大型泵站机械密封泄漏原因及处理方法
2022-10-28 12:09王肇优霍安新王子芮左佳佳
江苏水利 2022年10期
王肇优,霍安新,缪 薇,王子芮,郑 涛,左佳佳
(1.江苏省江都水利工程管理处,江苏扬州 225200;2.江苏省灌溉总渠管理处,江苏淮安 223200)
在大型泵站中,机械密封常用于潜水泵和贯流泵中,具有泄露量小、可靠性高、检修周期长、不易磨损泵轴等特点,但在水泵长期运行过程中,可能出现机械密封失效,油室进水使油乳化,降低润滑效果,电机绝缘效果降低甚至出现无法开机的状况。戚盛墀[1]研究了内燃机中水泵机械密封,戴明俊等[2]详细列出转子泵和小型潜污泵机械密封常见渗漏现象及对策,但对大型潜水泵或贯流泵的机械密封研究较少。笔者结合薛家泓出海泵闸潜水泵维修经验,分析大型潜水泵密封泄漏原因,结合泵站检修经验,形成监测和解决机械密封故障的有效方案。
1 基本原理
大型水泵常用密封包括机械密封、填料密封和动力密封,其中机械密封常用于潜水泵和离心泵,填料密封常用于轴流泵,动力密封常用于离心泵。大型潜水泵油室一般都采用机械密封,相比较其他密封,机械密封不必定期更换填料,减少检修次数,节约人工成本。
机械密封是由垂直于旋转轴线(泵轴)相对运动的两个端面组成,又被称为端面密封。按照组成形式分为单面密封、双面密封和单双组合密封,主要用来解决转动部件与固定部件之间装置的密封问题[3]。
2 常见故障及解决方案
薛家泓出海泵闸位于上海浦东国际机场南部,安装了6台1400ZLD-100型立式轴流潜水电泵,单机流量6.5 m3/s。该潜水泵采用了双面机械密封,机械密封型号为TC47-140。
2.1 常见油封故障原因
2.1.1 装配原因
由于压装原因,导致油封压装后变形;在装配过程中,油封通过螺纹或花键,导致唇口处划伤;油封位粗糙度低,压装力过大,导致弹簧失效或唇口翻转。
2.1.2 弹簧失效
弹簧过紧或过松,过松时弹簧压紧力小,无法达到密封效果;过紧时弹簧压紧力大,油封与旋转轴之间配合不当,导致油封异常磨损,最终发生漏油。
2.1.3 工作介质
油封材料的选择不当,二者相容性差,长时间运行会产生油封材料溶胀、硬化、软化、龟裂等,最终发生漏油状况。
2.1.4 唇口磨损
油封唇口部位存在铁屑等杂质,工作时发生异常磨损;油封位与旋转轴不同轴,油封压装后发生偏磨,唇口异常磨损;油封唇口处锂基脂润滑不良,会发生干摩擦,导致异常磨损。
2.1.5 轴承原因
