新型卧式煤泥离心机在大屯选煤厂的应用
2022-11-02 09:03闫全喜
煤炭加工与综合利用 2022年8期
闫全喜
(上海大屯能源股份有限公司 选煤中心,江苏 徐州 221611)
1 概 述
大屯选煤厂位于江苏省徐州市沛县境内,年设计入洗原煤3.2 Mt,是大屯选煤中心生产能力最大、生产工艺成熟、设备布置较为完善的矿区型炼焦煤选煤厂,担负着大屯矿区各矿井原煤均质配洗的任务。主要选煤工艺为:50 mm以下原煤无压三产品重介旋流器分选+煤泥直接浮选工艺,最终精煤产品由重介精煤(+0.5 mm)、末精煤(0.35~0.5 mm)、浮选精煤(-0.35 mm)三部分组成,组成比例分别为80%、5%、15%。
近年来,随着国家“双碳”战略目标的提出,煤炭清洁高效燃烧变得尤为重要,客户对精煤水分、灰分要求愈加苛刻,特别是冬季期间,大屯厂外销精煤各项指标满足销售合同要求,但客户对精煤水分指标要求不减,建议继续降低产品水分、稳定在10.00%以下。为了提高企业的效益,保证市场占有率,需要进一步降低大屯厂精煤产品各组分的水分,保证销售精煤水分指标更具竞争力。
大屯厂生产系统内使用的块煤离心机和快开压滤机均为国内先进脱水设备,重介精煤、浮选精煤水分分别稳定在5.00%~7.00%、22.00%~24.00%,处于国内同类型选煤厂前列水平[1],末精煤水分具有进一步降低的空间,因此,大屯厂于2020年10月对末精煤脱水设备进行了更新。
2 末精煤回收系统现状
大屯选煤厂2015年经过技术改造后,末精煤回收系统主要由1组分级旋流器+2台三质体高频脱泥筛+2台立式刮刀煤泥离心机组成(工艺流程见图1),分成平行单、双号2个单系统(单系统由单台脱泥筛+离心机组成)。
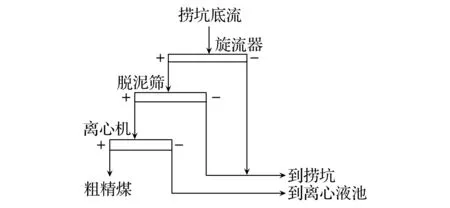
图1 大屯厂末精煤回收系统工艺流程
原有末精煤主要脱水设备为LLL1200×650B型立式刮刀煤泥离心机,处理能力35~45 t/h,筛篮大端直径1 200 mm,筛篮转速482 r/min。该型离心机技术成熟,在国内诸多选煤厂应用广泛[2]。
