车载摄像头模组用刚挠结合印制板制作技术研究
2022-11-10 08:25同晓龙寻瑞平吴家培李林超
印制电路信息 2022年9期
同晓龙 何 淼 寻瑞平 吴家培 李林超
(江门崇达电路技术有限公司,广东 江门 529000)
0 前言
随着汽车智能网联化时代的来临,汽车的智能化程度不断提高,车载摄像头广泛应用于汽车传感系统,其需求从传统的倒车后视向多方位全场景拓展,由单摄向多摄迈进,从人眼视觉应用向机械视觉高级自动驾驶辅助系统(ADAS)应用并行发展。车载摄像头作为智能汽车获取外界信息的主要窗口,其发展很大程度上决定了ADAS的发展进程,ADAS技术带来汽车行业的变革,也为车载摄像头市场规模(业内ADAS系统需1个前视,1个后视,4个环视摄像头)的增长提供了动力[1]。
车载摄像头出货量主要受汽车产销量、车载摄像头渗透率、汽车平均搭载摄像头数量三个维度的影响。新能源汽车及自动驾驶技术的发展,加速了摄像头在汽车行业中的渗透,2020年ADAS摄像头渗透率为15%,更多的新车将ADAS列入标配。根据TSR统计数据分析,2020年全球车载摄像头出货量达1.65亿颗,单车搭载摄像头数量达2.1颗,预测2025年单车搭载摄像头数量将达5.5颗,显示了巨大的市场前景[2]。
车载摄像头具有巨大的发展潜力和市场增长空间,布局车载摄像头模组PCB产品兼具高成长、好格局的投资机会。文章选取了一款用于车载摄像头的6层刚挠结合板,就其制作工艺流程及技术难点做详细的讲述,以供业界参考。
1 试制部分
1.1 产品结构特点
本产品为一款6层刚挠结合印制板,应用于车载摄像头模组,文章研究探讨其相关制作难点及改善办法。产品主要参数见表1所示,产品压合结构示意图如图1所示。
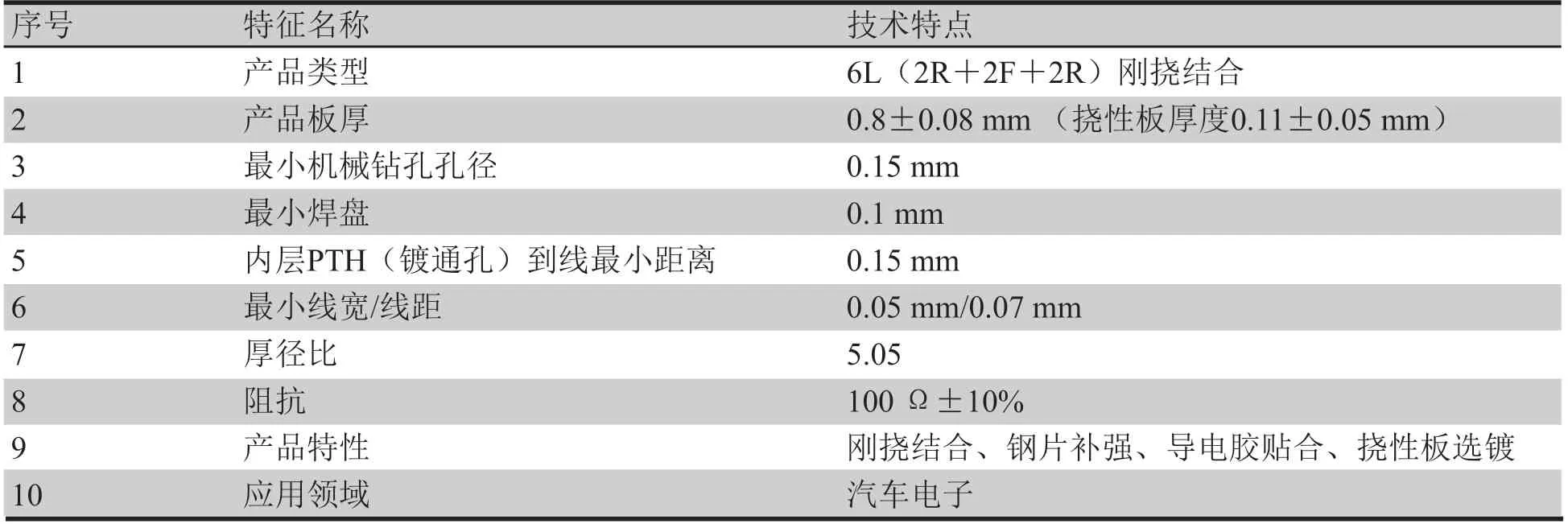
表1 车载摄像头模组刚挠结合印制电路板产品主要参数表
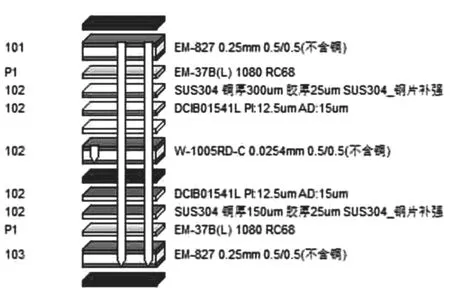
图1 车载摄像头模组刚挠结印制电路板合压合结构示意图
1.2 制作工艺流程
本6层刚挠结合板产品,先分别制作挠性层和刚性层,再压合制作成品层,工艺流程长,需要对钢片补强对位精度、铣平台控深加工、阻焊塞孔不良等技术难点进行管控,产品具体工艺流程设计如下:
软板层生产流程:开料→内层钻孔→内层沉铜→内层镀孔图形→镀孔→退膜→[切片分析]→内层图形(2)→内层蚀刻(2)→内层AOI(2)→挠性板棕化→贴覆盖膜→快速压合→贴补强→快速压合(2)→挠性板打铆钉孔→丝印字符(2)→激光切割→内层微蚀→贴保护胶带→快速压合(4)→挠性板棕化(2)→棕化
刚性板层生产流程:开料→内层图形→OPE冲孔→内层AOI→激光切割→棕化
