
用于铣削振动信号监测的智能刀环研究
2022-10-23 14:00王旭韩旭杨吟飞陈妮李龙翔朱翔宇
机械制造与自动化 2022年5期
王旭,韩旭,杨吟飞,陈妮,李龙翔,朱翔宇
(南京航空航天大学 机电学院,江苏 南京 210016)
0 引言
随着数控机床的快速发展,现代机械制造系统正朝着高度自动化、智能化的方向发展。研究表明,铣削刀具状态的异常变化,如切削力、刀具破损磨损以及切削热等,将不可避免地降低工件的加工精度,影响工件的表面质量和尺寸完整性,甚至导致整个工件的报废,对加工效率和加工过程的可靠性造成严重的影响,使得加工过程无法连续进行[1]。而切削加工系统中又因缺乏实时可靠的刀具状态监测技术,大多数使用者往往采用保守的态度而不能充分利用刀具,切削速度仅使用大约一半,同时也只按刀具的平均寿命标准来更换刀具,致使很多刀具的使用寿命偏低,造成很大的浪费。工业统计数据表明,机床故障中刀具失效导致的停机时间占据了总停机时间的1/3左右,而安装有刀具监测系统的数控机床生产效率提高了10%~60%,机床的利用率也提高了50%,同时也节约了30%左右的成本费用[2]。因此现代自动化切削加工系统迫切需要能够实时判断刀具状态的监测系统。
振动信号能非常有效地反映刀具在不同磨损状态下的振动情况,可以通过对振动信号进行时域分析、频域分析来判断刀具磨损状态[3-6]。传统的刀具振动监测系统存在监测参数单一和传感器安装困难、或因更改机床设备、刀柄结构等带来的安装调试复杂、可移植性和可重复性差等问题。而随着电子技术的快速发展,单片机、MEMS传感器和无线传输芯片等电子元器件的性能越来越好,同时这些元器件具有体积小、成本低的特点,给刀具状态监测方式带来了新的技术方案[7]。本文提出和开发了一种将传感器、单片机和无线传输芯片集成到监测刀环上来进行刀具状态监测的智能刀环系统,可以直接安装在刀柄上,快速捕获有效的振动信号,通过无线传输系统输入到系统终端,再经过基于LabVIEW开发的上位机人机交互软件的优化处理和分析,达到实时监测和评估刀具状态的目的,实现智能化管理刀具。
1 智能刀环系统总体监测方案设计
1.1 系统的设计原则
1)可扩展性:为了能不断增加传感器来采集刀具的其他物理信号而最小地改动系统的组成部分,系统在设计时采用模块化思想,即对每个模块进行独立的开发设计,然后组成整个系统;
2)可移植性:智能刀环无需更改刀柄设备或机床结构,可随时拆装跟随刀具入库或使用,因此具有可重复性和可移植性,安装即可使用,拆除就停止使用;
