表面处理对铝合金浇注绝缘树脂后粘接性能的影响
2022-10-24 06:57:40刘翠翠李梦娜王宁娄金钢王斌杨晓涵雪金海
电镀与涂饰 2022年18期
刘翠翠,李梦娜,王宁,娄金钢,王斌,杨晓涵,雪金海
(平高集团表面处理及金属防腐实验室,河南平高电气股份有限公司,河南 平顶山 467001)
高压电器设备的稳定性对供电的可靠性具有举足轻重的作用,绝缘浇注产品作为高压电器设备的关键零部件[1],保证其性能的稳定性无疑是预防故障发生的根本。绝缘树脂与铝合金浇注产品的拉伸强度需达到一定要求,否则产品运行过程中存在浇注件脱离而致使设备放电的风险。
为保证绝缘浇注后产品的拉伸强度,通常会对铝合金工件进行表面处理[2-3],铝合金在一定条件下与特定的腐蚀液接触而发生化学反应,由于阴极极化作用等原因,金属表面生成一层附着力良好的能保护金属不易受水和其他介质影响的化合物膜[4-5],该膜层多为多孔结构,吸附性能好,可作为涂装底层,增强表面涂层的附着力,从而提高绝缘浇注产品的拉伸强度和粘接性能。目前铝合金表面处理常使用六价铬钝化,但该工艺在废水可处理性、挥发性、毒性等方面不能满足环保要求[6-7]。本文对比了4种铝合金表面无铬转化处理工艺对绝缘浇注产品性能的影响,得到最佳工艺路线。
1 实验
1.1 铝合金表面处理工艺流程
工件材质为6063-T6铝合金(A级),其化学成分如下:Cu 0.10%,Si 0.2% ~ 0.6%,Fe 0.4%,Mn 0.1%,Mg 0.45% ~ 0.90%,Zn 0.1%,Cr 0.1%,Ti 0.1%,Al余量。
工艺流程为:喷砂→碱洗→热水洗→水洗→硝酸洗→水洗→表面处理→回收→水洗→热水洗。
1.1.1 喷砂
利用压缩空气将砂粒高速喷向金属表面,获得具有均匀、无光泽梨皮面的铝金属嵌件,粗糙度(Ra)通常在40 ~ 60 μm范围内。
1.1.2 碱洗
使用含无机盐25% ~ 30%和表面活性剂70% ~ 75%的碱液,处理温度65 ~ 75 °C,处理时间0.5 ~ 1.0 min,以处理后工件表面没有发花和过腐蚀为准。
1.1.3 热水洗
采用80 ~ 90 °C的自来水将工件表面清洗干净,时间0.5 ~ 1.0 min,水洗后表面水膜连续。
1.1.4 水洗
采用室温的自来水将工件表面清洗干净,时间0.5 ~ 2.0 min,处理后表面水膜连续。
1.1.5 硝酸洗
采用400 ~ 600 mL/L的工业硝酸(67.5%)溶液,室温处理0.5 min,处理后工件表面应无花斑。
1.1.6 表面处理
通过表面处理在金属表面生成一层附着力良好的膜层,既能保护金属不易受水和其他介质影响,又能增强表面涂层的结合力。
1.1.6.1 无铬钝化
采用20%(体积分数)的无铬钝化液,pH 3 ~ 6,在室温下处理15 min。
1.1.6.2 硅烷钝化
采用1%(体积分数)的KH-550溶液在室温下处理5 min。
