智能铸造车间互联互通技术研究
2022-10-30 12:59徐海港林连华纪昌勇
农业装备与车辆工程 2022年2期
徐海港 ,林连华 ,纪昌勇
(1.252800 山东省 高唐县 山东时风(集团)有限责任公司;2.252800 山东省 高唐县 农业部农机动力和收获机械重点实验室)
0 引言
我国制造业发展环境日益复杂,发展条件和动力发生深刻变革,面临的机遇与挑战并存。《中国制造2025》提出“推进信息化与工业化深度融合”的重点任务,加快推动新一代信息技术与制造技术融合发展,把智能制造作为两化深度融合的主攻方向[1]。一方面,制造业发展面临资源环境约束强化、要素成本上升、投资出口放缓等挑战,亟须推动数字化智能化改造升级,优化企业资源配置,提升生产经营效率,改善产品品种结构,提高供给结构适应性和灵活性,形成经济增长新动力[2-3];另一方面,信息技术高速发展,成为构建新型制造体系的重要力量,给制造业智能化升级带来新支撑。以云计算、大数据、物联网、移动互联网为代表的新一代信息技术正在向制造业加速渗透融合,工业云、工业互联网、智能设备逐步成为制造业发展新基础,个性化定制、服务型制造成为生产方式变革新趋势,融合创新、系统创新、迭代创新、大众创新等正在成为制造业转型升级新动力[4-5]。装备制造业如何建立基于信息流、物流、工作流、参数流、质量流的智能生产运维系统,破解集成化关键技术尤为关键[6-7]。通过信息技术的应用,推进生产过程智能化,培育新型生产方式,全面提升企业研发、生产、管理和服务的智能化水平显得尤为迫切。
1 铸造车间数据统一建模与协同管理技术
根据铸造车间各工序数据类型和系统采集需求,涉及到的制造过程数据按照对象分为人员信息、设备信息、物料信息、生产执行信息、质量信息、其它信息等6 类数据信息,其中每类信息下又有若干子类数据。本研究中,采用基于UML的面向对象的方法建立铸造车间各工序数据统一对象模型。
1.1 人员数据模型
人员是资源的一部分,是车间生产过程的重要参与者,作业人员在车间作业过程中会产生制造相关的人员类数据。以制造过程人员数据为对象,人员数据模型如图1 所示。
车间作业的个人组成车间人员类。车间人员类包含人员类操作和人员类属性,各类操作和属性下有对应于各自的操作方法和属性值,如个人操作有获取生产任务、采集并上传制造过程数据等,个人属性有员工工号、工组信息等。同时,个人还对应于车间制造过程生产任务,并关联到任务下的生产任务信息。
1.2 设备类数据模型
设备数据模型是基于设备模型展开的,在模型中定义了设备类、设备、加工任务、维护对象,如图2 所示。设备属性包括设备编号、设备类型、所属车间等,加工响应主要表征运行状态及维护、保养情况及故障描述等。
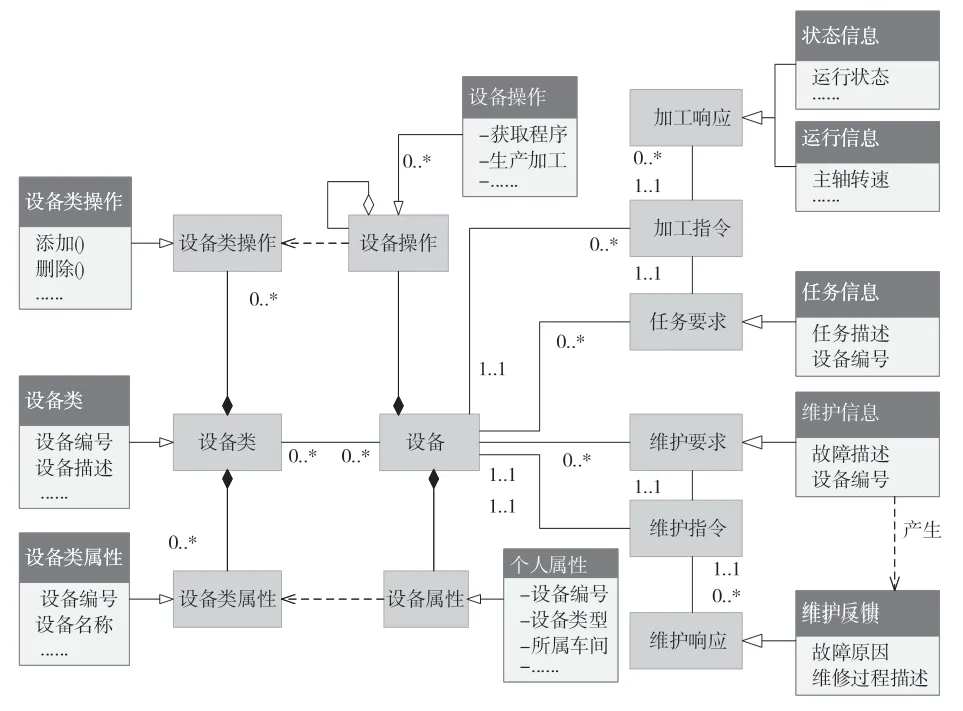
图2 设备类数据模型Fig.2 Device class data model
