
灯泡贯流式机组延伸轴摆度大原因分析及处理
2022-10-25 05:36:06陈军华何建成
水电站机电技术 2022年10期
陈军华,陈 威,何建成
(1.五凌电力有限公司凌津滩水电厂,湖南 桃源 415723;2.湖南省水电智慧化工程技术研究中心,湖南 长沙 410004)
1 前言
凌津滩水电厂位于湖南省桃源县境内,该厂装设9台单机为30 MW的低转速灯泡贯流式机组,已投产运营十几年。2019年对5号机组进行计划性大修过程时,检修人员发现受油器延伸轴摆度过大。受油器是将机组调速系统的压力油自固定油管导至主轴内的内、外操作油管内并连接至转轮内的桨叶接力器,以控制、调整水轮机桨叶开度,从而使水轮发电机始终处在协联工况下稳定运行。当机组运行时间较长时,延伸轴摆度过大会使受油器出现轴瓦磨损严重、漏油量增大等故障,因其故障程度各有不同且反复出现,对机组安全稳定运行构成严重威胁。
2 受油器延伸轴摆度大的危害
受油器延伸轴是灯泡贯流式水轮发电机组的重要组成部分,它具有传输和分配压力油以及桨叶开关的反馈作用。延伸轴摆度如果超过设计值有如下危害:
(1)轴瓦磨损,减少轴瓦的使用寿命,缩短检修周期。
(2)受油器漏油量增大,桨叶不稳、调速器压油泵启动频繁,油泵寿命缩短。
(3)由于延伸轴摆度过大,瓦与桨叶操作油管在运行时,造成桨叶操作油管与瓦憋劲,润滑油不能很好起到润滑作用,不能将瓦与轴之间的摩擦热量进行散热,使瓦的温度升高而烧瓦。
3 受油器延伸轴摆度大的原因分析
(1)由于厂家在加工延伸轴时,机床轨道与夹具安装延伸轴不垂直,从而造成延伸轴法兰与中心轴线不垂直。
(2)由于操作人员的失误,在夹装延伸轴加工时,没有用百分表对延伸轴进行测量校核和中心架的固定受力不均就对延伸轴进行加工,造成法兰与轴线不垂直。
(3)原安装单位人员在安装延伸轴时,安装完后,对延伸轴摆度测量调整,发现延伸轴摆度值超标时,没有对延伸轴轴线垂直分析和法兰面平行度进行测量,而是采用乙炔氧气加热变形的方式,使延伸轴摆度值是一个假象,当延伸轴加热部位恢复常温时,延伸轴摆度值就超标。
(4)对延伸轴与主轴连接后,没有测量中间操作油管与外操作油管之间间隙是否均匀。如果间隙均匀,说明中间操作油管没有对外油管运动阻拦,延伸轴摆度值大的原因是法兰接触部位有高点,造成摆度值大的位置螺栓不能将法兰部位紧固到位,影响延伸轴摆度值。
由以上可知,受油器延伸轴摆度是否在设计值范围内作用十分重要。
4 常见的处理方法
2019年凌津滩电厂,检修5号机组桨叶操作油管时,测量延伸轴摆度,发现其摆度已经严重超过厂家设计值。目前常用的调整摆度的方法有以下几种:
(1)根据水轮机安装手册的方法一,将摆度大的延伸轴(桨叶操作油管)的法兰面高点进行腐蚀处理。但是现场条件已经不具备,没有药品,且对法兰面腐蚀的多少没有一个标准,可能会将整个法兰面进行腐蚀或者高点与低点一起处理掉,达不到理想的效果。
(2)根据水轮机安装手册的方法二,将摆度大的延伸轴(桨叶操作油管)返厂重新进行加工。但是此方法返厂加工周期长,延长检修工期。加工时,机床的精度和人员会影响其加工的精度,且加工后还会需要对法兰面进行配套研磨,所以此方法不是很理想。