旋转轴表面粗糙度、硬度不合理,旋转轴表面有缺陷,例如腐蚀、划痕、方向性刀痕等。
2.2 常见泄漏部位及其泄漏原因
通过拆除薛家泓出海泵闸潜水泵,进行原因分析,主要泄漏部位有4个(图1)。

图1 机械密封结构示意
泄漏部位1:动、静环摩擦面泄漏,未紧密接触或接触面损坏出现泄露。
泄漏部位2:静环与设备外壳之间出现泄露。
泄漏部位3:动环与泵轴之间出现泄露。
泄漏部位4:设备外壳之间泄漏。
针对机械密封泄漏位置进行具体分析,归纳总结泄漏原因如表1所示。
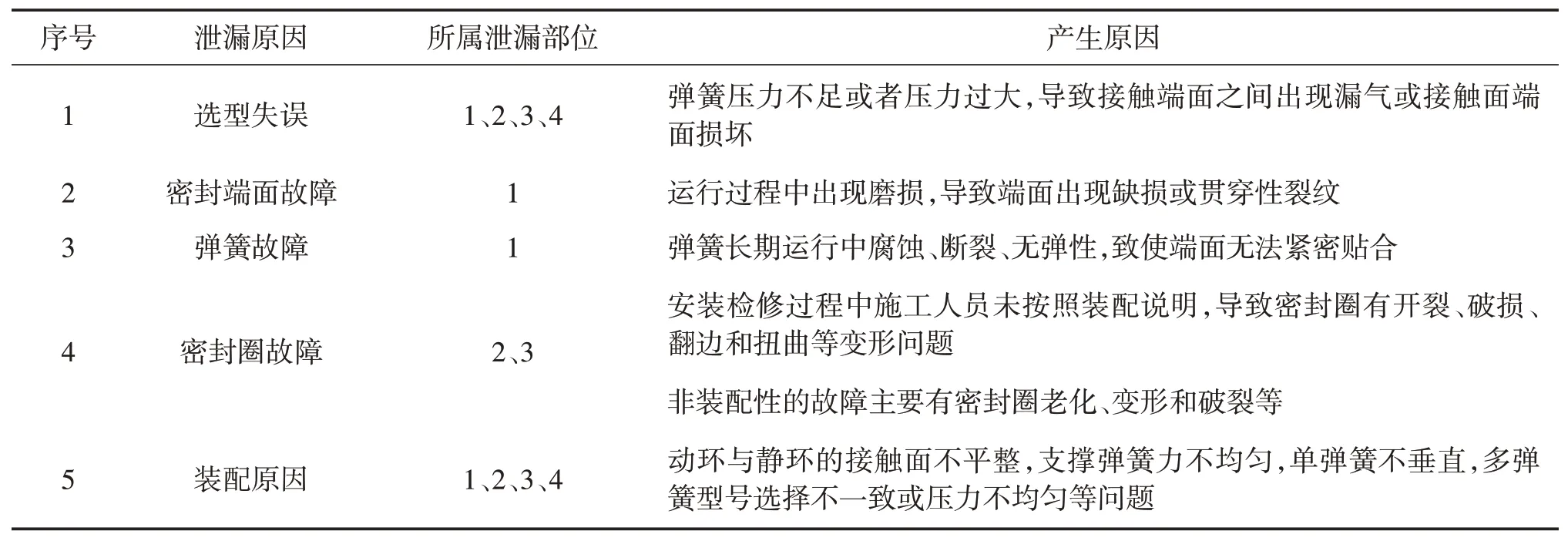
表1 常见泄漏原因分析
2.3 常见故障处理方法
通过统计薛家泓出海泵闸近10年水泵维修情况,常见的机械密封故障及其处理方法如下。
(1)动、静环端面故障:如果端面磨损程度大或拉伤严重需重新更换,如果情况不是很严重的话,可以通过研磨、抛光加工处理来解决。研磨抛光主要分为机床研磨和手动现场研磨,手动现场研磨主要是将密封端面与磨具接触,加入研磨膏,作圆形轨迹运动,去除损坏的端面表层,从而能够获得具有高精度的表面。
(2)密封圈自然老化:遇到此类故障,一般更换密封橡胶条后,重新组装,做气密性试压无泄漏。常见密封圈材料见表2,在安装检修过程中,根据具体应用场景,选择合适的材料
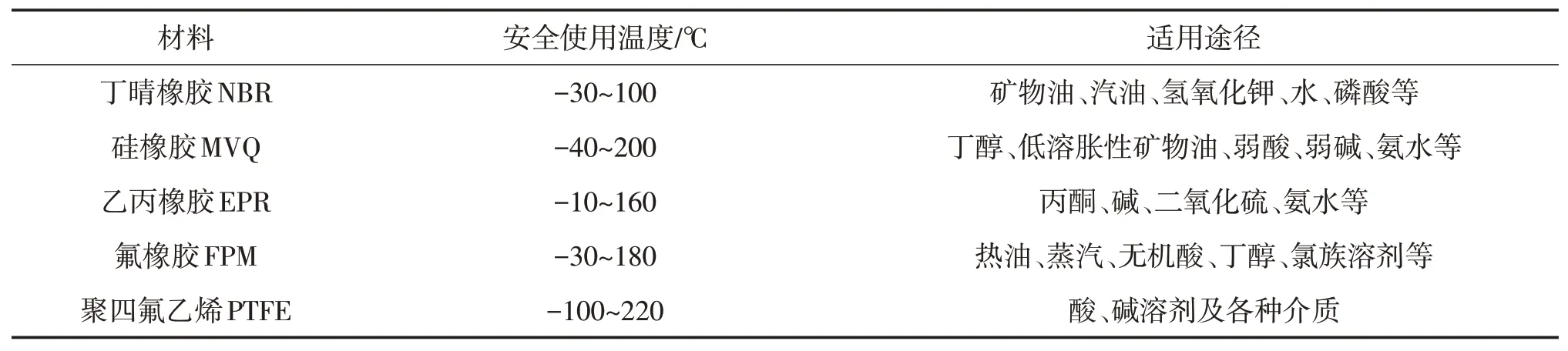
表2 常用橡胶材料特性
(3)其他故障:主要为辅助弹簧损坏,固定螺栓松动,外壳密封出现泄露等问题,导致机械密封故障。
3 安装标准及其注意事项
3.1 进场验收标准
大型水泵机械密封一般尺寸较大,精度要求较高,因此安装的方法和流程很重要,在装配前要按照《机械密封》(JB/T 4127.1—2013)的相关规定进行密封装置验收。安装完成后,当被密封介质为液体时,泄漏量必须符合表3规定。
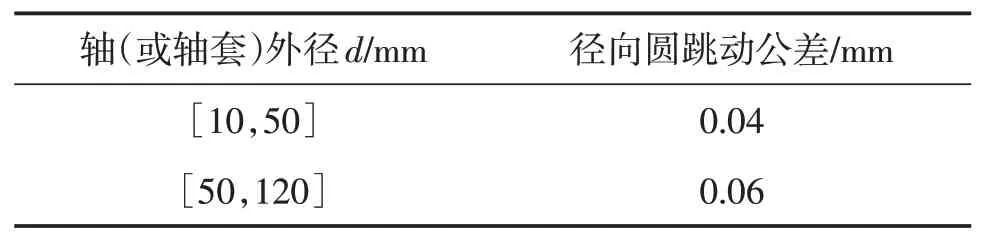
表3 泄漏量合格范围
3.2 安装步骤
根据近年来的水泵安装和检修经验,总结了机械密封安装检修步骤。
(1)在机械密封安装前,必须用无水酒精清洗泵轴、密封端面、弹簧以及相关配件,防止铁屑、砂砾和硬物等异物进入密封部位。
(2)设备检修时,橡胶密封圈不能用汽油等清洗,如橡胶密封圈老化,应及时更换新密封圈。
(3)在动、静环摩擦面以及橡皮密封圈和密封填料涂抹透平油或润滑脂,减小摩擦阻力,避免损坏动、静环的摩擦面。
(4)再安装辅助O形密封圈时,应尽量平顺,不得扭曲变形,否则需将其拆除重装。
