自动锚杆仓弹簧卡的设计及热处理
2022-10-28 04:26张相超王晖童
机械工程与自动化 2022年5期
张相超,高 蕾,王晖童
(兖州煤业股份有限公司 南屯煤矿,山东 济宁 273500)
0 引言
随着智能化浪潮在矿山领域的推广,采掘机械的自动化智能化程度越来越高[1-3]。在井工巷道掘进领域,对全自动锚杆钻车的关键机构进行分析与设计研究,对降低设备的复杂性,提高智能设备的可靠性有着重要意义。本文介绍了一种用于某型全自动锚杆钻车的自动锚杆仓[4],详细阐述了锚杆仓的关键部件U型弹簧卡组件的结构设计及热处理工艺。该U型弹簧卡组件可实现大容量锚杆快速固定及分离,将其应用到全自动锚杆支护系统中,可助力巷道支护作业的自动化。
1 自动锚杆仓结构
自动锚杆仓一般集成于全自动锚杆钻车整机系统中,其结构如图1所示。
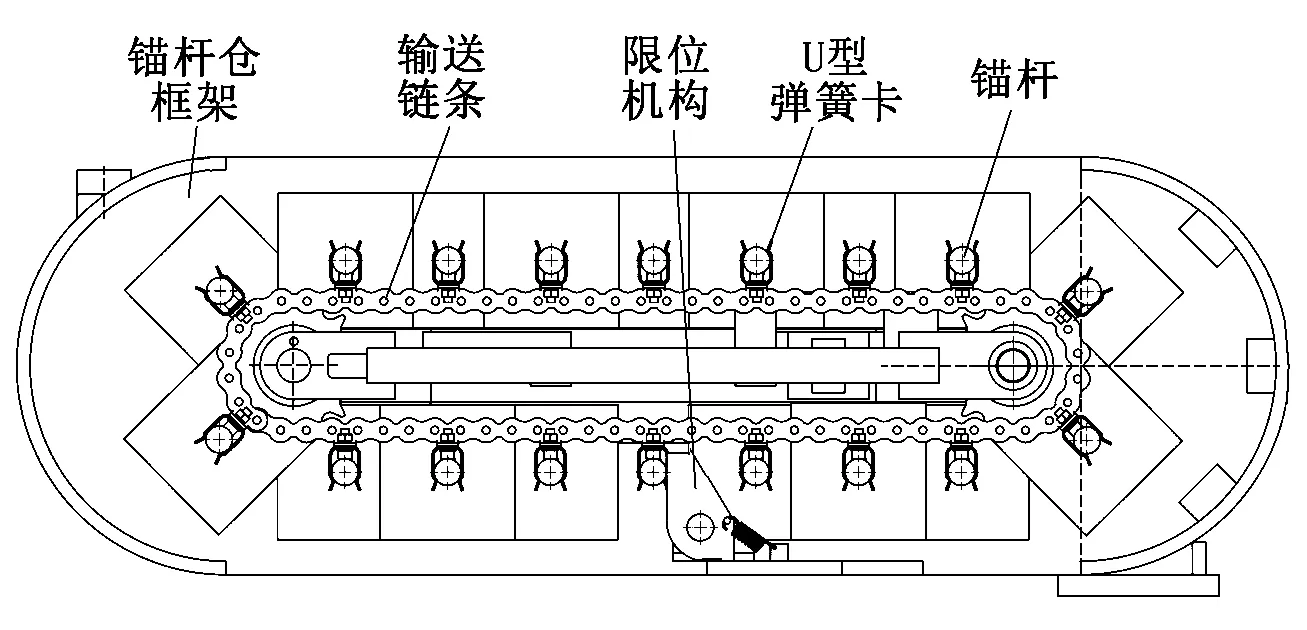
图1 自动锚杆仓结构
自动锚杆仓由锚杆仓框架、输送链条、限位机构及相关的电液控制系统组成。输送链条的外链节上带有U型弹簧卡,可以将锚杆卡住。链条输送系统采用单轴驱动上下两组链轮同步运动,保持U型弹簧卡卡紧的锚杆直立运动,初始状态时,通过人工先将锚杆安装在输送链条上,即由人力按压锚杆至U型弹簧卡内部。工作时,控制器发出指令1,令液压马达驱动输送链条顺时针转动,链条带动锚杆运动;当锚杆到达指定位置时,被限位机构的限位块卡住,使输送链条不能自由运转;液压马达憋压,回路压力升高,触发锚杆到位的控制指令2;指令2驱动全自动锚杆钻车的机械手取走锚杆,完成锚杆全自动支护功能;当锚杆被取走后,输送链条的马达压力释放,马达继续旋转,下一根锚杆在输送链条的运动下到达机械手正前方时被限位机构的楔形卡板阻挡。上述过程循环运转,直到仓内锚杆用完。为锚杆仓补充锚杆时只需将锚杆塞进链条外链节的U型弹簧卡内,逆时针拨动输送链条,依次安装每一根锚杆即可。限位机构具有逆时针转动放行、顺时针转动阻止的功能。