通过测定2台离心机产品水分可知,末精煤水分平均为13.70%,其脱水效果如表1所示。统计以往水分数据后获悉,本厂末精煤产品水分指标稳定在13.00%~16.00%(随筛缝磨损程度和入料性质波动),远高于对于精煤产品水分10.00%的要求,与压滤浮选精煤混掺形成精煤产品后,会拉高最终精煤产品的水分指标。另外,实际应用表明,离心机筛篮寿命仅为43 d,频繁更换筛篮增加了检修人员的工作强度,更换筛篮涉及到起吊作业,也增加了检修的难度和危险性[3];并且根据生产经验,筛篮使用30 d时,筛缝会磨损到0.80 mm(工艺要求0.45 mm),筛条也将出现不同程度磨损或破洞,影响到末精煤的有效回收[4],造成精煤流失。

表1 立式刮刀离心机产品水分
3 WLH1000型卧式刮刀煤泥离心脱水机的应用
随着技术的发展,一种新型高转速的卧式离心脱水机已逐步占据离心脱水设备市场并被证明性能的有效性。经调研,型号为WLH1000的卧式刮刀煤泥离心脱水机处理能力在40~80 t/h,筛篮大端直径1 000 mm,筛篮转速780 r/min[5]。该型煤泥离心机除筛篮直径小于本厂使用的立式刮刀离心机200 mm以外,其余各项参数,如处理能力和筛篮转速均更优。
根据离心力公式可知,物料在筛篮中受到的离心力与筛篮半径和转速有关[6],而转速对离心力影响更大。按照铭牌参数计算,物料在该型卧式煤泥离心脱水机内所受到的离心力是在立式刮刀离心机内的2.18倍,离心强度大,脱水效果好[7]。于2020年10月购入1台WLH1000离心机对单号系统的末精煤脱水设备进行了更新,安装时充分利用原系统中的管道、设备进行联结和延伸,免去不必要的切割、焊接工作,有效减少了改造工程量、缩短了施工期,未对正常生产造成影响;考虑到现场的美观、检修的便利和日常检查维护的便捷,对设备安放的位置和角度做了适应性调整。设备于当月安装,当月投入使用,自使用以来,运转状况良好,各项经济技术指标均达到了预期。
4 WLH1000型卧式刮刀煤泥离心脱水机介绍
4.1 主要技术参数
WLH1000型卧式刮刀煤泥离心脱水机主要技术参数见表2。
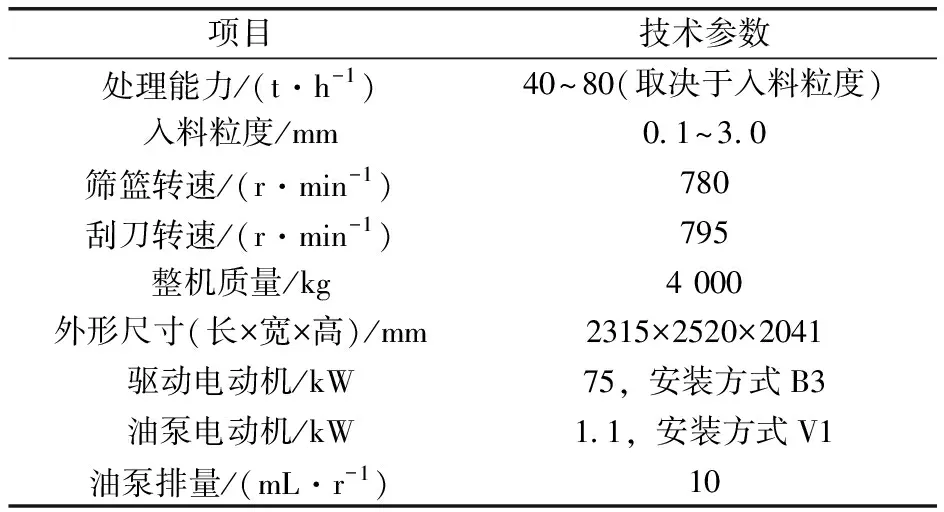
表2 WLH1000离心机主要技术参数
4.2 工作原理
WLH1000离心脱水机主要包括以下部件:底托架、水仓体、摆线差速器、差速器箱体、皮带罩、驱动电机、驱动装置、给料筒、筛篮与筛篮架组件、刮刀体组件、安全离合器、润滑系统等[8],设备结构见图2。
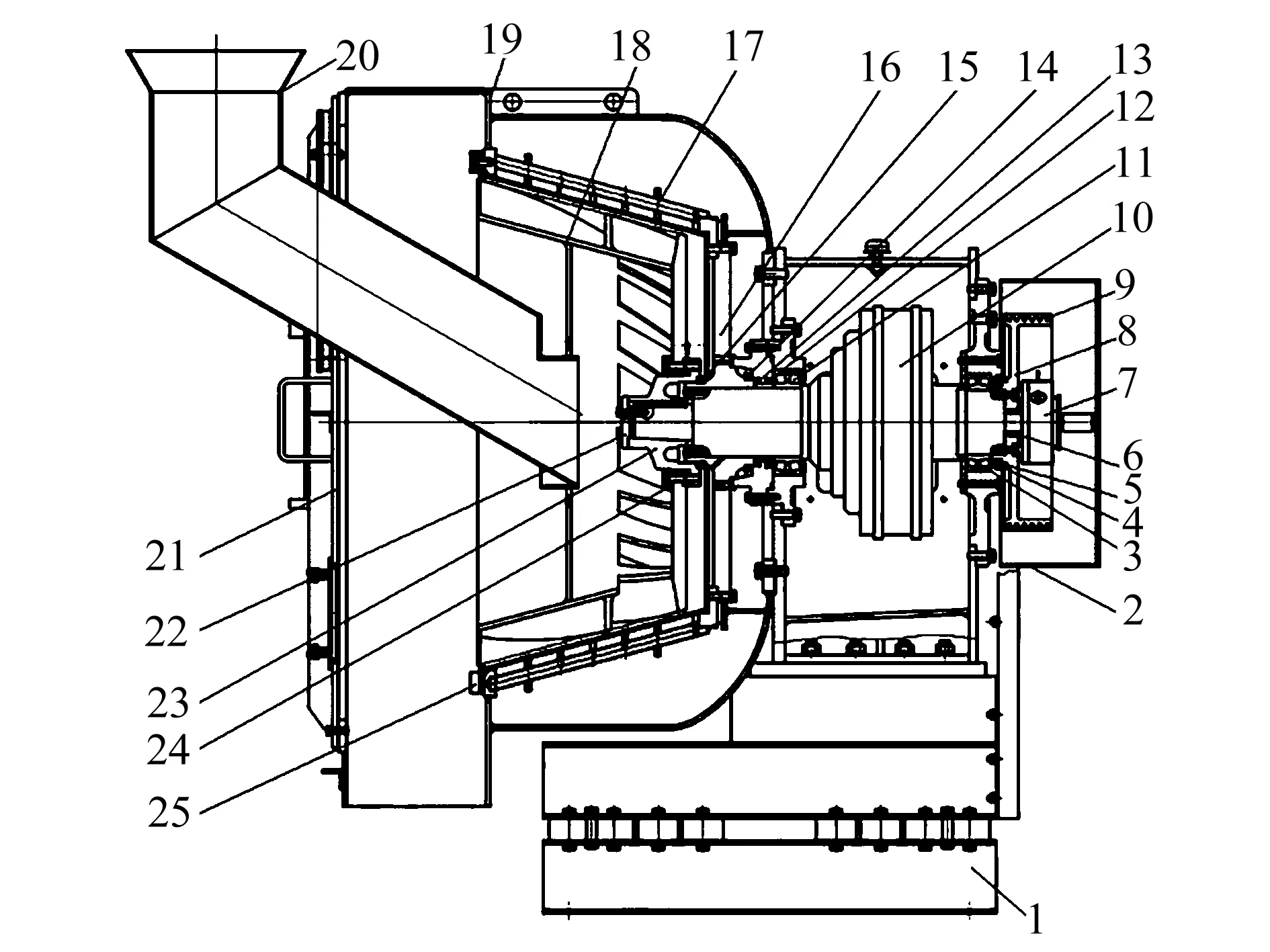
