
电动冲击扳手T型轴材质及热处理工艺的合理选择
2022-11-01 08:12游瑞华张峰王凤岗
电动工具 2022年5期
游瑞华,张峰,王凤岗
( 浙江亚特电器股份有限公司,浙江 嘉兴 314000 )
0 引言
在部分电动冲击扳手产品中,与套筒连接的T型轴因受到打击块的频繁打击及交变扭曲应力的作用,经常出现T型轴打击部分磨损严重或疲劳断裂现象,致使冲击扳手工作力矩下降,严重时或丧失功能,影响了工具的实际使用寿命。T型轴作为电动冲击扳手关键零部件之一,其原材料和热处理工艺的合理选用决定了整机的实际使用寿命长短,特别是在高功率、大扭矩产品中显得尤为重要。本文分析电动冲击扳手T型轴的材质及热处理工艺选用方案,旨在提升该类电动工具的实际使用寿命与产品可靠性。
1 概述
电动冲击扳手的工作原理是通过高速旋转的打击块不断打击T型轴而产生径向旋转力矩,从而拧紧和拆卸螺纹紧固件。T型轴在承受打击块的频繁打击以及交变应力作用下,打击的接触面和与套筒相连的四方头出现磨损或断裂现象,达到一定程度后,致使冲击力矩下降,整机性能也随之下降或丧失[1]。设计开发电动冲击扳手,特别是大扭矩冲击扳手时,合理选择T型轴的原材料和热处理工艺至关重要。
2 方案设计
2.1 小扭矩电动冲击扳手
小扭矩电动冲击扳手,是指拧紧力矩小于200 N·m的产品系列,适用于M8~M16标准螺栓螺母或M6~M12高强度螺栓螺母。因其力矩小,T型轴毛胚可选用低合金渗碳钢20CrMnTi、20CrMo、20CrNiMo(SAE 8620)或20CrNi2Mo(SAE 4320)等材料冷锻或冷挤压而成,或采用中碳合金钢35CrMo、42CrMo等材料热锻而成[2]。毛胚经粗、半精加工后,进行渗碳淬火热处理或淬火回火热处理,零部件制造工艺流程如下:棒料(卷料)—冷锻或冷挤压或热锻—T型轴毛胚—粗加工、半精加工—热处理(低合金钢渗碳淬火、中碳合金钢淬火回火处理)—喷丸或抛丸表面处理—精加工—组装T型轴成品—检验—表面涂防锈油处理—包装出货。
20CrMnTi、20CrNiMo等低合金钢,900℃~930℃渗碳后冷却至760℃~850℃油淬火再经160℃~200℃低温回火2 h~3 h,得到的渗碳层表面显微组织为隐针状回火马氏体+少量细粒状弥散均匀分布的碳化物,显微组织为回火马氏体,如图1和图2所示。渗碳层深度为0.8 mm~1.2 mm,表面硬度650 HV0.2~750 HV0.2,内部硬度400 HV0.2~500 HV0.2(40 HRC~48 HRC),可得到更高的力学性能和应用性能。

图1 20CrMnTi渗碳淬火+回火后表面金相组织

图2 20CrMnTi渗碳淬火+回火后芯部金相组织
35CrMo、42CrMo等中碳合金钢,加热至830℃~860℃整体油淬火再经160℃~250℃低温回火后,得到的金相组织为板条状回火马氏体+少量细粒状弥散均匀分布的碳化物,硬度为48 HRC~53 HRC。
2.2 中扭矩电动冲击扳手
中扭矩电动冲击扳手,是指拧紧力矩为200 N·m~500 N·m的产品系列,适用于M12~M22标准螺栓螺母或M10~M16高强度螺栓螺母。T型轴毛胚一般选用低合金渗碳钢20CrNiMo(SAE 8620)或20CrNi2Mo (SAE 4320)等材料冷锻或冷挤压而成。毛胚经粗、半精加工后,进行渗碳淬火热处理,零部件制造工艺流程如下:棒料(或卷料)—冷锻或冷挤压—T型轴毛胚—粗加工、半精加工—热处理(渗碳淬火+回火)—喷丸或抛丸表面处理—精加工—组装T型轴成品—检验—表面涂防锈油处理—包装出货。
20CrNiMo(SAE 8620)、20CrNi2Mo(SAE 4320)等低合金钢,900℃~930℃渗碳后冷却至860℃左右油淬火再170℃低温回火3 h后,得到的渗碳层表面显微组织是1~5级针状回火马氏体+少量1~4级细粒状碳化物+少量2~5级残余奥氏体,内部显微组织为板条状回火马氏体+少量贝氏体,如图3、图4所示。渗碳层深度为0.7 mm~1.0 mm,表面硬度650 HV0.2~750 HV0.2,内部硬度400 HV0.2~-500 HV0.2(40 HRC~48 HRC)。