2 U型弹簧卡组件
自动锚杆仓的核心部件之一为输送链条上的U型弹簧卡组件,由U型弹簧卡、橡胶辊、销轴、限位块和固定螺钉等组成,其结构如图2所示。多个U型弹簧卡组件通过螺钉固定在输送链条上,其核心功能是实现锚杆的快速进入及分离。快速进入就要求该组件要有足够的硬度及弹性,能把一根Φ22×2 200 mm的锚杆牢牢压住的同时,还要求具有良好的弹性。快速分离就要求该组件在外力推送锚杆时能够释放锚杆。U型弹簧卡夹紧锚杆和释放锚杆的过程中,要求变形量均在弹性范围内,不允许产生永久变形。这对弹簧卡的结构设计和力学性能提出了很高的要求。
3 U型弹簧卡结构设计
锚杆在外力F的作用下挤压橡胶辊子,将外力F传递到U型弹簧卡的两翼上,其受力分析如图3所示。锚杆给橡胶辊的正压力Ft可以分解为两个分力,其中Ft1为令橡胶辊绕弹簧卡侧翼根部逆时针旋转的力,其力臂为L1;Ft2为令橡胶辊绕弹簧卡侧翼根部顺时针旋转的力,其力臂为L2。为保证锚杆顺利压入,橡胶辊子间距D会变大,从而可以让锚杆进入到其内部。为此必须满足:
Ft1·L1>Ft2·L2.
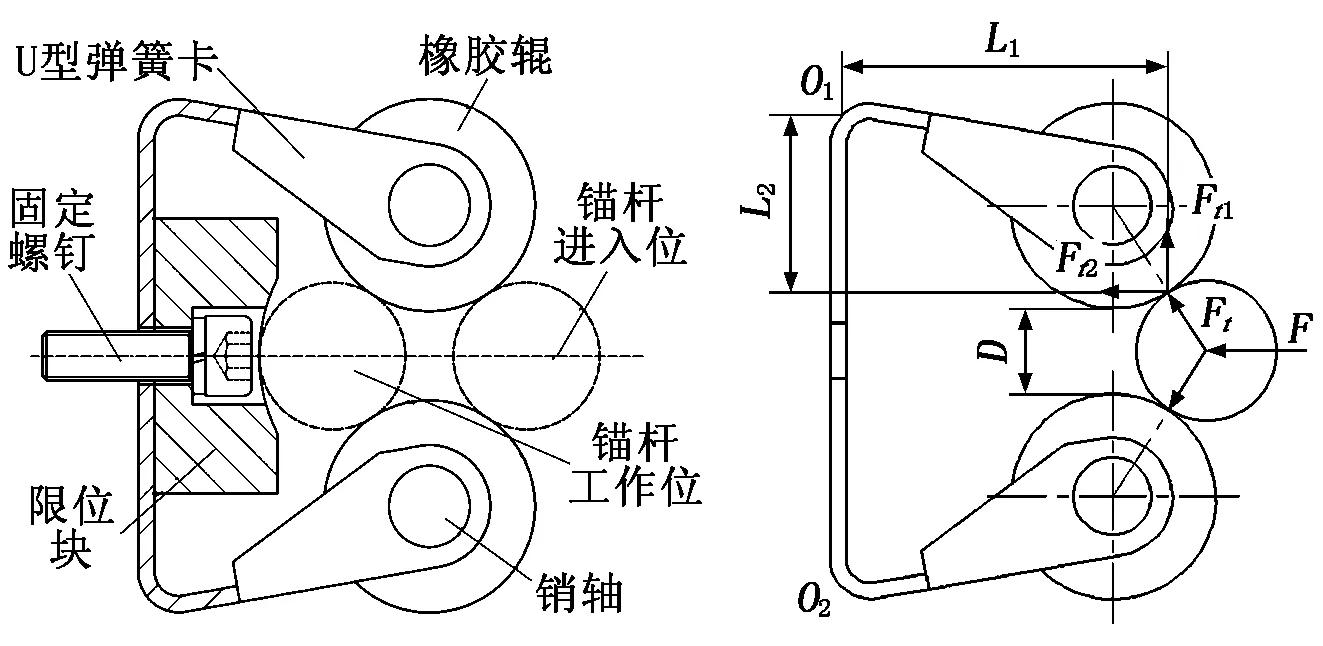
图2 U型弹簧卡组件结构 图3 U型弹簧卡的受力分析
根据经验[5,6],为避免弯曲加工时产生较大的应力,U型弹簧卡的弯曲半径至少是板厚的5倍,甚至更多。为减少热处理变形,提高成品质量及可靠性,U型弹簧卡钣金成型后(如图4所示)进行450 ℃的退火去应力处理。
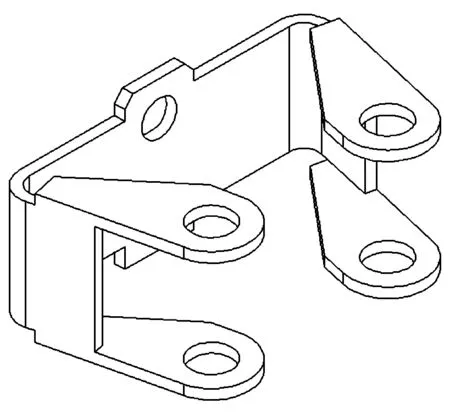
图4 U型弹簧卡
4 U型弹簧卡材质的选择原则