1—底座;2—皮带罩;3—输入端主轴承;4—输入端骨架油封;5—防尘圈;6—带轮骨架油封;7—皮带轮;8—三角带;9—差速器;10—输出端主轴承;11—输出端骨架油封;12~14—防尘圈;15—筛篮支架;16—筛篮架;17—刮刀;18—水仓体;19—进料筒;20—门;21—轮毂压盖;22—轮毂;23—轮毂压盖;24~25—螺栓保护器图2 WLH1000离心机结构
离心机工作运行时,驱动电机带动皮带轮一级减速,再由皮带轮直接带动差速器,从而带动筛篮和刮刀体旋转[9]。当待脱水的煤泥或物料通过加料口进入刮刀体锥体后,由于高离心力的作用,物料均匀地分配到刮刀和筛篮之间的空间内,借助筛篮的倾角和筛篮与刮刀体的差速,使在筛篮上形成的煤泥饼从筛篮的小端连续地向筛篮的大端移动并卸料排放到运输设备上;离心液则借助离心力和刮刀体高速旋转产生的强大气流的吹拂作用,通过排液口回收至生产系统[10]。
4.3 性能特点
(1)采用卧式传动结构形式。
(2)主驱动系统采用摆线行星机构,运动平稳,噪音低,使用寿命长。
(3)截留粒度小,回收率高。正常工作中,粒度为0.45~1 mm的末精煤得到最大程度回收,减少细粒煤泥在系统内的循环量[11]。
(4)离心强度大,脱水效果好。筛篮转速可达780 r/min,离心产品水分更低。
(5)适应范围广,处理能力大。处理能力在40~80 t/h,高于同类型立式刮刀离心机,且筛篮尺寸更小,整机占用空间少。
(6)机械、电气连锁保护,系统运行安全可靠。
5 使用效果分析
5.1 降水效果
新购入的WLH1000型卧式煤泥离心机安装在末精煤回收单号系统。表3所列为设备更新后分布在单、双号系统的2种离心机的工艺指标对比,从表中可以看出,WLH1000型卧式煤泥离心机对末精煤脱水的效果。在相同的离心机入料条件下,WLH1000离心机产品水分为9.60%,比立式离心机产品13.70%低4.10个百分点,经统计,外运精煤产品全水分月累计从10.50%降低到10.10%。在确保设备正常使用的前提下,WLH1000型卧式离心机脱水效果更理想,产品水分更低,满足指标要求。

表3 2种离心机产品水分对照
5.2 降灰效果