主流程:层压→除流胶→陶瓷磨板→打靶位孔(3)→外层钻孔→外层沉铜→全板电镀→[切片分析(2)]→外层图形→外层真空蚀刻→蚀刻后阻抗测试→外层AOI→四线式测试→阻焊前塞孔→网印阻焊→阻焊后烤板→阻抗测试→二次钻孔→铣单元外形→成型前铣平台→退保护胶带→退膜→退保护胶带(2)→沉镍金→激光切割→等离子体处理→贴补强片→快速压合→贴补强片(2)→快速压合(2)→成型前测试→成型→FQC→FQA→包装。
2 难点与措施
2.1 挠性板选镀
制作难点:常规工艺中当某些区域需要镀铜时,常用整板电镀的方式,这对挠性板会使其弯折能力下降,不能满足挠性板超薄、高挠曲的要求,在这种情况下出现了一种选镀工艺。选镀工艺要求选镀开窗一般预大0.1~0.15 mm,在外层图形制作时由于孔口阶梯差,贴干膜后容易产生气泡,造成干膜贴合不紧,蚀刻液流入板面,导致开路。
改善措施:为了满足电路铜薄和高弯折次数,使用软板选镀的方法,进行以下工艺改善及管控:(1)减少孔口毛刺:使用挠性板专用新钻头,钻头寿命控制在2 000~3 000孔,并且对刀速进行管控,进刀速为110 mm/s,回刀速为130 mm/s;(2)选镀孔口开窗由原来的预大0.1~0.15 mm,改为预大0.2~0.25 mm,增大干膜贴合面积;(3)孔口区域贴干膜,其他区域使用湿膜贴合或者整板使用干膜贴合,贴合时使用真空贴膜机。
通过以上工艺的改善及过程管控可以有效解决干膜贴合不紧引起的制作外层图形时孔口开路的问题。
2.2 钢片补强
本产品为车载摄像头模组,摄像头测试需要在水中浸泡数天,以及1 000 h以上的温度测试,为保证其稳定性、可靠性和散热性,采用钢片补强。使用钢片补强除了对金属零部件起到较好的散热效果外,还兼具高稳定性、防静电的特点。
制作难点:针对刚挠结合板中导电热固胶贴合厚度≥500μm的钢片补强主要有人工贴合和机贴两种方式,人工贴合又分为熨斗热压贴合和烙铁工艺贴合,这两种工艺温度和时间难以控制。导电热固胶有最佳的热压贴合温度,温度过高或过低都会降低贴合力,使得钢片贴合不牢,造成脱落。烙铁工艺还存在容易局部温度过高导致导电热固胶失效的问题。另一方面,人工贴合生产效率低,对位精度差,还有安全隐患。随着自动化的发展,引入了机贴工艺,此工艺对于普通的钢片贴合有优势,但是由于导电胶钢片需要冷藏的原因,直接机贴,导电热固胶升温很难达到最佳贴合温度,仍然面临贴合不紧,钢片脱落的问题;如果加大贴合时间,则会降低生产效率,尤其是本产品的钢片补强片比软板区大且有的钢片补强贴在硬板区,大大增加了制作难度。而且不管是人工贴合还是机贴,贴合完成后,没有对应的检测设备快速检测其精度,贴合对位公差不佳,影响器件的组装精度。
