
基于线光的表面粗糙度测量研究*
2022-11-05 10:52:30商执亿王建华尹培丽
舰船电子工程 2022年9期
商执亿 王建华 尹培丽
(1.西安工业大学机电工程学院 西安 710021)(2.西安工程大学机电工程学院 西安 710048)
1 引言
表面粗糙度是评价机械加工表面质量的重要指标,其常规的测量方法为触针法、光切法和干涉显微法[1~3]。其中,触针法是应用最广泛且最成熟的一种方法,具有测量范围大、分辨率高、测量结果可靠等优点,但该方法属于接触式测量,易划伤被测表面[4]。光切法的测量精度较高,但该方法的测量范围和工作距离都比较小[5]。干涉显微法的测量精度高,且能实现面测量,但该方法的系统调整时间长,对测量环境要求也高[6]。
常规的测量方法各有优缺点,而随着光学技术的不断发展,还涌现出很多适用于表面粗糙度测量的方法,其中线激光法和线光谱共焦法因其非接触、工作距离大且同属线光测量、效率高等优点,有着广阔的应用前景[7~10]。CUI[11]推导了直射式和斜射式线激光法的测量模型,分析了该方法在表面粗糙度测量中应用的可行性。张小艳[12]搭建了一套基于线激光法的表面粗糙度测量系统,完成了刨床样块的测量,结果与触针法结果相近。周勇[13]将点光谱共焦传感器集成在坐标测量机上,完成了轮廓算数平均偏差Ra标称值为0.37μm的标准样块的表面粗糙度测量,测量重复性为0.0026μm。王文娟[14]设计了一套点光谱共焦测量系统,完成了Ra标称值为6.3μm的端铣样块的表面粗糙度测量,测量结果为6.29μm。
目前基于线激光法和光谱共焦法的粗糙度测量研究多是对单一样块的测量验证,未对不同等级粗糙度的样块进行系统性测量,对于两种方法的粗糙度可测精度范围比较模糊,且光谱共焦的研究都是采用点光源,效率低。为此,本文提出采用线激光法和线光谱共焦法完成不同机械加工方法的不同等级粗糙度样块的系统性测量。
2 测量原理
2.1 线激光法测量原理
该方法采用光三角测量原理,如图1所示,激光器发出的线光投射到被测工件表面上,经反射后成像于光电探测器上,像点位置会随被测表面轮廓高低变化而产生变化,通过测量像点位移x,便可计算出工件表面的轮廓信息y。
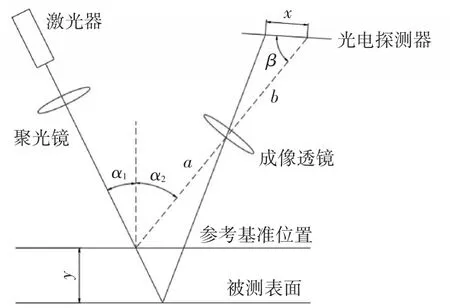
图1 线激光法测量原理
2.2 线光谱共焦法测量原理
该方法采用光谱共焦测量原理,如图2所示,白光光源发出的光经狭缝1形成一条线光,经光学组件1中的色散镜头后形成不同波长的单色光,每一个波长的焦点对应一个距离值。投射到被测表面的线光被反射后,经光学组件2处理,通过狭缝2进入光谱探测器中。因不同波长的单色光都有可能通过狭缝2进入探测器中,此时采集到的光是一组模糊的光谱,但只有在被测表面上共焦的单色光拥有足够的光强,在探测器中形成一个明显的波峰。通过解析光强-波长-距离之间的映射关系,便可得到被测表面的高度信息。

图2 线光谱共焦法测量原理
3 表面粗糙度高度特征参数Ra计算方法
首先采用测量系统采集的轮廓数据点绘制轮廓曲线,然后通过最小二乘法拟合轮廓曲线的线性回归中线,作为评定粗糙度参数的基准线,最后计算轮廓算数平均偏差Ra。
线性回归中线的方程为