3)实时监测性:智能刀环内装有集成化传感器系统,可检测刀具加工过程各重要状态参数变化量,实时记录刀具多种状态参数,具有实时监测性。
1.2 系统总体设计方案
智能刀环监测系统整体上由下位机数据传输层和上位机人机交互层组成。其中下位机数据传输层由信号采集模块、信号预处理模块、无线数据传输模块和USB信号传输模块四部分构成,上位机人机交互层由信号显示模块、信号存储模块、信号分析模块和刀具状态识别模块四部分构成(图1)。
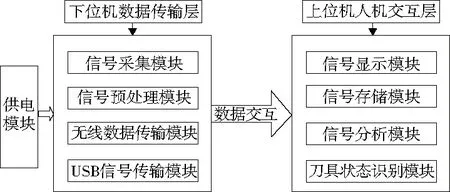
图1 智能刀环监测系统总体设计方案
a)上位机人机交互层
上位机人机交互层是用户管理智能刀环系统的窗口,通过对上位机界面的操作实现对信号传输系统的控制,监测刀具的状态。人机交互层各个模块的功能如下。
1)信号显示模块将采集到的振动信号以时域波形图的形式显示在上位机主界面,以特征量提取的形式显示在上位机副界面,用户便可直接判断采集到的振动信号的波形、幅值大小,同时可设置信号报警阈值为该模块增添加工预警功能,实时监测铣削振动信号。
2)信号存储模块用来存储将要分析的数据,下位机数据传输层采集到的振动信号通过USB转换以文档格式存储在计算机固态硬盘中,为以后具体的分析工作做准备。
3)信号分析模块用来对振动信号进行数据预处理以及分析其时域特征,包括振动信号的平均值、方差、方均根值等来确定振动信号的基本特征。
4)刀具状态识别模块用于判断刀具所处状态。
b)下位机数据传输层
在智能刀环无线数据传输系统中,无线数据传输速率和系统功耗都是需要重点考虑的。因此,在搭建系统硬件平台时需要考虑上述因素去选择系统电子元器件。
由于嵌入式系统具备高集成度特点,嵌入式系统处理器具有良好的可靠性和安全性,在这里ARM单片机与信号采集模块、信号传输模块、电源模块以及其他外围组成模块共同组成了嵌入式系统。下位机数据传输层的嵌入式系统处理器作为嵌入式系统的核心,具备优秀的信息处理能力,既要负责与前端振动传感器连接获取数据,又要控制无线数据传输芯片进行数据传输。各个模块功能如下。
1)信号采集模块通过振动传感器获取刀具的三轴加速度信号,在信号被采集(A/D)之前,经过一个低通滤波器,将信号中高于奈奎斯特频率的信号成分滤去,之后便把模拟的输入信号转换为数字量输出信号。