U型弹簧卡要求弹性应变能大,也就是要求材料的弹性极限、屈服极限和屈强比要高,选用不同的弹簧材料和热处理工艺对这些性能影响很大[7]。
可用的弹性材料种类繁多,如碳素弹簧钢、低合金弹簧钢及高强度弹簧钢等,还有具有特殊性能的弹簧材料,如不锈耐酸弹簧钢、耐热弹簧钢及合金(镍基、钛基及钴基合金、高弹性高导电的铜基合金),以及非金属弹性材料,如橡胶、塑料、陶瓷及流体等。
考虑到U型弹簧卡使用量较大且工作环境比较恶劣,从提高可靠性及降低成本的角度出发,可以采用弹簧薄钢板用来制造,有碳素钢、低合金钢及高合金钢。由于状态不同,弹簧钢板可分为两类,即退火钢带(硬度<200HV)和冷轧钢带。本次设计经过弹力估算,选用厚度为2 mm的冷轧薄钢板,材料为65Mn,供货状态一般为冷轧后经再结晶退火,技术要求符合标准YB208。
5 弹簧卡的热处理
弹簧卡失效的原因比较复杂,除了与设计、成形加工质量、安装和使用是否正确等有关外,选用的弹簧材料和热处理是影响弹簧卡质量的关键因素。
65Mn薄弹簧卡热处理的目的在于充分发挥材料的潜力,使之达到或接近最佳的力学性能,从而保证弹簧卡在使用状态下长期可靠工作。经过实际使用及故障反馈后发现,U型弹簧卡的失效方式一般为氧化及表面脱碳导致的弹力不足。经过金相分析后发现原因在于热处理工艺使用的是普通空气炉:首先工件在空气炉830 ℃保温30 min,其次空冷30 min,控制工件温度在350 ℃左右;淬火后将工件用丙酮清洗干净,再进行回火,回火90 min,控制温度在400 ℃。由于工件很薄,淬火转移时要迅速,过慢的话,将导致相变不彻底,硬度不够。
文献[8]介绍了一种更优的热处理工艺,采用真空炉来进行热处理,热处理工艺保持不变。为防止淬火加热过程中U型弹簧卡氧化、脱碳,可将工件埋入小颗粒的碳粉中。相比于普通空气炉,真空淬火的变形更小,轻微的变形可以通过夹具装夹回火来加以矫正。
