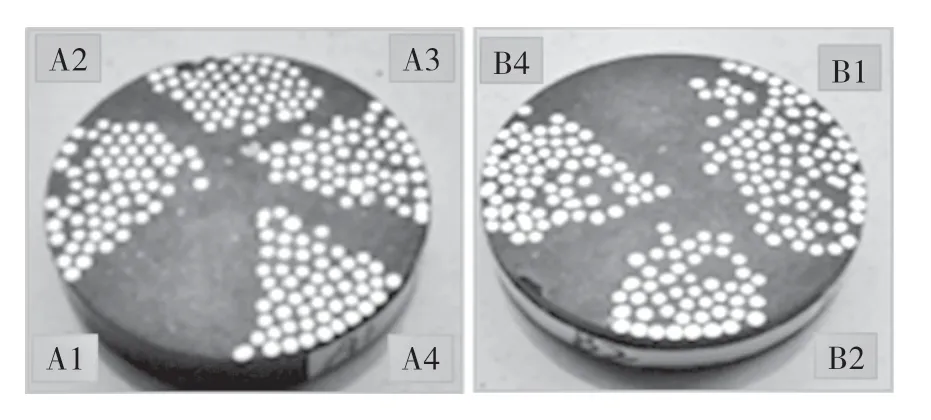
图3 各个样品嵌块Figure 3 Each sample block
图4结果表明,各样品的10个样点硬度均值均在国标要求的范围之内,但A2、A3、B2、B4部分样点硬度存在两极端情况,硬度不均匀,测量均值都满足硬度要求范围。
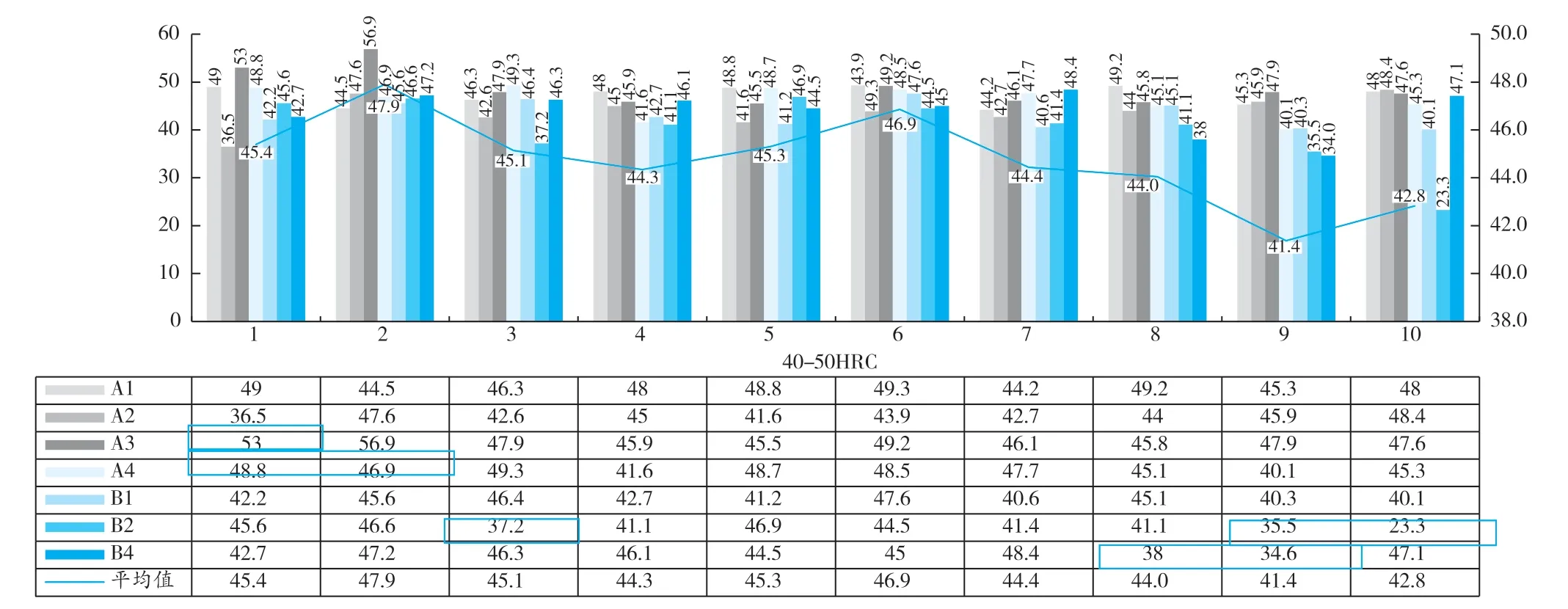
图4 各个样品的维氏硬度检测结果Figure 4 Vickers hardness test results of each sample
A3、B2有少量空心抛丸砂,空心率满足国标要求(≤5 %),其余均正常。
3.5金相组织检测
3.4中嵌块做完硬度检测后,继续打磨一下,用酸腐蚀,2 min后用金相显微镜观察组织结构,结果见图5。
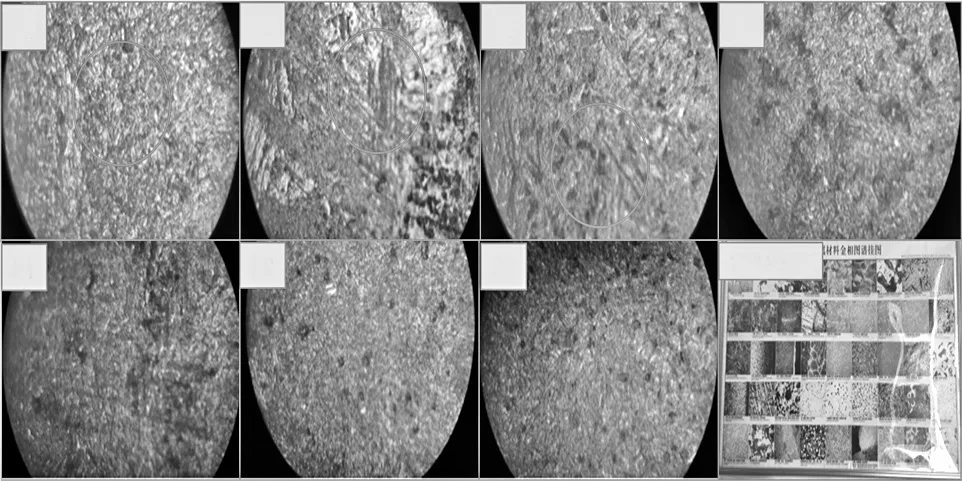
图5 嵌块酸腐蚀后组织结构图Figure 5 Microstructure of block after acid corrosion
由图5可见,A1出现比较致密的马氏体和贝氏体的复相组织,A2、A3出现板条状马氏体,其余样品显示均一的回火马氏体或屈氏体,区别不大。
3.6 疲劳寿命检测
检测方法:100 %替代寿命值测试方法。
检测工具:美国E R V IN疲劳寿命试验机(25 r/min)、全目筛网、电子秤。