煤泥离心机降灰效果的实现是在产品离心脱水时,水流夹带高灰细泥从筛篮筛缝脱离产品,实现脱水、降灰效果[12]。离心机降灰能力与降水能力呈正相关关性[13],离心机降水效果越好降灰幅度越大。高转速能够产出更低水分、更低灰分的精煤,实现末精煤的高效回收。表4所示为单、双号系统卧式、立式离心机出料粒度组成表。从表4数据看出,WLH1000煤泥离心机回收的末精煤灰分为7.96%,立式离心机回收的末精煤灰分为9.19%;新型煤泥离心机回收的末精煤灰分比立式离心机回收的末精煤灰分低1.23个百分点。
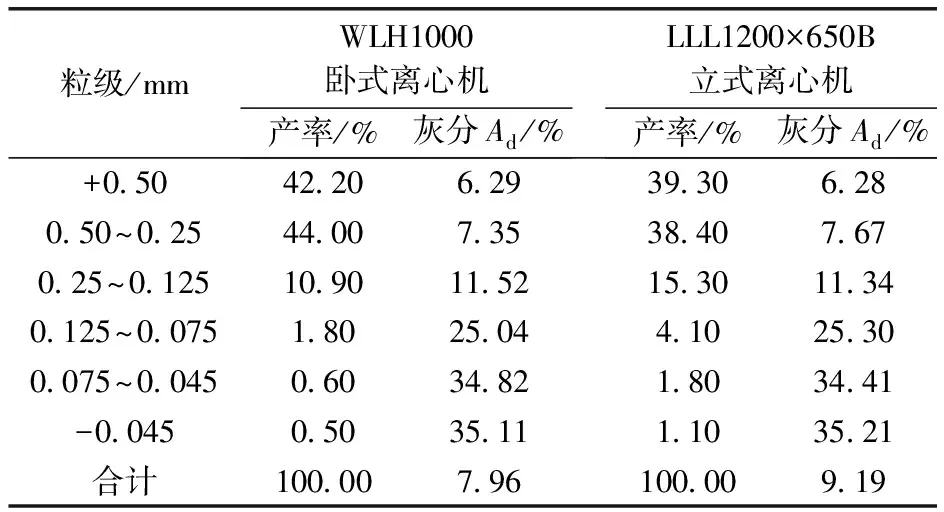
表4 卧式、立式离心机出料粒度组成
6 效益分析
6.1 经济效益
设备更新并投入使用后,效益提升明显,主要表现为:
(1)末精煤水分降低,稳定了综合精煤水分。根据精煤密度1.40 kg/L计算,外运精煤产品全水分月累计降低0.40%,折合每吨精煤运量增加0.003 t。2021年,外运精煤量204.6 5 万t,由于水分降低,多运送精煤量增加6 139.54 t,减少运费成本4.30 万元。
(2)洗选水耗成本降低。外运精煤产品水分降低,生产洗水外带量减少8 186 t,节约水耗成本2.46 万元。
2021年合计减少成本6.76 万元。
6.2 社会效益
(1)由于精煤产品灰分稳定、全水分降低,大屯精煤质量与信誉得到提高,有利保障了精煤市场占有份额。
(2)产品带水量减少,避免了“水车”的出现,减少了煤泥水外流污染铁路及护坡[14],煤炭运输更加环保,缓和了地方和企业之间的矛盾。
(3)相较于立式离心机,卧式煤泥离心机的筛篮更换作业减少了上盖起吊和上盖凌空吊挂等工序[15],降低了检修风险,检修维护更安全。
7 结 语
WLH1000型卧式煤泥离心脱水机在大屯厂应用良好,末精煤产品水分降低幅度较大,满足客户的要求,同时减少了产品外带水量,节约了水资源,实现“绿色洗煤”;设备运行可靠,处理量增加,能够很好地回收末精煤,减少细粒煤泥在系统中循环;该设备的使用,不仅提高了经济效益,同时减少了对环境的污染。
猜你喜欢
中原商报·科教研究(2022年1期)2022-05-13
煤炭与化工(2022年2期)2022-04-14
载人航天(2021年5期)2021-11-20
科技信息·学术版(2021年11期)2021-10-13
科学与财富(2017年24期)2017-09-06
红岩(2015年3期)2015-11-28
高中生学习·高三版(2014年3期)2014-04-29