式中:a、b为回归系数,xi、yi为轮廓数据,n为数据点数。
在取样长度范围内计算轮廓算数平均偏差Ra为

4 表面粗糙度的线光测量
4.1 测量方法
采用线激光法和线光谱共焦法测量不同机加样块的表面粗糙度。线激光法选用基恩士的测量仪,主要参数:工作距离64mm,线长16mm,纵向测量范围14.6mm。线光谱共焦法选用FocalSpec的测量仪,主要参数:工作距离8mm,线长4.3mm,纵向测量范围1.1mm。
被测工件选用刨床和平磨粗糙度样块,样块分4个等级,出厂测定的Ra已标出,如图4所示,下文采用“Ra6.3、Ra3.2、Ra1.6……”代表不同等级的样块。为验证Ra的准确性,采用触针法进行重新测量,并以该测量结果作为参考标准值。
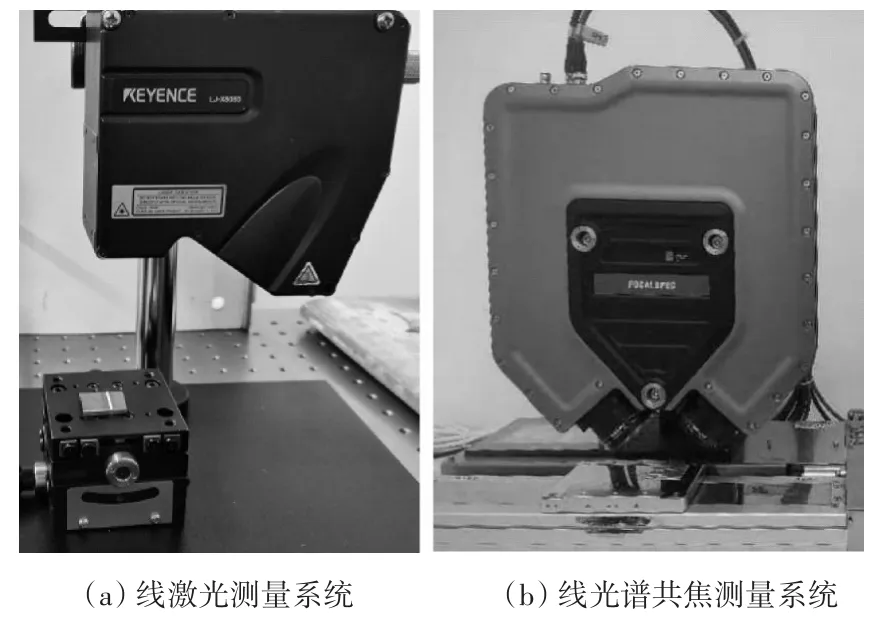
图3 测量系统
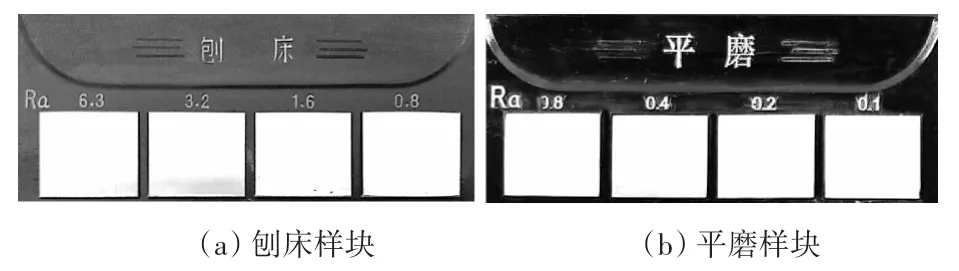
图4 被测工件
4.2 测量结果及分析
4.2.1 刨床样块表面粗糙度测量结果
刨床样块表面比较粗糙,且表面轮廓呈规律性波动,轮廓曲线测量结果如图5所示。
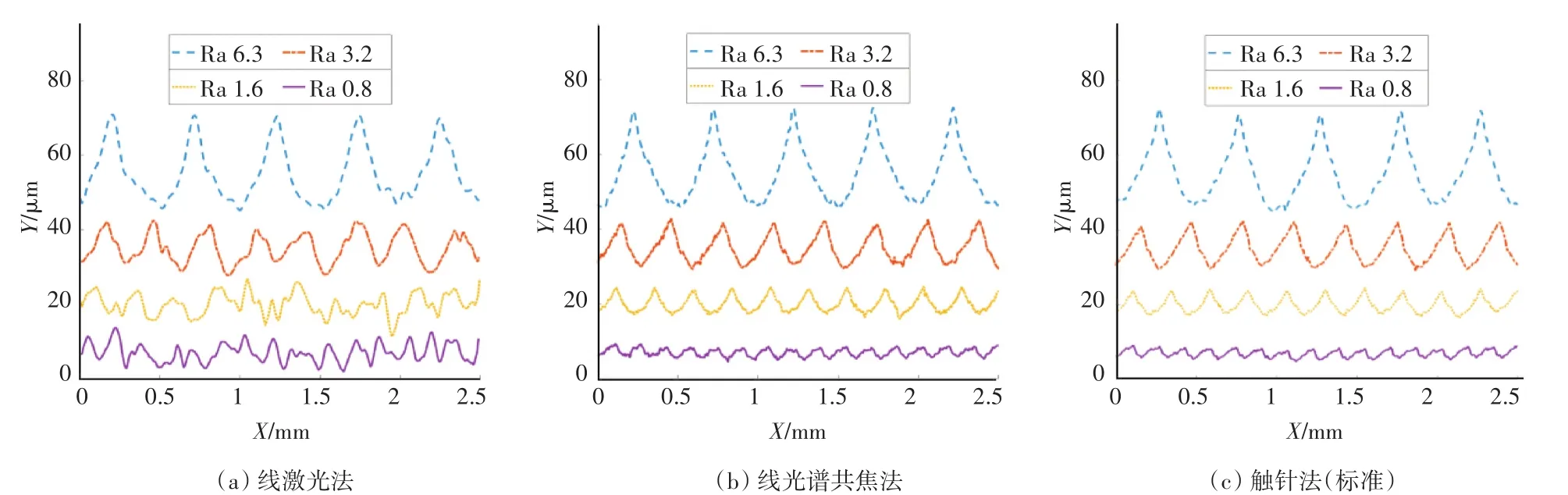
图5 刨床样块表面轮廓曲线
从图5看,线激光法测量的样块“Ra6.3”和样块“Ra3.2”的轮廓与标准轮廓的一致性较好,但测量的样块“Ra1.6”和样块“Ra0.8”轮廓规律性变差,且样块“Ra0.8”的轮廓幅值明显增大。而线光谱共焦法的结果与标准轮廓均保持一致。
Ra的计算结果如表1所示。线激光法测量样块“Ra6.3”和样块“Ra3.2”的误差较小,但测量样块“Ra1.6”和样块“Ra0.8”误差增大,相对误差最大达到了140.96%。线光谱共焦法测量的误差均较小,相对误差最大为测量样块“Ra1.6”时的7.36%。由此推断,线激光法只能够准确测量Ra≥3.2μm的表面粗糙度,Ra≤1.6μm无法准确测量。