2)信号预处理模块通过前置放大电路和滤波电路调高信号比、降低信号的噪声、提高检测灵敏度,得到可靠的分析结果。
3)无线数据传输模块。智能刀环在高速旋转状态下,传统的有线数据传输方式已经不再适用,所以采用无线方式进行数据传输。对比几种常用的无线数据传输技术,蓝牙和Zigbee都可以满足要求,但Zigbee传输速率过低,而蓝牙的有效通信距离只能达到10 m[8]。因此选择传输速率最大、功耗满足要求且传输距离最远的WIFI技术。
4)USB信号传输模块。下位机在硬件结构上分为信号发射端和接收端,而接收端和计算机之间通过该模块USB转换进行数据传输,使得数据显示在人机交互界面。
2 智能刀环系统硬件设计
本智能刀环系统安装在旋转的铣刀刀柄外侧,将信号采集模块、信号处理模块、信号传输模块都集成在刀环内。采用锂电池供电的方式,要求系统电路的功耗必须要低,同时又要保证信号的传输质量和效率。整个系统所用主要电子元器件及系统硬件组成如图2所示。
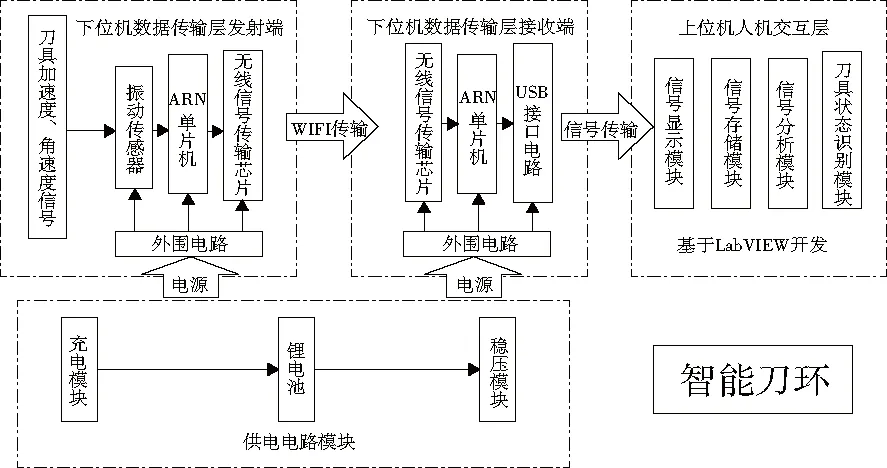
图2 智能刀环系统硬件电路示意图
2.1 振动传感器的选择
选用9轴加速传感器的JY901S模块。模块尺寸较小,只有15.24 mm×15.24 mm×2 mm;采用先进的动力学结算、卡尔曼动态滤波算法和数字滤波技术,能有效降低测量噪声,提高测量精度,且内部自带电压稳定电路,工作电压3.3 V~5 V,引脚电平兼容3.3 V/5 V的嵌入式系统,连接方便。模块中采用的是MPU9250传感器,在3 mm×3 mm×1 mm尺寸范围内包含了1个三轴加速度计和3个独立的MEMS陀螺仪以及数字运动处理器,可同时检测到x、y、z三轴的加速度信号。该三轴加速度计属于电容式传感器,可以抵抗住10 000 g的冲击。
2.2 ARM单片机的选择
选用STM32F103RCT6单片机的最小系统板,使用性能较高的ARM Cortex-M3内核,其外设配置和功能如表1所示。

表1 STM32单片机外设参数
经实验得到STM32F103RCT6单片机工作在3.6 V电压下,运行代码时电量消耗与温度的关系如图3所示。从图中可以得出该型号单片机在8 MHz工作频率下电量消耗最小,因此选定单片机的工作频率为8 MHz。
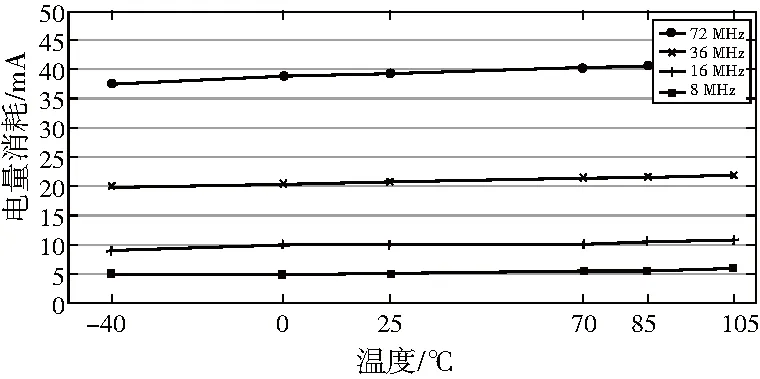
图3 单片机不同工作频率下电量消耗与温度关系
2.3 无线传输芯片的选择