设备类包含有设备类操作和设备类属性并各自具有相应的操作值和属性值。设备也同样由设备操作和设备属性构成,设备操作和设备属性在具有各自属性值的同时,还必须映射到设备类操作和设备类属性。同时,每台各工序设备还具有各自的加工任务和维护计划,通过设备可以关联到加工任务信息和基于任务下的设备工作状态信息,以及维护计划下的设备故障信息和维护日志信息。
1.3 物料类数据模型分析
物料类操作和物料类属性构成了物料类数据模型。在铸造车间数据采集与处理系统中,物料包括原材料、在制造品和制成品,通过物料定义,使其对应于物料类。其中物料操作和属性也相应地映射到物料类操作和物料类属性。在制造过程中,物料通常是以批次进行加工和运输的,因此物料批次数据也对应于物料定义下物料属性数据。随着静压造型、数控混砂、机器人搬运、下芯、数字化配料电熔炼等工步加工过程的进行,物料的质量会发生改变,有原材料、有型芯、浇注半成品、成品等,物料属性下的质量数据也相应地关联到车间生产制造质量检验过程中,并根据质检要求和质检结果得到质量检验数据,如图3 所示。
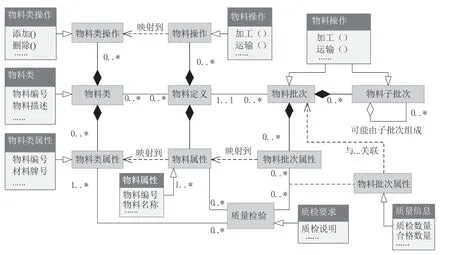
图3 物料类数据模型分析Fig.3 Material data model analysis
1.4 质量数据模型分析
质量数据包含质量属性和数据对象操作方法。质量数据在同一规格产品加工时具有共同的加工质量属性,如加工过程品质规范、产品质量考核标准、检验流程和方法等,是一种共有属性,是产品满足需求的基本属性。在铸造加工过程中,重点考虑的是产品对象的质量,如来料检验的质量、加工过程质量、成品质量等。把质量数据相关的静态数据定义为属性,把动态数据定义为操作,则它们具有自身的属性和操作。产品的对象质量常与各工序的机器、质量设备、加工和质检人员构成关联关系。如图4 所示。
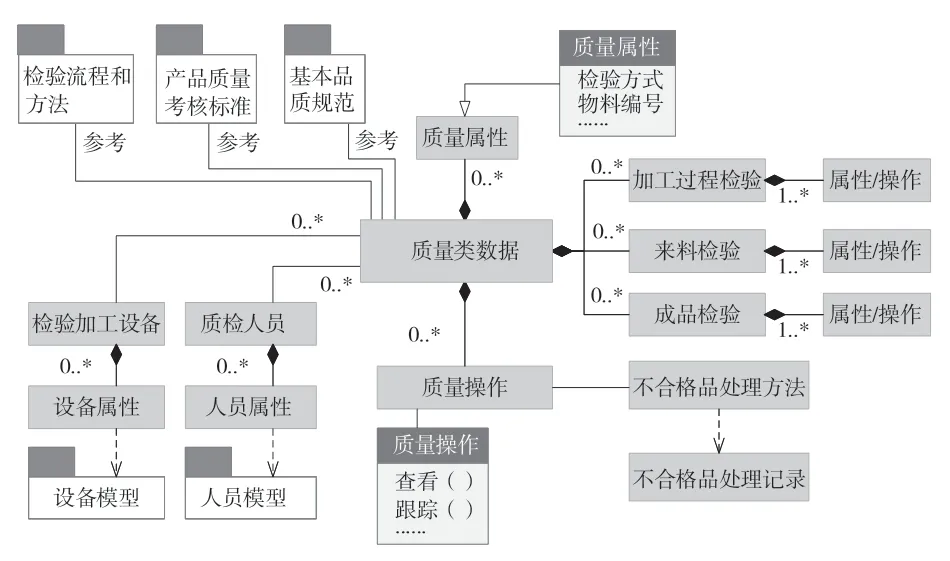
图4 质量数据模型分析Fig.4 Analysis of quality data model
1.5 生产制造执行过程数据模型分析
加工执行数据包含任务数据、进度数据和流转单数据,也关联着车间的加工计划,其中任务数据、进度数据、流转单数据都具有各自的属性和方法,而且与加工执行信息有着一对多的关系。任务数据同时还与加工的工艺信息、工序过程模型和加工质量规范有着关联关系,任务执行过程中必须依照此类信息进行加工。流转单作为车间生产的基础,通过流转单可以了解加工部件加工执行情况,包含加工过程中需要的人员、物料、设备等资源的需求,而这些需求又对应到相关资源的属性中去,如图5 所示。

图5 加工执行数据模型分析Fig.5 Analysis of machining execution data model
2 关键工序的互联互通协同控制技术
企业ERP 采用大型关系型数据库为基础,基于B/S 或者C/S 结构设计信息管理系统,而铸造车间生产控制系统采用PLC、智能控制器为主的控制信息系统,二者之间没有直接通讯的能力,数据相对孤立,无法实现互联互通。本研究采用OPC 技术,开发基于COM 的中间件软件,提取数据采集系统(造型线控制系统、砂处理控制系统、熔化监控系统)中有用数据送入企业生产运维管理系统和ERP 系统中,并经过授权直接将生产运维管理系统和ERP 系统中相关数据通过中间层软件送到控制系统控制各加工工序运行。