图3 20CrNi2Mo渗碳淬火+回火后表面金相组织

图4 20CrNi2Mo渗碳淬火+回火后芯部金相组织
2.3 大扭矩电动冲击扳手
大扭矩电动冲击扳手,是指拧紧力矩为500 N·m~2 500 N·m的产品系列,适用于M12~M48标准螺栓螺母或M10~M36高强度螺栓螺母。大扭矩电动冲击扳手T型轴,因其受到更大的冲击力矩和疲劳应力作用,更容易磨损或断裂,原材料的合理选材和合适的热处理工艺尤为重要。
1)方案一
采用20Cr2Ni4或20CrNi4Mo高强度合金渗碳钢棒料,经冷锻或冷挤压毛胚、粗、半精加工后,进行渗碳淬火+低温回火热处理,零部件制造工艺流程如下:棒料—冷锻或冷挤压—T型轴毛胚—粗加工、半精加工—热处理(渗碳淬火+低温回火)—喷丸或抛丸表面处理—精加工—组装T型轴成品—检验—表面涂防锈油处理—包装出货。
20Cr2Ni4高强度合金钢,900℃~930℃气体渗碳后冷却至880℃时第1次油淬火,再进行第2次780℃油淬火,随后在-60℃~-80℃深冷1 h~2 h,经180℃~200℃低温回火2 h~3 h后,得到的渗碳层表面显微组织是隐针状回火马氏体+少量细粒状弥散均匀分布的碳化物,内部显微组织为板条状回火马氏体+少量贝氏体,如图5、图6所示。渗碳层深度为0.8 mm~1.2 mm,表面硬度650 HV0.2~750 HV0.2,内部硬度400 HV0.2~500 HV0.2(40 HRC~48 HRC)。

图5 20Cr2Ni4渗碳淬火+回火后表面金相组织

图6 20Cr2Ni4渗碳淬火+回火后芯部金相组织
2)方案二
采用30CrNi4Mo或40CrNiMoA高强度合金钢棒料,经冷锻或冷挤压毛胚、粗、半精加工后,再进行淬火+低温回火+两端局部高频感应淬火热处理,零部件制造工艺流程如下:棒料—冷锻或冷挤压—T型轴毛胚—粗加工、半精加工—热处理(淬火+低温回火+两端局部高频感应淬火)—喷丸或抛丸表面处理—精加工—组装T型轴成品—检验—表面涂防锈油处理—包装出货。
30CrNi4Mo高强度合金钢半成品零件,820℃~860℃温度范围内油淬火,经180℃~230℃低温回火后,在T型轴四方头部分和打击面两个凸耳部分进行局部高频感应淬火处理,淬硬层的深度一般为0.8 mm~1.2 mm,表面硬度650 HV0.2~750 HV0.2,内部硬度450 HV0.2~530 HV0.2(45 HRC~52 HRC)。淬硬层表面显微组织是隐针状回火马氏体+少量细粒状弥散均匀分布的碳化物,内部显微组织为板条状回火马氏体+少量贝氏体,如图7、图8所示。四方头及打击部分的表面可获得更高的硬度、强度、耐磨性和疲劳强度,同时轴的内部仍保持较高的强韧性。
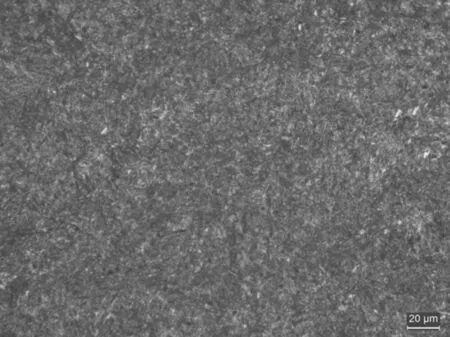
图7 30CrNi4Mo淬火回火+高频淬火后的表面金相组织

图8 30CrNi4Mo淬火回火+高频淬火后的芯部金相组织
3 结语
电动冲击扳手T型轴,尤其是大扭矩的冲击扳手T型轴,通过合理的选用原材料和热处理工艺,获得更高的表面硬度、强度、耐磨性和疲劳强度,同时内部仍保持较高的强韧性,可较大程度提升T型轴和电动冲击扳手的实际使用寿命。
猜你喜欢
装备制造技术(2020年12期)2020-05-22
科技风(2019年23期)2019-10-21
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
凿岩机械气动工具(2017年3期)2017-11-22
军营文化天地(2017年7期)2017-09-25
中南大学学报(自然科学版)(2016年2期)2017-01-19
军事文摘·科学少年(2016年8期)2016-11-02