1.1.6.3 化成
采用化成原液在室温下处理1 ~ 2 min。
1.1.6.4 阳极氧化
在0 ~ 10 °C的105 mL/L硫酸溶液中以电流密度1 A/dm2处理40 min。
1.1.7 回收
采用室温的去离子水处理0.5 ~ 1.0 min。
1.2 绝缘浇注过程
如图1所示,环氧真空浇注是在一定温度、真空度等条件下将环氧树脂、固化剂、填料和其他助剂混合,随后注入到具有特定型腔结构、预装铝合金嵌件的模具内,经分段式固化后得到环氧浇注制品。
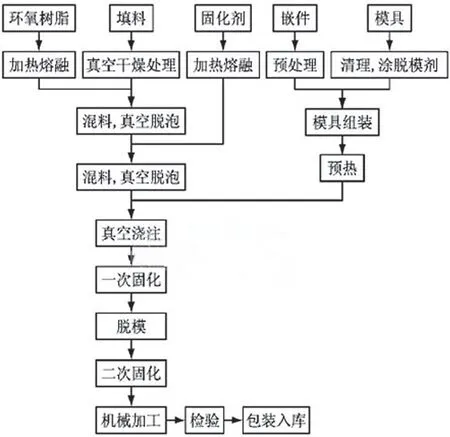
图1 环氧浇注绝缘件的生产流程Figure 1 Process for fabrication of cast epoxy insulator
1.3 性能检测与要求
1.3.1 表面处理后的外观
铝合金工件经过表面处理后采用目视法检查其外观,要求表面膜层连续,色泽均匀一致,没有花斑,光泽好。
1.3.2 表面处理后的微观形貌
采用金相显微镜观察铝合金工件经过表面处理后的微观形貌,要求均匀一致。
1.3.3 浇注件的拉伸性能
根据Q/GDW 11127-2013《1 100 kV气体绝缘金属封闭开关设备用盆式绝缘子技术规范》中的相关标准,对浇注后的试验棒进行拉伸强度检测,要求不低于57 MPa。
1.3.4 浇注件的粘接性能
通过拉伸试验后,对绝缘浇注件拉伸后的状态进行目视检查,要求铝合金与绝缘浇注界面不出现断裂,断裂位置在绝缘树脂处。
2 结果与讨论
2.1 表面处理后的外观
由图2可知,相同材质铝合金工件分别经过无铬钝化、硅烷钝化、化成、阳极氧化等4种表面处理后,外观上目视没有差别,铝合金表面膜层连续,色泽均匀,无花斑,光泽良好。这说明铝合金表面通过无机盐处理和有机硅烷钝化处理所得到的转化膜在外观上都能满足要求。
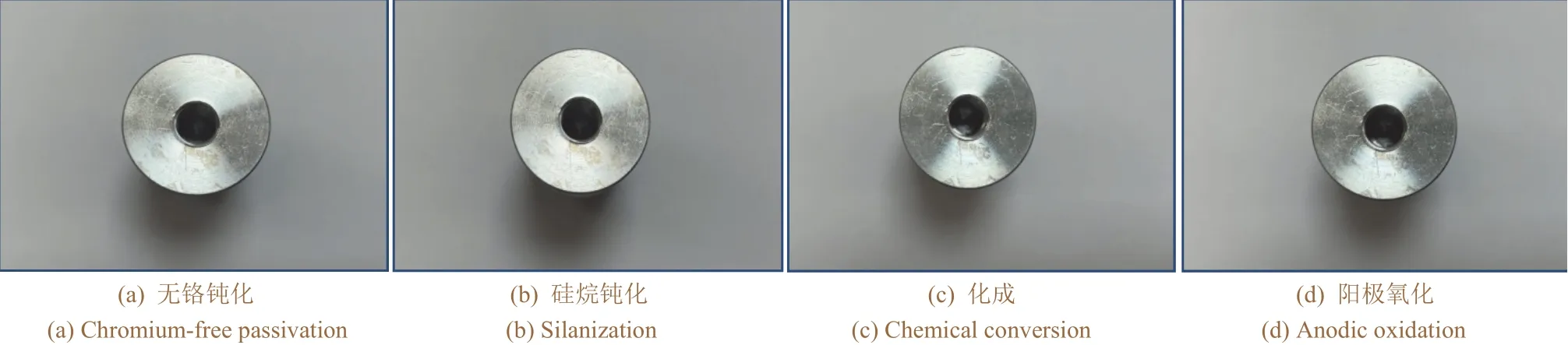
图2 4种不同工艺表面处理后的铝合金外观Figure 2 Appearance of aluminum alloy surface treated by four different processes
2.2 表面处理微观形貌
从图3可以看出,在金相显微镜下,经过无铬钝化和硅烷钝化2种方法处理的基材形貌差异不大,转化膜细致,与基材结合紧密;而经过化成和阳极氧化处理后的基材形貌发生变化,表面不均匀,部分区域模糊不清。
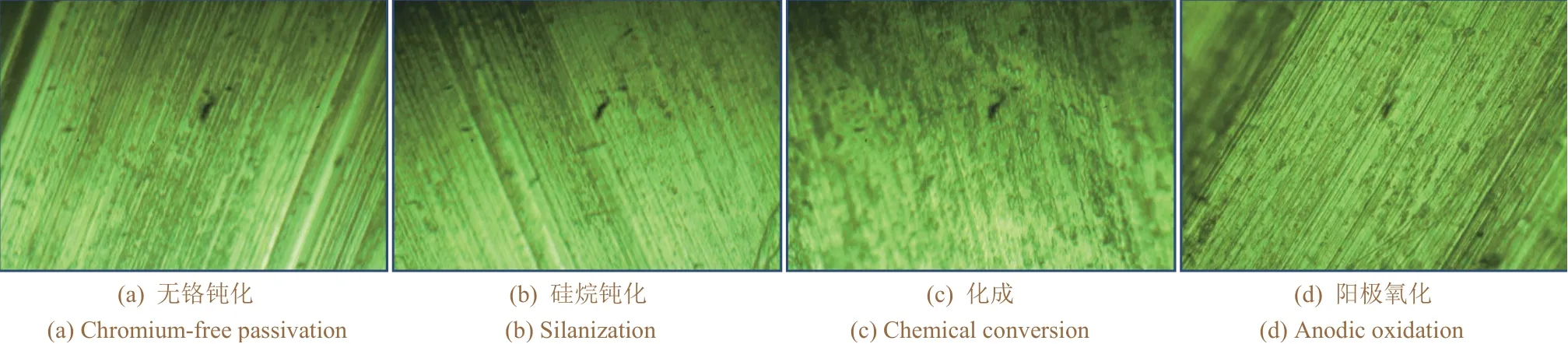
图3 4种不同工艺处理后的铝合金表面的微观形貌Figure 3 Micromorphology of aluminum alloy surface treated by four different processes
2.3 拉伸性能