使用VB,C++或者C#等开发语言,基于OPC 组件开发中间件软件作为OPC client 端,定时采集和设置自动化集控系统的OPC server 数据项。其中自动化集控系统的OPC server 数据项为组态软件增加的OPC 数据项。中间件软件通过odbc 或者其他数据连接方式与ERP 系统数据库进行通信,如图6 所示。
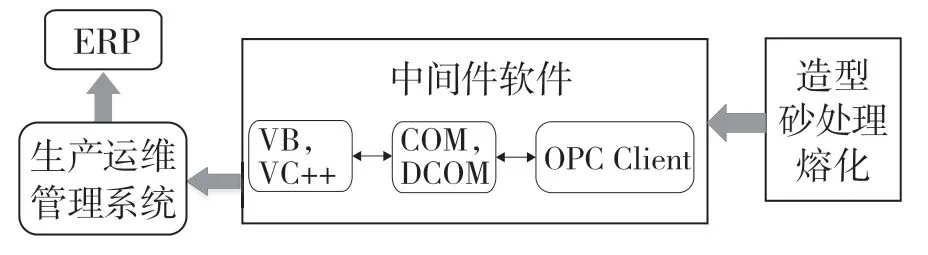
图6 中间件软件示意图Fig.6 Schematic diagram of middleware software
3 控制系统互联互通集成平台技术
控制系统互联互通平台包括智能主控制模块、通信模块、逻辑控制单元、过程控制单元,满足装备状态采集控制及设备互联要求。
(1)主控制器模块
主控制器模块为了实现高速处理能力,选用多CPU 的处理方式,各模块具备独立的CPU,将高速处理分散到各模块中;CPU 选型上,选择国产CPU 芯片及ARM CPU 芯片。CPU 板支持总线CAN 接口、以太网接口、RS485 接口、外部CAN 接口,均与CPU 隔离。
(2)通讯模块
考虑到系统通信的扩充能力,在系统设计时原计划设计独立的通信模块。在执行过程中,考虑到主控制器硬件设计,已提供了多类通信接口,在本部分的设计中,直接采用主控制器的硬件结构,通过软件编程,作为一类特殊的扩展模块,通过实验验证,达到设计要求。
(3)模拟量输入模块
模拟量输入关键点在于防止模拟量输入之间的串扰,为了解决这一问题,采用模拟量线形隔离技术,采用路路隔离方式,避免相互干扰的问题。
(4)模拟量输出模块
模拟量输出关键设计在于输出隔离及输出精度。在设计中采用了DC/AC 转换芯片,在DC 输入端采用高速光电隔离技术,在保证隔离效果的同时保证了模块输出的精度。
(5)I/O 输入模块
系统设计为了提高系统的抗干扰性而采用了光电隔离技术,使每一路输入相互隔离独立。为适应高速输入,在部分输入采用了高速光电隔离技术。为保证开关量输入及高速脉冲量输入,部分输入在软件上处理,采用输入引脚复用的方式。
(6)I/O 输出模块
系统设计为了提高系统的抗干扰性而采用了继电器隔离技术,使每一路输入相互隔离独立。
(7)下位机软件
主CPU 与各模块通信协议的确立,确定了内部通信协议,为系统联结、扩展搭建了通信框架。
下位机软件包括CPU 监控程序、输入板监控程序、输出板监控程序等。
4 智能制造车间生产运维系统
生产运维系统属于工厂执行层的系统,它介于上层管理层和底层监控层之间,起承上启下的作用,是ERP 系统数据的基础和保证,三者一起构成了计划、执行、控制、反馈、调整的完整的闭环系统。通过接口进行计划、指令的传递和生产实绩的反馈,使生产计划、控制指令、实际信息在整个ERP,MES 和数采监控系统中透明、及时、顺畅地交互传递。
(1)生产计划
