
一种基于示教器和PLC的YLP激光剥线系统
2022-11-02 05:40陶权
现代制造技术与装备 2022年9期
陶 权
(大族激光科技产业集团股份有限公司 CO2激光应用发展总部,深圳 518000)
电线的应用十分广泛,如手机、计算机、平板、数码相机以及电子词典等。在使用电线时往往需要去除表皮外层,才能更好地满足下一步的加工需求。
传统的工业生产中,一般采用机械式剥皮。机械式剥皮因钳口接触导线,会对金属线芯产生一定的挤压,导致金属线芯损伤。如果钳口不与金属线接触,则会导致绝缘皮不能剥切干净。如果刀具选择不合适或刀具损坏或操作不当,可能损伤导体,导致出现加工精度低、产生废料、质量不稳定等情况。激光剥线利用激光的热分解效应和破坏分子链效应,对需要剥除绝缘表皮的导线进行加工,是一种非接触式加工方式,不会损伤线材内芯,控制精准,效率高[1-2]。本文利用示教器人性化操作、控制器高精度运动控制、可编程逻辑控制器(Programmable Logic Controller,PLC)抗干扰性能强和编程灵活的特点,设计了一种基于示教器和PLC的YLP激光剥线系统。结果显示,设计的系统运行平稳,安全可靠,效率高,操作简便,弥补了机械剥线的缺点。
1 控制系统布局
剥线控制系统主要由示教器部分、运动控制卡部分、驱动部分、PLC控制部分、激光发生器以及安全辅助信号部分组成。示教器部分采用手持编程器实现数据导入/导出、路径编辑等。运动控制卡部分将输入的图形或文件转化为驱动伺服的运动指令,并负责与PLC通信。驱动部分由3套伺服电机构成,具体分配如图1所示。PLC控制部分用来与运动控制卡通信,并控制激光器能量输出[3-4]。激光发生器采用YLP激光器。安全辅助信号部分采用光电传感器,用来限定各伺服轴的运动范围。

图1 控制系统布局
根据加工效率要求,伺服驱动选用400 W交流伺服,实现高速、高精度运动控制。安全辅助信号采用EX-S652,具有稳定性好、抗干扰能力强的特点。
2 功能模块
系统功能模块主要包括激光器、PLC以及控制器3个部分。激光器采用的YLP系列50 W激光器,是IPG公司推出的一款紧凑型风冷、免维护型MOPFA与Q开关脉冲掺镱光纤激光器,输出波长为1.06 μm,具有体积小、光斑模式好以及功率稳定等特点[5]。PLC采用Smart S7-200,是SIEMENS公司在中国市场推出的一款小型高性价比紧凑PLC,具有强化的内置功能和灵活的可扩展性,配备SIEMENS专用高速处理芯片,适用于较复杂的应用。控制器采用JTL-A4,是捷士公司的一款四轴控制系统,利用运动控制卡和示教器组合的方式实现。控制卡提供4 MHz的4轴插补运动。示教器为5英寸TFT显示屏,支持图形化编辑或使用U盘导入计算机辅助设计(Computer Aided Design,CAD)程序,支持单切割和双切割,可设置不同上、下线切割参数,实现脱机运行[6]。
3 能量控制系统
3.1 激光能量控制
系统采用的YLP激光器通过机身自带的DB25接口进行能量控制,信号形式为晶体管-晶体管逻辑(Transistor-Transistor Logic,TTL)信号,具体功能分配如图2所示[8-11]。Pin1~Pin8和Pin9用于功率设置。Pin1~Pin8用于设定激光功率,为8 bit总线形式,输入范围为十进制0~255,对应0%~100%的标称0~50 W功率输出。Pin9为功率锁存脚,用于将功率设定存储到激光器内。此外,Pin19为激光调制输入(Booster放大器开/关输入),Pin23为急停输入,Pin18为主振荡器(MO)开关信号,Pin20为脉冲重复频率(同步)输入,Pin16和Pin21为激光器报警输出。
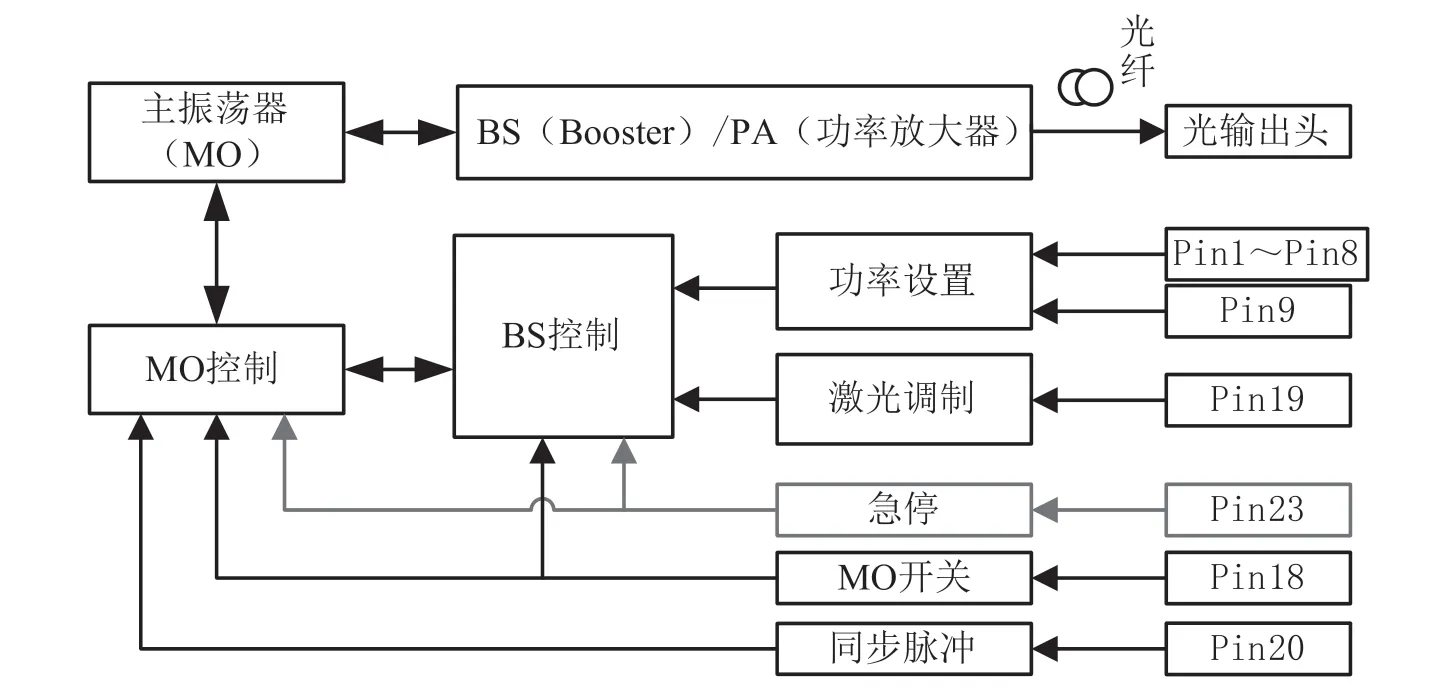
图2 激光能量控制布局图
使用PLC数字量输出调制激光器的能量信号,具体信号对接如表1所示。