将环氧树脂、固化剂、填料按相同的比例混合,在相同的温度、真空度、时间等条件下对经过表面处理的铝合金工件浇注后进行拉伸试验。由表1可知,4种表面处理工艺得到的浇注件的拉伸强度排序如下:硅烷钝化 > 阳极氧化 > 无铬钝化 > 化成。其中,经过硅烷钝化处理的工件浇注后可以满足拉伸强度大于57 MPa的要求,且最大拉力稳定在18 kN以上,其余3种表面处理浇注件的拉伸强度均低于57 MPa。

表1 4种工艺处理后铝合金工件的拉伸强度Table 1 Tensile strength of aluminum alloy workpiece treated by four different processes
2.4 粘接性能
由图4可知,无铬钝化、化成和阳极氧化处理后的工件经拉伸试验后的断裂位置位于工件与绝缘树脂交界面,工件几乎无残留绝缘树脂;硅烷钝化处理后的工件与绝缘树脂交界面未发生断裂,断裂发生在绝缘树脂处。这说明有机硅烷钝化处理的效果比无机表面处理更好。铝合金工件经过有机硅烷钝化处理后,硅醇羟基与水中的羟基会与金属表面吸附的羟基形成缔合氢键,令工件与绝缘树脂浇注的粘接性能最佳。
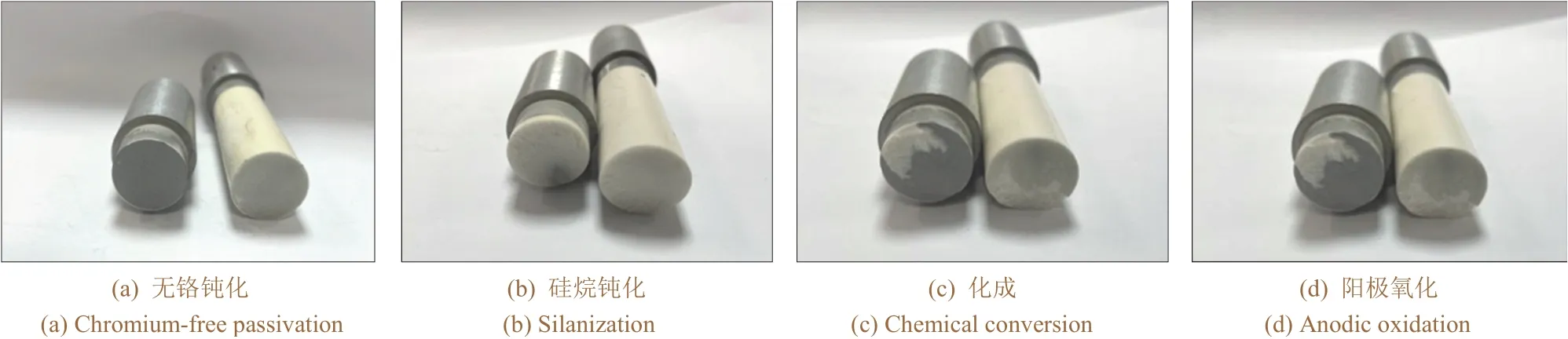
图4 4种表面处理铝合金浇注件的粘接性能Figure 4 Adhesion of aluminum alloy surfaces treated by four different processes to cast insulating resin
3 结论
本文分别以无铬钝化、硅烷钝化、化成、阳极氧化4种工艺对铝合金工件表面处理后进行绝缘浇注,通过观察表面处理后的状态和微观形貌以及拉伸试验得到以下结论:
(1) 经过无铬钝化和硅烷钝化处理后形成的转化膜更加细致、均匀。
(2) 经4种工艺处理得到的铝合金浇注件的拉伸强度排序为:硅烷钝化 > 阳极氧化 > 无铬钝化 > 化成。经过硅烷钝化处理的工件浇注后,拉伸强度可达到57 MPa以上。
(3) 铝合金工件经过有机硅烷钝化处理后,与绝缘树脂浇注的粘接性能最佳。
猜你喜欢
化工管理(2022年14期)2022-12-02 11:44:06
陶瓷学报(2021年1期)2021-04-13 01:33:38
陶瓷学报(2020年5期)2020-11-09 09:22:48
纺织科学与工程学报(2020年1期)2020-06-12 09:14:42
材料科学与工程学报(2016年1期)2017-01-15 13:33:40
焊接(2016年1期)2016-02-27 12:59:14
船舶标准化工程师(2015年5期)2015-12-03 11:00:28
焊接(2015年8期)2015-07-18 10:59:14
上海塑料(2015年3期)2015-02-28 14:52:05
汽车维护与修理(2015年6期)2015-02-28 12:17:29