(3)做出摆度的坐标曲线图,并算出净摆度,测出水导轴承(百分表)到受油器处外油管(百分表)之间的长度,测出操作油管外油管法兰直径,根据以上数据值可以算出刮削量,并在法兰面上划出刮削的等分(分成6个区域,使用0号砂纸刮削),此方法繁琐不推荐。
经过反复研究商讨,上述方法都不适应于解决5号机组受油器延伸轴(桨叶操作油管)的摆度大的问题。为解决此问题,检修人员结合现场实际情况,根据以前在制造厂家对轴瓦刮削原理,提高互动配合零件之间的配合的逆向思维方法,最后提出着色抛光法。着色抛光法实施是根据现场大轴接触情况而进行,通过提高零件的形位公差进行调整,具体是用红丹粉在桨叶操作油管法兰上做记号,再进行反复抛光,当检查法兰平面度不能透光时,则摆度调整合格。
5 利用着色抛光法调整受油器延伸轴摆度过程
5.1 受油器拆卸
(1)受油器桨叶操作供油管和轴电流互感器拆卸;
(2)拆除受油器箱体下游侧挡油环和集油箱;
(3)受油器齿盘测速装置和轮毂供油箱拆卸;
(4)盘车检查并记录受油器操作供油箱法兰面垂直度和拆卸关闭腔的轴瓦;
(5)在管型座法兰上方焊接1个吊耳,并在受油器箱体正上方挂装3 t手拉葫芦,分别在受油器上安装起吊索,将受油器箱体吊离工作部位;
(6)在灯泡头内的平台上焊接3根槽钢,测量桨叶操作油管的摆度。
5.2 桨叶操作油管法兰高点确认
(1)将桨叶操作油管均分8等分并逆时针进行编号,盘车测量桨叶操作供油管摆度(桨叶操作油管内油管不得大于0.20 mm、中油管不得大于0.10 mm、外油管不得大于0.07 mm)。
(2)将外操作油管延伸轴摆度值大的位置做好记号,并将延伸轴从主轴拆卸下来。
(3)将外操作油管摆度值大与摆度小的法兰位置进行180°对换位置安装,盘车测量摆度,发现摆度值更大,从而确认法兰面的高点位置。
通过以上操作确定出受油器桨叶操作油管测量示意图位置,如图1所示。

图1 受油器桨叶操作油管测量示意图
在进行着色抛光调整前,用盘车测量受油器桨叶操作油管数据如表1所示。

表1 受油器桨叶操作油管未调整前数据单位:mm
5.3 桨叶操作油管法兰高点处理
(1)将桨叶操作油管法兰涂抹1层很薄的红丹粉,按照原位置将延伸轴装复到主轴,使用电动扳手将桨叶操作油管法兰与主轴连接螺栓进行紧固。
(2)延伸轴与主轴螺栓紧固后,再次将螺栓拆卸,将延伸轴与主轴分离,检查桨叶操作油管法兰与主轴连接位置的红丹粉接触情况。
(3)对没有红丹粉部位用记号笔将法兰高点分成3等分,等分分好后使用抛光机抛光(抛光砂纸要求为80号Φ180 mm),使用抛光机必须手要稳,力的大小要基本一致,在对其部位进行抛光后再用200 mm刀口尺检查法兰平面度和分段测量其形位公差。
(4)第一道抛光后再次将桨叶操作油管法兰抹上红丹粉装复拧紧螺栓,盘车测量摆度检查数据比初始数据更好,见表2所示。
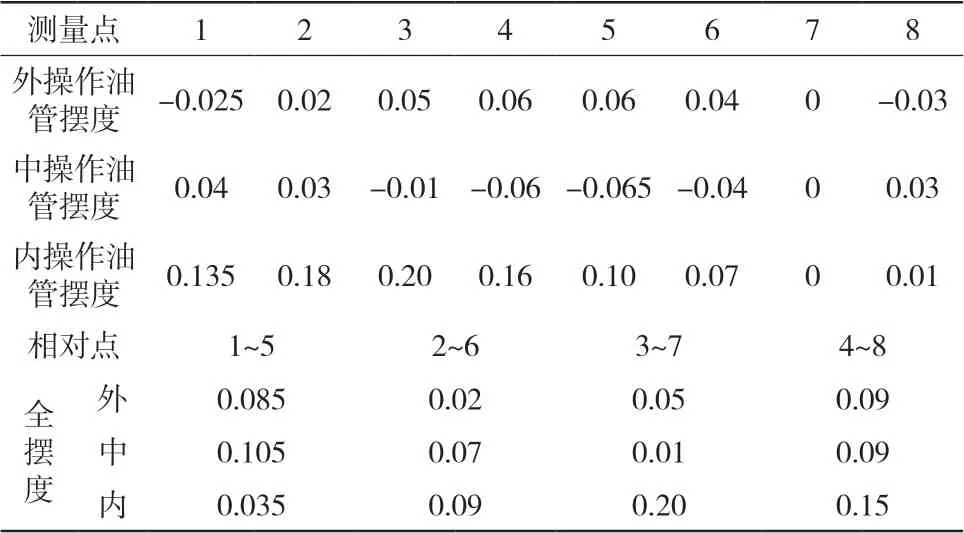
表2 受油器桨叶操作油管调整后摆度数据单位:mm
(5)再次将桨叶操作油管拆卸,检查法兰红丹粉接触情况,将高点位置在原来的基础上均匀延长等分的长度和等分点数增加,分好后按原要求及方法对其部位抛光检查。
(6)反复抛光检查法兰平面度,直到法兰平面度不能透光,完全在一个平面后装复测量摆度,摆度数据合格。