检测步骤:(1)相同规格丸粒分别取样100 g,用电子天平称重;(2)将100 g样品投入疲劳寿命试验机内;(3)设定计数器每次500 圈,然后开启机器。待机器运转500 圈后,将剩余的钢丸全部倾出;(4)剩余钢丸经过50#(0.3 mm)标准筛网筛选并将余量称重,然后取同型号钢丸补足100 g,再投入机器运行,直至总损失量≥100 g,停止试验;(5)计算钢丸的疲劳寿命值,相应计算结果见图6。
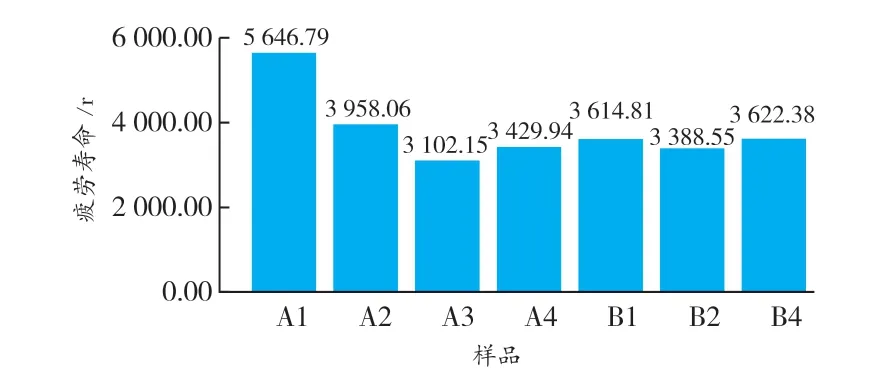
图6 各样品的疲劳寿命数据Figure 6 Fatigue-life data of each sample
寿命值=总转数-(设定圈数/最后一次损失量)×(总损失量-100)
从图6可看出,A1疲劳寿命值最高,表明其耐磨程度较高,A3疲劳寿命值最低,反映在加料频率增加上,其余样品寿命值均在3 400~3 900 r上下,差别不大。
为测试各个样品在相同转数下的损耗程度,设置转速3 000 r,待完成测试后,测量剩余丸料的质量占比,相应的检测结果见图7。

图7 相同转数下各样品的损耗、剩余质量对比Figure 7 Comparison of the loss and remaining amount of each sample at the same rotation speed