选用nRF24L01无线传输芯片,芯片内置了功率放大器、频率合成器和调制器等功能块,其输出功率、频道选择和协议的设置通过SPI接口设置,具有极低的电流消耗,工作在发射模式下发射功率为-6 dBm时电流消耗9 mA,接收模式时为12.3 mA,其数据传输速率为1 Mb/s或2 Mb/s,相关技术参数如表2所示。
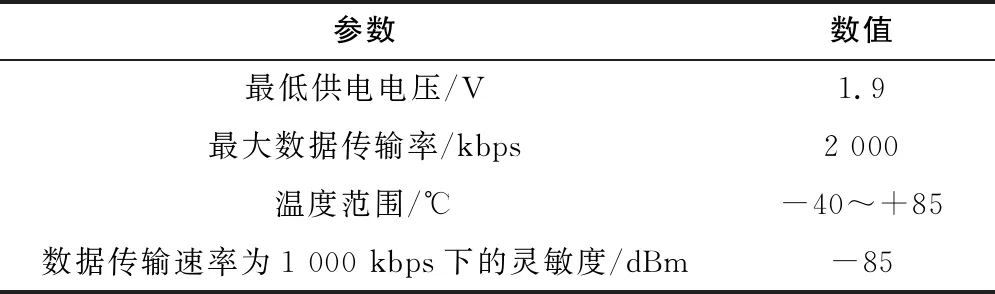
表2 nRF24L01无线传输芯片技术参数
2.4 硬件载体结构的设计
考虑到刀柄位置处的空间结构和刀环本身需要集成的电子元器件,设计如图4所示的智能刀环载体结构,通过紧定螺钉将刀环固定在刀柄上。
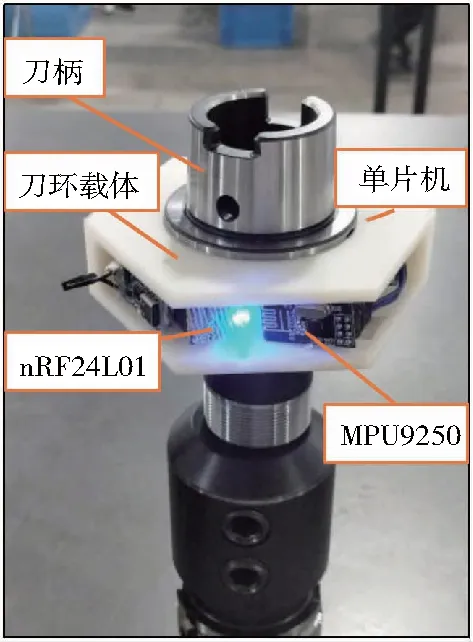
图4 智能刀环硬件载体结构实物图
3 智能刀环系统上位机人机交互软件设计
本文上位机人机交互层包括信号显示模块、信号存储模块、信号分析模块和刀具状态识别模块,主要功能是完成数据的采集、分析处理、输出、存储和显示。由于虚拟仪器软件LabVIEW在数据采集、用户图形界面设计和硬件链接方面的强大功能,因此智能刀环系统上位机人机交互层选用它作为软件开发平台。人机交互界面如图5-图6所示,包含的功能有:
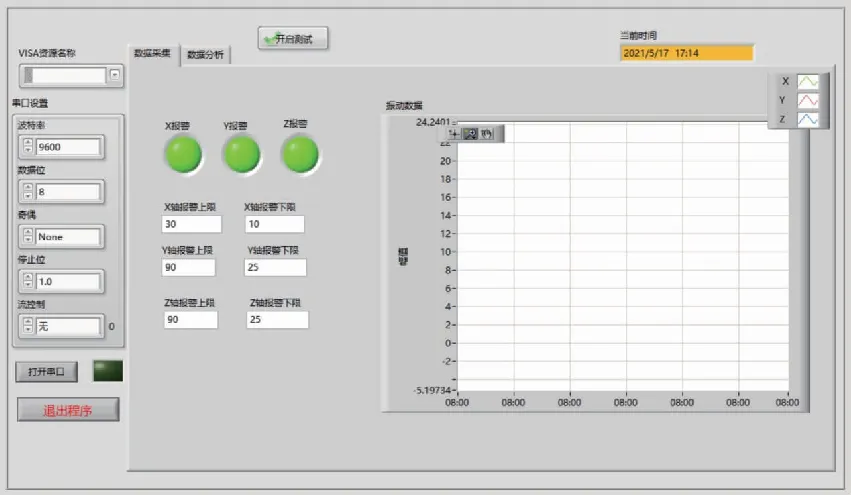
图5 上位机人机交互软件主界面

图6 上位机人机交互软件副界面
1)将采集到的振动信号在主界面以时域波形图的形式显示,在副界面以均值、方均根值、最大值、最小值等特征值来显示,用户便可根据这些参考数据与刀具不同程度磨损时域的指标参数判断刀具磨损程度,实时监测刀具的切削状态,同时用户可根据需要选择添加加工预警功能,可根据以往的经验数据设置3个坐标轴的加工振动报警值;
2)对振动信号进行处理分析,在传感器测量振动信号的过程中,测试仪器难免会受到各种各样影响因素的信号干扰,引起造成个别测点的采样信号与基线的偏差非常大,这种结果会影响分析结果的准确性。可以利用数据平滑处理技术将不规则的趋势项从采集到的原始信号中减去,从而获得数据信号的真值,最终可以得到振动信号的最大值、最小值、方均根值等时域特征参数及特征图;
3)将下位机采集得到的振动加速度信号以文本格式存储,为之后离线分析振动信号提供有效数据源;
4)根据采集到的切削振动加速度信号,经过上位机软件分析提取的加速度信号特征量与刀具不同程度磨损时域的指标参数进行对比,用户便可判断刀具处于何种时期的磨损程度,进而实现刀具状态的识别。