U型弹簧卡的弹性靠淬火来保证,由于结构缺口尺寸变化较大,且存在打孔,淬火过程中材料急速降温将会产生很大的应力集中[9],截面变化越大的部位和越靠近孔的周围应力集中现象越严重,从而使这些部位成为最易产生损坏的薄弱环节,为此,对U型弹簧卡结构进行了改进。U型弹簧卡应力集中部位及改进后的结构展开图如图5所示。
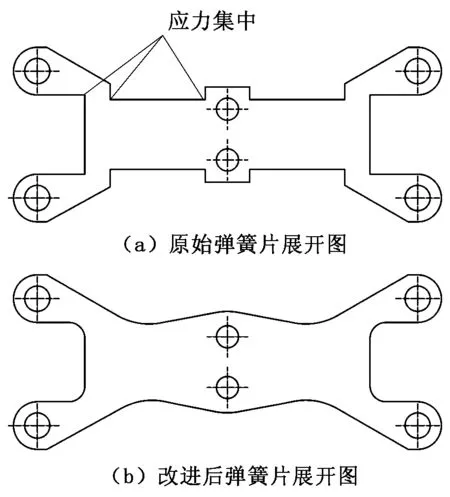
图5 U型弹簧卡应力集中及改进结构展开图
U型弹簧卡是采用螺栓固定到输送链条上的,当螺栓未紧牢固时,开孔处不仅存在应力集中,还承受松螺栓产生的交变载荷,更易产生损坏。因此,为了提高弹簧卡寿命,要求将固定部分紧牢固。
6 结语
介绍了某型全自动锚杆钻车自动锚杆仓的工作原理,并详细阐述了锚杆仓的关键部件U型弹簧卡组件的功能。该U型弹簧卡组件的使用降低了设备的复杂性,实现了大容量锚杆的快速固定及分离,将其应用到全自动锚杆支护系统中,可实现巷道支护作业的自动化。
随后从选材、结构设计及热处理工艺等多维角度介绍了U型弹簧卡的结构设计,从根本上保证了产品的质量及可靠性,对其他矿山智能设备关键元部件的结构设计有一定的借鉴作用。
猜你喜欢
山东冶金(2022年3期)2022-07-19
小资CHIC!ELEGANCE(2021年46期)2021-01-11
中国自行车(2020年2期)2020-04-26
山东冶金(2019年5期)2019-11-16
当代陕西(2019年13期)2019-08-20
凿岩机械气动工具(2017年1期)2017-05-17
中国锰业(2017年4期)2017-01-18
山东工业技术(2016年15期)2016-12-01
凿岩机械气动工具(2016年2期)2016-11-11
凿岩机械气动工具(2016年1期)2016-11-11