从图7可看出,相同转数下,A1损耗量最少,A3损耗最多,其余样品差别不大。
根据产品定价,核算各个样品的损耗及残余价值,相应结果见图8。
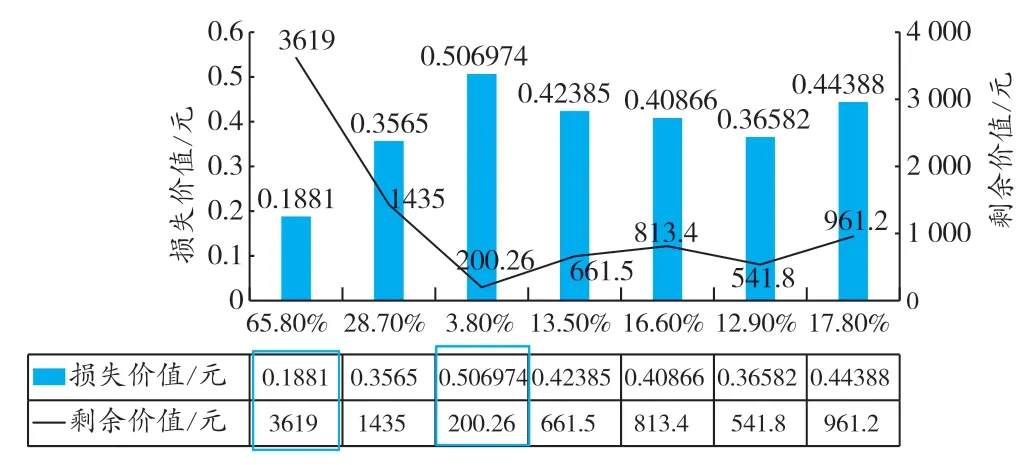
图8 各样品相同转数(3 000 r)下的损失价值、 剩余价值对比Figure 8 Comparison of loss value and surplus value of each sample at the same revolution(3 000 r)
通过图8中累计损失总量、剩余价值(多者为好)的对比,得到8种样品整体得分排名为(以实际含碳量区分高、低碳):A1(低碳)>A2(低碳)>B4(高碳)>B1(高碳)>A4(高碳)>B2(高碳)>A3(高碳),这表明低碳抛丸砂整体性能要优于高碳抛丸砂。各个样品全部检测项目的综合排名得分见表5。
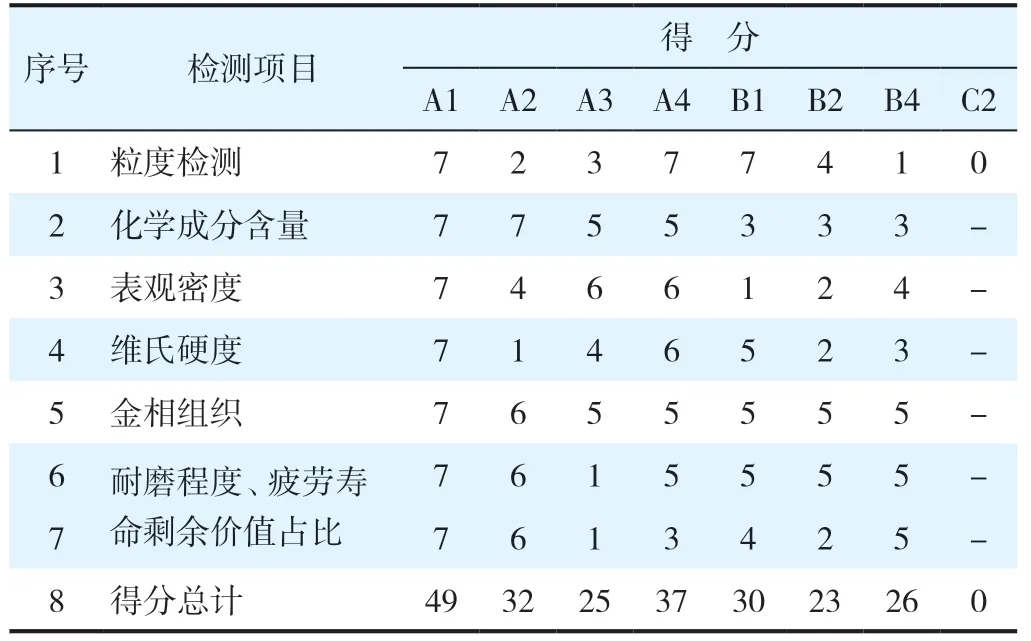
表5 各个样品全部检测项目综合排名得分Table 5 Comprehensive ranking scores of all testing items of each sample