计划辅助排产管理包括厂级计划导入、车间计划编制、计划外协、产能分析、计划预警、计划跟踪等功能。统一上线顺序,从 ERP 导入生产计划,按照总装厂装配顺序的约束为计划员提供上线顺序的发布池,提供计划发布与执行跟踪功能,生成计划执行信息统计报表。
(2)设备运维管理
主要针对车间内部各工序的设备进行管理,管理设备的运行状态、设备维护保养等。包括设计基于已有系统的维修计划与调度系统;构建故障预警、维修推演的故障管理系统;构建虚拟维修及交互培训、维修经验反馈平台;构建智慧维修管理与监控系统;设计智慧化工维修管理标准体系和维修策略。
(3)物料管理
物料移动管理对工厂内的物料移动进行计划、执行、监控和记录。
物料平衡是通过物料平衡和动力平衡的方法对测量得到的生产数据进行整合,为其它应用提供准确的数据;
(4)质量监控
检验设置是设计检验参数设置的功能,可以依据加工工序设置每个工序完成后是否需要质量检验、哪种检验方式。
检验参数:用户可以在系统中设置检验的类型、检验指标、检验工具等数据。系统在形成检验单时,会依据这些参数自动给出检验指标和工具,并依据检验数据判定检验结果。
检验设备:达到检验环节后,系统会发送指令驱动设备进行相应的检验,依据检验数据来自动判定各工序(制芯、下芯、熔炼、混砂、落砂)的产品是否合格,自动记录到服务器进行分析。
检验统计是通过捕捉到的质量数据进行分析,从而找到问题所在的区域加以注意。对生产流水线采集过程数据进行动态的智能查询分析,从而指导生产过程管理,提高生产质量和合格率等。
(5)在线安全监测与预警技术研究
结合现场专家经验对生产大数据进行整理、筛选和转换,研究基于数据和专家知识的多源异构数据融合技术,采用聚类融合算法构建数据融合模型,实现工艺、设备、各类安全报警等不同异构数据源信息有效融合,通过对关键安全技术参数的阈值判断与特征提取,与建立的工艺安全健康综合指标标准进行特征匹配,实现各工序加工过程安全健康动态预警。
5 结语
通过数据建模、信息传感、数据采集、关键工序的互联互通协同控制技术研究及运维管理平台的搭建,实现了智能制造车间的数字化集成,在集团铸造车间推广应用后,取得显著效果,实现了以订单为中心的信息物理和人的集成,工作便捷,洁净高效,生产效率提高20%,人员减少80~100 人,成本降低15%~30%,产品不良率下降了30%,具有较好的应用效果和示范推广前景。
猜你喜欢
中原商报·科教研究(2022年1期)2022-05-13
智能制造(2021年4期)2021-11-04
中国新闻周刊(2021年24期)2021-07-19
现代信息科技(2021年21期)2021-05-07
现代盐化工(2019年6期)2019-09-10
农村农业农民·B版(2018年11期)2018-01-28
南方周末(2016-12-19)2016-12-19
试题与研究·中考化学(2016年1期)2016-09-30
电脑知识与技术(2016年10期)2016-06-16
小天使·二年级语数英综合(2015年2期)2015-01-14