矿用带式输送机跑偏分析及结构优化改进
2022-11-12 08:49刘建龙
机械管理开发 2022年10期
刘建龙
(晋能控股煤业集团白洞矿业公司, 山西 大同 037031)
引言
带式输送机具有运输能力大、维护简单、使用寿命长、成本费用低等优点,被广泛应用于煤矿井下采掘工作面内,主要用于煤矸运输,但是在实际应用过程中,由于输送机安装质量不合格、输送机结构不合理等导致输送机频繁出现跑偏现象。带式输送机一旦出现跑偏,首先降低了输送机运输效率,导致巷道内撒煤量大,加大了人工清煤劳动作业强度,同时输送机出现跑偏后输送带磨损严重,很容易出现断带事故,增加了输送机维修成本费用。本文以白洞矿2106巷内安装的SSJ-800 型带式输送机为研究对象,对巷道掘进期间带式输送机跑偏原因进行分析,并对其进行优化改进。
1 2106 巷概述
晋能控股煤业集团白洞矿业公司2106 巷井下位置位于301 盘区南部,北部为实煤区,西部为盘区回风巷、轨道巷和皮带巷,南部为已采的8108 工作面,东部为矿界煤柱。工作面掘进走向为自西向东,开口位置位于南部皮带巷[1-3]。
2106 巷设计长度1 298 m(从轨道巷口起)。该巷为矩形断面,巷宽5.2 m,巷高为3.5 m。沿5 号煤层底板掘进,煤层平均厚度为10.85 m,平均倾角为6°,煤层普遍有5~8 层夹石,夹石厚一般为0.20~0.40 m,夹石断断续续,不稳定,煤层顶底板岩性如表1 所示。
2106 巷采用综合机械化掘进工艺,巷道采用EBZ260 型掘进机掘进,巷道内安装一台SSJ-800 型带式输送机进行煤矸运输,截至目前巷道已掘进520 m,巷道在前期掘进期间,由于带式输送机安装不到位、输送机结构不合理,导致输送机经常出现跑偏现象,造成巷道内撒煤量大,每班需安排5~7 名清理工对巷道内浮煤进行清理,同时由于输送带跑偏,造成输送带磨损严重,出现8 起断带事故,造成经济损失达22.9 万元。
2 带式输送机跑偏原因分析及调偏方案
2.1 跑偏原因
在巷道掘进过程中带式输送机出现跑偏主要原因是输送带在运输物料过程中受外力作用,导致输送带在横向的矢量和不为0,或者输送带在垂直方向受力不均,从而导致带式输送机滚筒、托辊对输送带产生一个偏向作用力,从而造成输送带向受力一侧跑偏。
带式输送机跑偏原因具体有以下几方面:
1)由于输送机长期使用磨损严重或者输送带接头不正,导致输送带在运输物料时所受张拉力不均匀,造成输送带跑偏;
2)带式输送机在安装时由于各类滚筒与托辊中心线不在同一条水平线上,以及机架中心线的垂直度不符合安装要求,导致滚筒、托辊对输送带横向产生侧应力,从而导致输送带跑偏;
3)由于输送机滚筒曲径不一致,滚筒对输送带产生的摩擦力不一致,输送机在运输过程中机架振动,导致机架倾斜,以及在卸载物料时,高速物料对输送带产生冲击作用等,导致输送带出现跑偏。
2.2 调偏方案
通过对带式输送机跑偏分析发现,带式输送机跑偏规律为“跑紧不跑松、跑大不跑小、跑前不跑后”。目前我国采掘工作面带式输送机防跑偏措施主要包括调整托辊法、调整滚筒法。
调整托辊法是指调整输送机托辊位置从而实现调偏,输送机托辊两侧安装位置设计为可活动的方孔,当输送机出现跑偏时,根据“跑前不跑后”的原则,对输送带跑偏一侧的托辊前移,托辊另一侧向后移动。
调整滚筒法是指当输送带在滚筒处出现跑偏时,可通过调节滚筒位置实现纠偏,当输送带向一侧跑偏时,该侧滚筒先向前移动,另一侧向后移动,若输送带在尾部出现跑偏时,调整方向与之相反,如图1 所示。
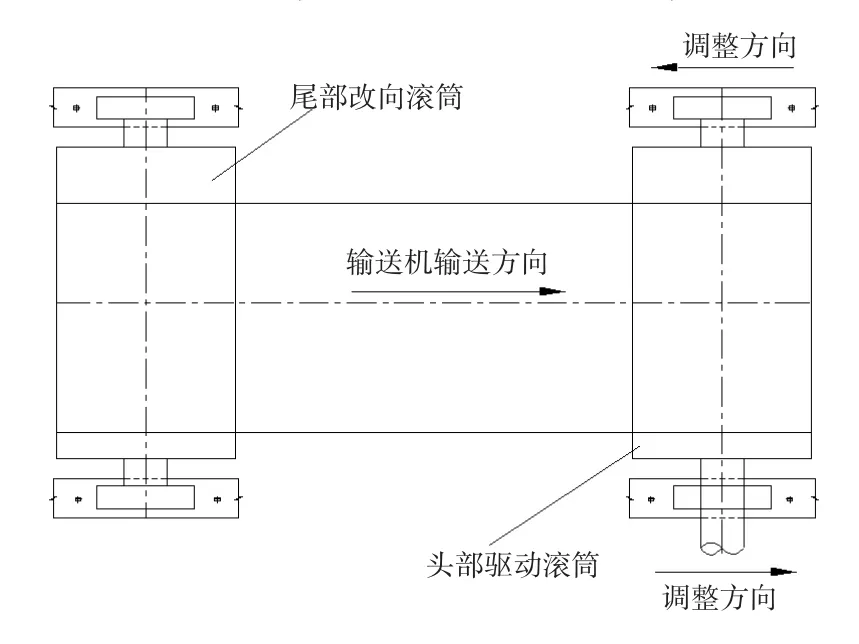