由表5可知:8种样品整体得分排名为(以实际含碳量区分高、低碳):A1(低碳)>A4(高碳)>A2(低碳)>B1(高碳)>B4(高碳)>A3(高碳)>B2(高碳);8种样品疲劳寿命得分排名为:A1(低碳)>A2(低碳)>B4(高碳)>B1(高碳)>A4(高碳)>B2(高碳)>A3(高碳),这表明低碳抛丸砂的整体性能要优于高碳抛丸砂。
4 后续切换跟踪
经过多维度对比、排名,最终选择A1样品作为后期抛丸机用丸料,经过3个月切换周期,将原某高碳产品全部替换为A1产品后,跟踪生产稳定周期3个月后,对抛丸灰产出量及抛丸砂单位消耗量进行统计,结果见表6、7。
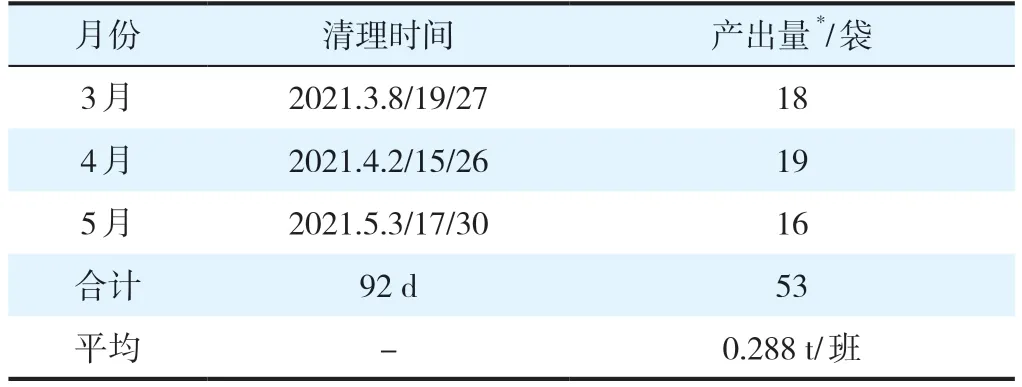
表6 更换后抛丸灰产出量统计Table 6 Statistics of shot blasting ash output after replacement
由表1、表2、表6、表7对比可知,将高碳丸料切换为低碳丸料后,抛丸砂单位消耗量由0.3438 kg/m2降至0.1332 kg/m2,降幅61.25 %;抛丸灰产量由0.72 t/d降至0.576 t/d,降幅20 %,按照每年120 t抛丸砂需求计算,年节约40.425万元,减少抛丸灰委外处理费用25.92万元,二者合计年节约66.345万元。
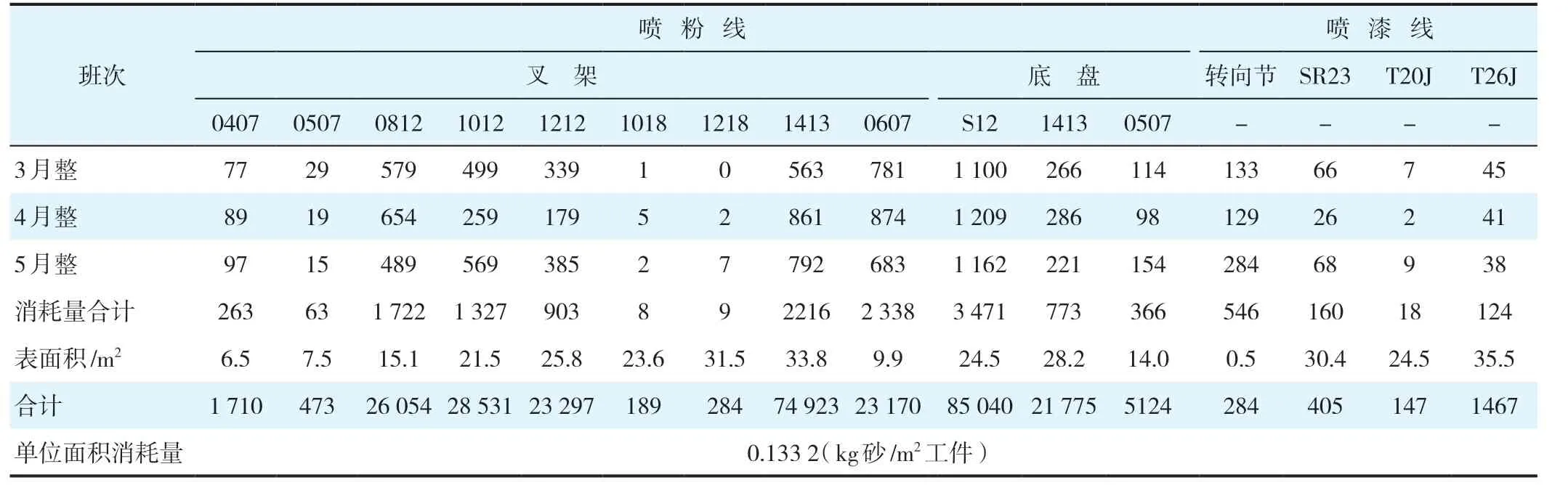