改善方案:针对贴合对位不佳造成报废等问题,经研究在每片板中设计定位点,在钢片补强位置增加补强对位线,以及使用贴合机器贴合的方法去控制对位精度,达到客户0.05 mm的精度要求。具体方法如下描述:
(1)电路板外层线路设计定位点,由于此板的钢片对位精度为0.05 mm,在对位孔基础上增加对位补强线辅助,根据补强片形状设计对位线;
(2)在图形制作时,选用激光直接成像(LDI)消除底片成像技术产生的偏差问题,保证良好的对位精准度和避免层间偏移引起的对接不良;
(3)在外层线路蚀刻工艺时,把定位孔和对位线蚀刻出来;
(4)在机贴前增加加热台,把需要贴合的导电胶钢片放置于加热台预加热100 ℃ ,使得冷藏的导电热固胶得到充分预热,而且还有除湿功效,也节省后续压合时间;
(5)在贴合时使用贴合机器,把平台温度设置为135 ℃,让刚挠结合板充分预热;
(6)使用蚀刻的定位点抓取钢片贴合位置,真空吸头的温度在100~150 ℃之间,压合时间为3 s~15 s,可以使厚钢片导电热固胶充分溶解,压片固化后更加牢固;
(7)采用对位线进一步检查对位精度,确保贴合对位公差;
(8)使用真空压机进行快速压合,压合时间3 min,温度160 ℃。
2.3 揭盖
制作难点:揭盖是采用机械或激光控深铣的方式将窗口位置的刚性层去掉,露出挠性层。现有压合工艺“不流胶半固化+保护胶带”,此类半固化片(PP)流胶性高,压合时流胶大,PP开窗后覆盖膜上PP粉严重,增加了揭盖难度。对于薄PP揭盖,传统上使用激光揭盖,此工艺成本相对较高,且效率偏低。文章所述印制板由于揭盖位的硬板较薄(<0.25 mm),若使用机械铣盲槽,盲槽过宽,层压时胶体会流入盲槽内,影响表面平整度,外层图形制作时易产生贴干膜空洞问题,且机械控深铣揭盖容易铣穿且精度不佳。
改善方案:针对硬板部分板厚为<0.25 mm的揭盖工艺,为防止铣穿、凹槽等问题,进行了工艺流程改进:
(1)采用不流胶半固化,将不流胶半固化开通窗设计;
(2)在揭盖区域贴保胶带,防止刮花软板板面;
(3)硬板芯板使用激光预切,可以对所铣盲槽进行控深,盲槽控深0.1±0.015 mm,保证控深精度;
(4)揭盖时使用机械揭盖,可以提高生产效率以及降低生产成本。
具体流程如下:开料→内层图形→OPE冲孔→内层AOI→激光切割内槽→棕化→层压除流胶→陶瓷磨板→打靶位孔(3)→外层钻孔→外层沉铜→全板电镀→[切片分析(2)]→外层图形→外层真空蚀刻→蚀刻后阻抗测试→外层AOI→四线式测试→阻焊前塞孔→网印阻焊→阻焊后烤板→阻抗测试→二次钻孔→铣单元外形→成型前铣平台