3.1 信号显示模块
在LabVIEW中数据传输是以字符串格式完成的,所以下位机所发送过来的数据包被解析以后就是具有固定字节长度的字符串数组。本文首先对字符串数组进行截取,经过拆分,转化为实际的数据。同时系统通过LabVIEW软件开发了USB驱动程序,即在计算机设备管理器中将指定的USB设备的驱动程序由默认换成由VISA生成的驱动程序文件,在LabVIEW软件编程面板中使用“USB读”控件读取下位机数据传输层接收端传来的数据。其程序框图如图7所示。
图7 上位机人机交互软件程序框图
在信号显示模块实现了刀具3 个正交轴振动信号的显示,使用到波形图表,同时在面板中设置了开启测试按钮以及用于铣削加工预警的报警模块。用户可以在该模块中设置x、y、z轴的振动信号的预警值,包括上限值和下限值,当采集的振动信号超出这个范围,则相应的报警灯闪烁,同时利用LabVIEW提供的蜂鸣器发出报警声。
3.2 信号存储模块
该模块主要将下位机数据传输层传输来的数据存储在文本文件中,格式如图8所示,从左至右依次对应着x轴、y轴、z轴的加速度信号。
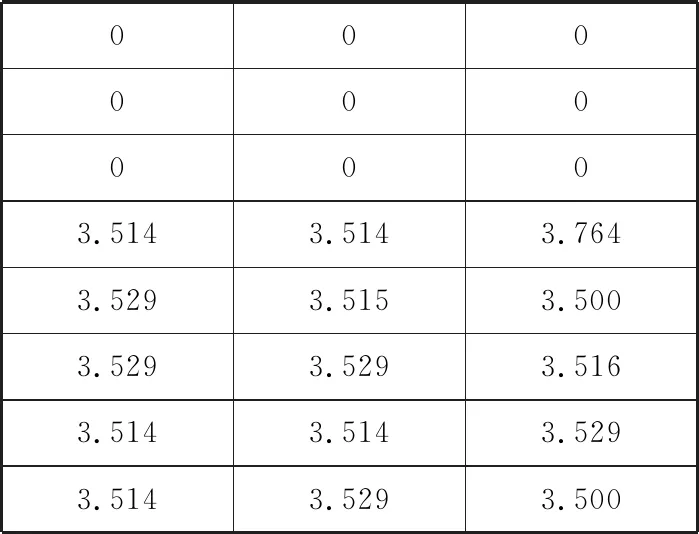
图8 数据保存格式示意图
3.3 信号分析模块
该模块可以在离线状态下对信号采集模块采集的振动信号进行预处理,之后对数据进行时域分析和频域分析,获得铣削加工过程振动信号的均值、方均根值、最大值、最小值和经过离散傅里叶变换得到的频谱图,由这些特征参数去判断刀具的加工状态。信号分析模块的界面如图6所示。
3.4 刀具状态识别模块
由于不同的参数对不同磨损程度的敏感程度不同,该模块在对刀具磨损状态进行分析时,选取了若干个有效的参数作为故障诊断的特征量,这些经过上位机软件分析提取的特征量与刀具不同程度磨损时域的指标参数如表3所示,进行对比便可判断出刀具处于何种阶段的磨损[9]。
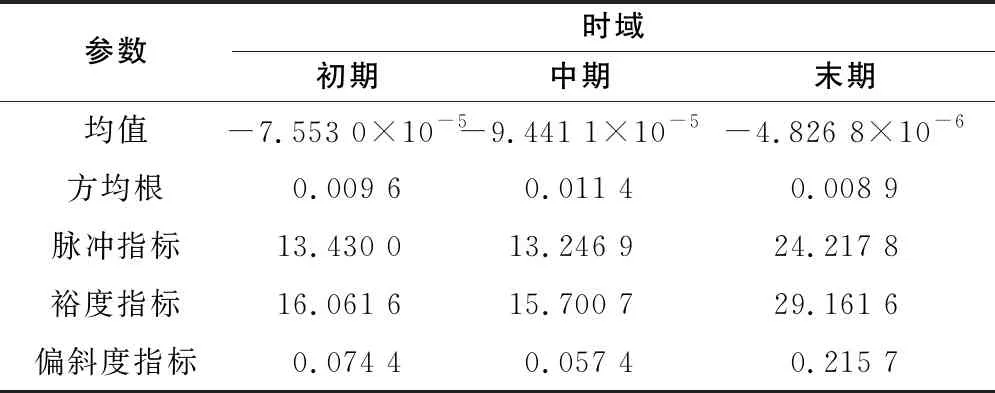
表3 刀具磨损不同状态的时域参数值
4 智能刀环系统性能测试试验与分析
为了确定智能刀环系统的性能,本文设计了试验并对其进行验证,包括系统无线数据传输的速率、铣削加工中振动信号的监测情况。
4.1 系统的数据传输性能与分析
为测试智能刀环系统在不同距离下无线数据传输速率,搭建了试验平台,测试设备有:VC-1060立式数控机床、智能刀环系统和一台计算机。