(5)静环组件装入压盖,应使用专用工具,不得对其施加冲击力,防止橡皮受力不均匀,应尽量用手或专用工具慢慢推进,保证橡胶密封圈受力均匀。
(6)动环安装时,应尽量保护动环摩擦面,防止表面受损,弹簧固定螺钉一定安装紧固,防止松动。
(7)动、静环组件组装成功后,需派专人检查是否安装到位,弹簧或压力装置是否灵活。
(8)根据规程规范,检查机械密封与泵轴中心线的垂直度与同心度是否符合要求。
3.3 油室气密性试验
当水泵安装完成后,对于干式潜水泵(薛家泓出海泵闸为干式潜水泵)还需要通过对电动机进行气密性试验,判断机械密封是否安装完好。观测点,测量频率为每天3次,根据测量数据进行仔细分析。可能有两种情况:①大堤如有沉降,将稍微加快千斤顶的顶进速度,同时调节泥舱的压力和减少出土量;②如果发生路面隆起,将稍许放慢千斤顶的顶进速度,严格控制泥舱压力,以确保大堤安全。
3.2.4 顶进距离变长后产生的不利因素控制
顶进距离变长后顶力持续加大,可增加管节的浆孔数量,改变润滑浆的配比,在管道中间再增加一套压浆设备。
机头产生的偏差,将启动辅助纠偏油缸,如果效果还是不明显,将在管节与机头不脱开的前提下,有限度的松开连接螺杆,放置垫片,加大纠偏的幅度。
3.2.5 机头旋转过大控制
发生机头旋转过大,采用如下技术措施:在机头内部配重压回;用刀盘的转向来纠正顶管机的旋转;尽量提高土舱内的压力使刀盘转矩增大;在刀盘部位注浆提高土的强度,增加刀盘的转矩;如果发生其他的重大的不利因素,及时停止顶进,并上报专家组共同研究解决办法,确保工程的顺利完工。
4 结语
通过总结分析工程施工经验,有如下启示:大直径、长距离、曲线顶管优选JPCCP管材;严格控制顶力,科学布置中继间及启动时间点;曲线顶管施工关键在跟踪测量,姿态调整及控制是重要手段。
猜你喜欢
机械工程师(2022年10期)2022-11-17
橡塑技术与装备(2022年10期)2022-10-03
时代汽车(2022年18期)2022-09-06
锻压装备与制造技术(2022年3期)2022-07-18
汽车实用技术(2021年22期)2021-12-11
北京汽车(2021年3期)2021-07-17
中国建筑金属结构(2018年6期)2018-08-31
农民致富之友(2018年11期)2018-06-28
科技创新导报(2016年29期)2017-03-15
农机使用与维修(2014年10期)2014-10-23