表1 PLC与激光脉冲控制口接口定义
3.2 通信参数设置
示教器与控制卡通过RS232连接,控制卡和PLC之间通过RS485连接,PLC与控制卡通过Modbus RTU方式通信。控制卡将功率值发送给PLC,PLC将接收的数值转换为8 bit总线IO量输出控制激光能量输出。控制卡通信参数设置具体如图3和图4所示。

图3 控制卡通信参数设置示例一

图4 控制卡通信参数设置示例二
进入示教器基本参数设置页面,选择(激光器类型YLP|Com1;YLP激光器协议Modbus)。在Modbus参数页面设置串口Com1参数,即通信模式为“自定义”,波特率为“38400”,校验模式为“偶校验”,停止位为“2”。
3.3 PLC通信指令设置
YLP激光能量控制包含激光功率和激光频率两个参数。在PLC中编写通信指令接收控制卡发送的这两个数据[12-14],设置PLC为从机,控制卡为主机,PLC通信地址为2。此外,寄存器地址分配情况为激光功率40001,激光频率40003。对于数据格式,主要涉及以下4个方面。第一,数据采用浮点数,3位整数和1位小数的形式。第二,激光功率单位为“W”,激光频率单位为“kHz”。第三,高位数据在前,按照AB CD的格式。例如,浮点数15.2写到激光频率地址40003,则40003地址需要写0x4173,40004地址需要写0x3333。第四,发送实例,即按照RTU模式写设备地址为2的激光频率为15.2 kHz,此时控制卡发送数据(示例)为02 10 9C 43 00 02 04 41 73 33 33 F0 CA其中,PLC回复“02 10 9C 43 00 02 9E 7F”,表示数据发送成功。
4 结语
与传统接触式剥线方式相比,激光剥线特别适用于精细线材剥离,如电子、数码行业排线、扁线、高清多媒体接口(High Definition Multimedia Interface,HDMI)以及通用串行总线(Universal Serial Bus,USB)等线材线芯的剥离,发展空间广阔。设计的激光剥线系统操作简单,效率高,不损伤线材,可以脱机生产,具有更高的可靠性和安全性,生产稳定,客户反响较好,可为企业和客户带来效益,有较大的推广价值。
猜你喜欢
制造业自动化(2022年9期)2022-10-03
中国航海(2019年2期)2019-07-24
科技与创新(2017年3期)2017-03-17
电脑知识与技术(2016年22期)2016-10-31
中学生数理化·八年级物理人教版(2016年5期)2016-08-26
中学生数理化·八年级物理人教版(2016年5期)2016-08-26
科技与创新(2015年23期)2015-12-08
新高考·高一物理(2015年3期)2015-08-20
农业科技与装备(2014年11期)2015-02-02
微型计算机·Geek(2009年3期)2009-12-11