图1 调整滚筒法进行带式输送机纠偏示意图
3 带式输送机优化改进及应用分析
根据现场观察发现,输送带跑偏主要是因为受力不均造成的,通过调整托辊、滚筒进行纠偏是一方面,另一方面还需对输送机结构进行优化改进。
3.1 减小输送带张力
垂直输送带方向的拉应力主要表现为输送带张紧力,输送机在安装时应对输送带承载区最小张力点处输送带的垂直度进行校核,从而保证张紧力适宜;所以为了防止拉应力不均匀现象,在输送带正常运转时减小输送带张拉力,可减小输送机托辊数量以及托辊之间间距。
3.2 减小横向冲击力
造成带式输送机跑偏的另一个原因是输送带在横向存在应力,除了输送机在安装、制造、操作维护外,相邻两个水平带式输送机卸料时对输送带产生的冲击力是造成输送带跑偏的主要原因之一。在物料卸载时高速煤流会对输送带产生一个冲击作用力,该冲击作用力与输送带运行方向一致,不会造成输送带跑偏,但是在实际卸料过程中,该冲击力与输送带运行方向不完全一致,存在夹角,从而导致冲击力的分力沿输送带横向方向,造成输送带跑偏,所以可对上水平输送机机头处安装下料挡板以及给料溜管,如图2所示;下料挡板可调节角度,下料挡板主要作用是对上水平输送机卸载的煤流进行减速,减速后的煤流通过给料溜管进入下水平输送带中心位置,从而避免高速煤流冲击作用。
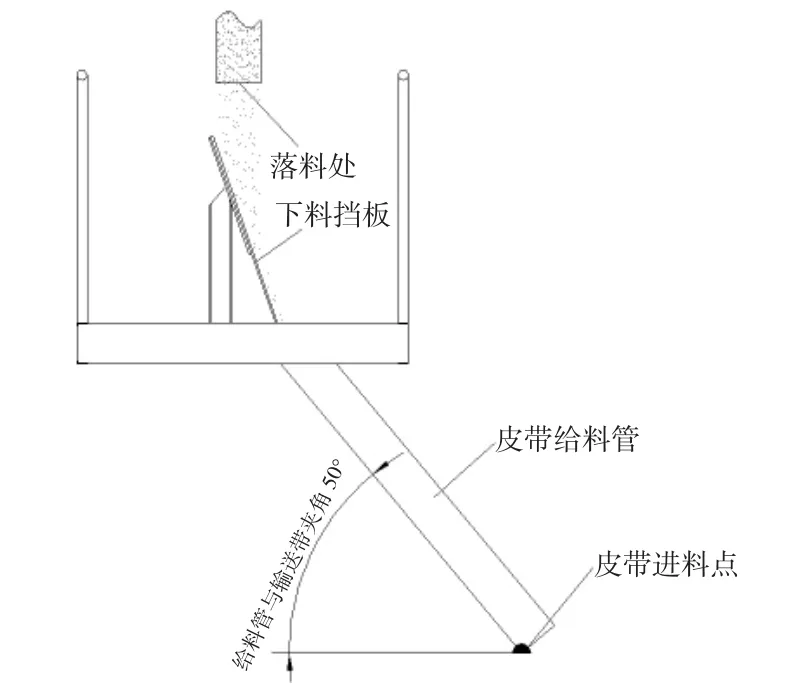
图2 带式输送机搭接点下料挡板以及给料管安装示意图
3.3 安装侧挡跑偏托辊
由于受带式输送机制造、安装、磨损等,带式输送机必然要出现跑偏现象,通过采取防跑偏措施可以降低输送机跑偏故障率;所以通过技术研究,在原带式输送机跑偏托辊的基础上安装一套侧挡跑偏托辊,侧挡跑偏托辊安装在输送机机架上,带式输送机每隔4~5 组托辊安装一组侧挡跑偏托辊,侧挡跑偏托辊安装角度应大于普通调偏托辊安装角度,当带式输送机出现小范围跑偏时,可通过调偏托辊进行调偏,当输送机跑偏范围大时可通过侧挡跑偏托辊进行调整。
3.4 实际应用效果分析
截止2021 年9 月12 日2106 巷已掘进到位,通过8 个月实际应用效果来看,巷道SSJ-800 型带式输送机进行优化改进后,跑偏现象得到有效改善,输送机跑偏事故率由原来的19%降低为5%以下,输送机维修费用减少了20 余万元,而且未发生一起因带式输送机跑偏导致输送带断带等事故;同时带式输送机跑偏现象得到有效控制后,减少了巷道内撒煤量,每班只需一人对巷道浮煤进行清理即可,大大降低了人工清煤劳动作业强度[4]。
4 结论
1)合理增加上托辊数量并减小下托辊的布置间距,能够有效减少输送带张力,从而保证输送带张力分布均匀,避免输送带跑偏。
2)通过对输送机搭接点安装调节板以及导料槽后,有效降低了煤流速度,保证煤流在指定位置进行卸载,避免了高速煤流对输送带冲击作用。
3)对带式输送机安装侧挡跑偏托辊后,能够对输送带大范围跑偏起到有效控制,减小输送带跑偏现象。
猜你喜欢
设备管理与维修(2021年21期)2021-12-29
陕西煤炭(2021年5期)2021-09-23
山东煤炭科技(2021年2期)2021-03-13
机械管理开发(2020年11期)2020-04-15
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
同煤科技(2015年4期)2015-08-21
橡胶工业(2015年10期)2015-08-01
橡胶工业(2015年6期)2015-07-29
橡胶工业(2015年2期)2015-07-29