将原外形后揭盖工艺优化为压合前预铣槽,即将顶层和底层的刚性板在压合前激光切割内槽,成型后二次激光进行开盖,可以有效解决开盖的控深问题,保证了产品质量。
2.4 成型
此板的成型尺寸公差要求是0.05 mm,成型工艺精度要求高。刚挠结合区域的连接过渡处只有1 mm,成型时控深不佳,容易出现发白、断裂等品质问题,且挠性板区域面积大,孔到板边的距离小,仅仅0.8 mm,大幅增加了成型的难度。
改善方案:针对本研究的成型精度要求,进行了工艺流程改进。确保板的涨缩一致性,在图形工艺的前处理及快压和压合工艺时,管控板的方向都是MD(纵向)向;为了图形更加精准,偏差更小,使用LDI(激光直接成像)曝光机进行图形制作;成型时使用CCD铣机,铣机精度控制在0.03 mm,可以确保产品尺寸达到0.05 mm的公差要求。
2.5 阻焊塞孔
制作难点:PCB做阻焊塞孔时由于塞孔油墨黏度较高孔内易产生气泡,同时过烤板时(预烤、后烤)油墨内溶剂挥发,油墨产生收缩现象容易造成阻焊塞孔形成空隙。贴钢片补强时经过高温高压,导电胶进入油墨缝隙接触大铜皮导致短路(如图2所示),出现报废。

图2 改善前后油墨塞孔对比图
改善方案:经分析是油墨层网印一次,产生缝隙和气泡的概率较高,导电胶会通过缝隙气泡导通不同网络,因此进行以下方法从而改善。
(1)阻焊更改为2次网印,在第一次网印油墨后再印一次,降低产生缝隙和气泡的概率;
(2)两次网印阻焊完成后,静置15 min,通过重力作用使油墨充分填充,可以有效地降低油墨产生气泡和缝隙;
(3)将测试工序放于贴合钢片、快速压合之后,对基板进行电性能测试检查,防止出现短路现象。
2.6 可靠性测试
文章对成品进行了一系列测试,测试结果如表2所示。结果表明,此PCB成品各方面达到客户要求,说明文章克服了制作车载摄像头PCB的技术难点,可以进行小批量导入生产。

表2 可靠性测试结果表
3 结论
随着新能源汽车及自动驾驶技术的发展,车载摄像头电路板产品的需求量也随之增加。文章以一款6层用于车载摄像头模组的6层刚挠结合板为例,针对其常见制作难点采取相应解决方案,使产品达到客户要求。
猜你喜欢
天津音乐学院学报(2022年2期)2022-07-28
学苑创造·B版(2019年2期)2019-02-19
文教资料(2018年1期)2018-04-09
课程教育研究(2017年28期)2017-08-29
科技资讯(2016年6期)2016-05-14
三联生活周刊(2015年26期)2015-06-26
试题与研究·中考化学(2015年1期)2015-06-15
销售与市场·渠道版(2015年4期)2015-05-05
黄钟(2014年2期)2014-08-08
小天使·五年级语数英综合(2014年7期)2014-06-26