5.4 受油器装复
(1)将下游侧的集油箱和挡油环的密封更换套入到桨叶操作油管上。
(2) 将受油器箱体清扫干净,检查受油器开启腔的轴瓦,对轴瓦有刮伤及高点进行刮削和研磨,对受油器开启腔轴瓦涂抹1层透平油,使用2 t手拉葫芦吊起受油器箱体,调整受油器箱体与桨叶操作油管中心,将受油器箱体缓慢套入桨叶操作油管内,进入过程中随时检查桨叶操作油管与受油器箱体之间的间隙,受油器箱体在进入当中不得有任何歪斜,防止将开启腔的轴瓦损害,可以使用百分表监视受油器箱体的偏移,当受油器箱体到达位置后。检查关闭腔轴瓦,更换密封,将关闭腔轴瓦对准受油器箱体螺栓孔,用两个导向全丝螺杆将关闭腔轴瓦拧入受油器箱体,紧固支座螺栓并调整桨叶操作油管与受油器箱体开启、关闭腔轴瓦的间隙,间隙要求均匀。盘车测量受油器箱体法兰的垂直度,箱体垂直度不得大于0.05 mm,见表3,并安装反馈传动推力轴承。

表3 受油器箱体垂直度调整后数据单位:mm
(3)将轮毂供油箱箱体清扫干净,更换密封件后用2 t手拉葫芦水平吊起向下游侧移动,快到达止口位置时,先将轮毂供油箱反馈拨叉套入推力轴承,找正孔位置后将螺栓拧紧,将桨叶反馈机构装复。
(4)将轮毂供油箱端盖清扫干净,更换密封条后用手拉葫芦吊起对准滚珠花键缓慢插入圆珠键槽内,到位后对正螺栓孔及销钉孔拧紧螺栓和装入销钉。
(5)将齿盘测速装置及其支座清扫干净,更换密封条用手拉葫芦水平吊起对正螺栓和桨叶反馈轴向下游移动,到位后拧紧螺栓,安装好桨叶反馈与齿盘测速传动盘的螺栓及保护罩。
(6)将受油器箱体挡油环止动板对正位置后拧紧螺栓并把下游侧开启腔集油箱对正位置拧紧螺栓。
(7)将各附件清扫干净,更换密封件后按原位置装复拧紧螺栓,最后所有部件安装完成对受油器箱体的绝缘进行测量,绝缘值大于10 MΩ。
5.5 设备运行结果
受油器设备安装完成后开机运行1年,小修检查受油器运行正常,检查轴瓦磨损不再出现像之前一样的磨损单边现象,轴未出现憋劲的现象,受油器箱体震动减小,调速器油泵启动间隔时间明显延长。
6 结语
受油器操作油管是灯泡贯流式机组重要组成部分,其部件的健康直接影响着设备的安全运行。凌津滩电厂5号机机组受油器桨叶操作油管法兰摆度过大原因分析确定,通过着色抛光法成功处理了桨叶操作油管法兰摆度过大的问题,1年的运行验证达到了预期目的,确保了机组安全运行,为其他同类机组类似问题处理提供了参考经验。
猜你喜欢
水电站机电技术(2023年10期)2023-11-16 01:38:14
大电机技术(2022年2期)2022-06-05 07:29:02
应用能源技术(2020年11期)2021-01-26 00:16:30
船舶与海洋工程(2020年4期)2020-09-12 06:08:10
水电站机电技术(2018年5期)2018-05-25 07:04:42
电站辅机(2016年4期)2016-05-17 03:52:41
水电站机电技术(2016年1期)2016-02-28 14:21:51
综合智慧能源(2015年7期)2015-06-06 11:40:59
设备管理与维修(2015年9期)2015-03-16 02:24:02
水电站机电技术(2014年6期)2014-09-26 12:07:45