表7 更换后抛丸砂单位面积消耗量统计Table 7 Statistics of unit area consumption of shot blasting sand after replacement
5 结语
抛丸砂作为整个涂装线最容易忽视的辅料,其材质、粒径是影响工件清理质量等级、表面粗糙度数据的关键因素,作为日常消耗品的涂装大户,更需要对日常辅料做出相应的细节探讨、对比,在保证企业产品优良竞争力的条件下,为企业在低利润空间竞争中取得优势,是每一个涂装工艺从业者的职责所在。希望本次试验结果能为同行业选择性价比更高的抛丸砂提供数据参考。
猜你喜欢
英语世界(2023年11期)2023-11-17 09:24:20
福建农业科技(2022年3期)2022-05-18 20:50:23
科教创新与实践(2021年38期)2021-11-14 07:09:39
北京航空航天大学学报(2021年9期)2021-11-02 08:24:22
财经(2021年22期)2021-10-28 17:22:36
装备制造技术(2021年2期)2021-07-21 05:38:46
广东交通职业技术学院学报(2020年4期)2021-01-21 07:37:44
中国铸造装备与技术(2017年3期)2017-06-21 11:33:46
中国铸造装备与技术(2017年3期)2017-06-21 11:33:43
外语教学理论与实践(2016年2期)2016-06-11 01:49:40