试验条件:机床主轴静止,加速度传感器采样频率设为1 kHz,智能刀环下位机发射端与接收端的距离不断改变,通过计算在不同距离下1 min内采集的数据量便可得到无线数据传输速率,实验结果如表4所示。

表4 不同距离下无线数据传输速率
从实验结果可以分析得到:在智能刀环下位机发射端与下位机接收端的距离不断变化时,无线数据传输速率其实是在不断变化的,总体趋势是随着距离的增大无线数据传输速率不断减小。其中在3 m范围内距离的变化对无线数据传输速率影响很小,数据传输速率保持在20 kB/s左右;当距离≥9 m时,数据传输速率接近于0 kB/s。因此在做铣削加工实验时,加速度传感器采样频率设为1 kHz,只要保持下位机发射端与接收端的距离≤3 m,无线数据传输速率就可以满足系统设计要求。
4.2 系统监测振动可行性试验与分析
振动影响因素研究试验所用的机床为VC-1060立式数控机床,工件材料为铝合金,其尺寸为150 mm×80 mm×20 mm,铣刀选用的是平底铣刀四刃,刀具涂层材料为TiSiN,维氏硬度为3 100 HV,刀具直径为Φ8 mm。铣削加工过程中对采集到的振动信号进行时域分析得到的时域图如图9所示。
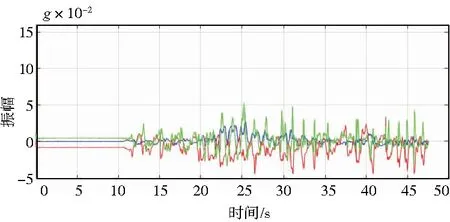
图9 智能刀环监测系统采集刀的振动信号时域波形图
试验结果验证了该智能刀环系统的性能,得出可以将其用于铣削加工振动信号监测且监测效果良好。
5 结语
本文开发的数控铣削加工在线监测系统由硬件采集设备和基于LabVIEW开发的上位机人机交互软件组成,应用实例验证了系统铣削振动在线监测的有效性和实用性,同时也说明这种在线监测的利用有利于实现加工过程自动化,降低生产成本和生产时间,提高产品质量,因此开展对数控铣削加工实时监测系统的研究具有重要意义。
猜你喜欢
中国计算机报(2020年15期)2020-05-13
制造技术与机床(2019年11期)2019-12-04
车迷(2018年12期)2018-07-26
制造技术与机床(2017年7期)2018-01-19
黑龙江电力(2017年1期)2017-05-17
中国老区建设(2016年3期)2017-01-15
山东工业技术(2016年15期)2016-12-01
CHIP新电脑(2016年9期)2016-09-21
发明与创新(2016年5期)2016-08-21
学习月刊(2015年3期)2015-07-09