表1 刨床样块Ra计算结果
4.2.2 平磨样块表面粗糙度测量结果
平磨样块表面比较光滑,且表面轮廓波动无规律,轮廓曲线测量结果如图6所示。

图6 平磨样块表面轮廓曲线
从图6看,线激光法测量的轮廓与标准轮廓相差较大,特别是不同样块的轮廓幅值基本相同,说明线激光法已无法测量该平磨样块。线光谱共焦法结果与标准轮廓基本保持一致。
Ra的计算结果如表2所示。线激光法测量不同样块的误差都比较大。线光谱共焦法测量样块“Ra0.8”、“Ra0.4”、“Ra0.2”的误差较小,测量样块“Ra0.1”误差增大,相对误差为27.27%。由此推断,线光谱共焦法能够准确测量Ra≥0.2μm的表面粗糙度,Ra≤0.1μm无法准确测量。

表2 平磨样块Ra计算结果
综合刨床和平磨样块的测量结果,线光谱共焦法的测量精度高于线激光法,主要原因是测量原理不同,线光谱共焦法主要通过光波波长计算轮廓信息,光波的波长通常在几百纳米,所以该方法分辨率可以达到亚微米级,而线激光法主要通过提取采集的光条的中心位置来计算轮廓信息,受相机分辨率、散斑噪声等因素的影响,该方法的测量分辨率很难达到微米级。
5 结语
采用线激光法和线光谱共焦法完成了刨床样块和平磨样块的表面粗糙度测量实验,从测量的轮廓曲线和Ra两方面进行对比分析,结果表明:线光谱共焦法能够准确测量Ra≥0.2μm的表面粗糙度,而线激光法只能准确测量Ra≥3.2μm的表面粗糙度。两种线光方法可以应用于不同粗糙度测量要求的场合,且单次测量可获得一条数据点,测量效率高,如果配合机械运动,还可以实现三维粗糙度的快速测量,具有很大的应用前景。
猜你喜欢
课堂内外·小学版(低年级)(2023年6期)2023-04-29 00:44:03
甘肃科技(2020年20期)2020-04-13 00:30:18
制造技术与机床(2019年11期)2019-12-04 05:50:54
模具制造(2019年4期)2019-06-24 03:36:48
制造技术与机床(2017年12期)2017-02-02 07:05:05
材料科学与工程学报(2016年2期)2017-01-15 13:34:40
计算机工程(2015年4期)2015-07-05 08:27:39
计量技术(2015年9期)2015-06-07 10:40:33
舒适广告(2008年9期)2008-09-22 10:02:48
