铝电解槽内衬创新维修与实践
2022-10-21 10:31李元山
世界有色金属 2022年13期
李元山
(酒钢集团甘肃东兴铝业有限公司,甘肃 嘉峪关 735100)
铝电解槽内衬破损、槽寿命短是多种因素综合作用的结果。内衬设计、砌筑材料品质、施工质量、焙烧启动过程及后期生产操作管理都是影响槽寿命的关键因素。铝电解槽阴极内衬大修,不仅要消耗大批人、物资源,而且在维修期间造成的经济损失也巨大。同时,内衬清理中产生的固废也会对环境造成污染。该论文结合内衬创新维修实践,总结出了局部更换阴极炭块及修补相关技术措施。
1 创新维修槽的特性
维修槽的清理和修复过程不可控、变化大,与施工的精细化有关;同时组织鉴定环节易受人为因素干扰。但由于维修周期短、费用低、见效快,能有效延长槽内衬使用寿命而获取最大经济效益且减少固(危)废产生的数量,被电解铝企业所采用。
(1)维修槽阴极内衬整体状况较差。炭块纵向裂纹的产生比较普遍,有炭块内部形成的剪切裂纹、糊捣体收缩在周边产生的垂直裂纹、阴极钢棒弯曲变形产生的应力引起的破损裂纹、机械性损伤裂纹和自然收缩裂纹等。
(2)炭间缝发生渗漏的几率很小。炭间缝通常由七-八层内衬糊捣固构成。最上两层捣固时分别填约115mm糊料,压缩深度为70mm,压缩比1.60∶1,如果炭间缝边缘夹铝深度大于120mm时。表明铝液已渗透到第二层以下或更深,剔除时如持续向下延伸,很大程度上说明铝水已通过缝隙渗到了防渗层。
(3)维修槽的清理过程至关重要,材料性能及砌筑规范严格按优化方案精细操作,保护性剔除。修补槽如果清理不到位,造成修补过程存有隐患或砌筑、捣固环节衔接不好,可能会引发质量缺陷事故,严重时可能因误操作将修补槽清理成大修槽,造成维修方案失败,导致维修成本增加。
2 维修槽鉴定依据
(1)维修槽原铝理化指标:
电解槽运行时,原铝品质化验Fe含量达到正常值≤0.10%。表明阴极内衬没有破损,未发生渗漏熔化钢棒的迹象。停槽前,Fe含量有上升趋势,窗口阴极钢棒温度在260℃~300℃左右或槽底钢板温度超过230℃左右(修补槽内衬保温性能相对较差,槽底钢板温度较大修槽高(20℃~60℃)。如出现以上情况,可初步判定阴极炭块已破裂,电解质或铝液已渗入内衬,开始腐蚀并熔化钢棒。在防渗层堆积一定量后向阴极窗口蔓延,甚至从窗口钢棒周围缝隙流出或穿透防渗层向保温层渗透到槽底。这类型槽通常在铝水渗入后炉底会隆起,沉淀增多,导电性能降低,槽内水平电流分布不均,电压摆动异常,严重时滚铝,影响系列安全,应按大修标准进行维修。
原铝品质化验Si含量正常值≤0.025%。初步表明侧部Si3N4+SiC复合块没有破损,侵蚀不明显。反之,大于正常值且有上升趋势,说明侧部Si3N4+SiC复合块已遭到电解质溶液侵蚀冲刷脱落。这种情况可通过槽壳散热板周围出现发红现象得到印证;侧部Si3N4+SiC复合块经过焙烧运行数年,外观虽完整,但与其结合部分(碳素)已遭腐蚀冲刷脱落且整体厚度缩小,失去了对炉帮的保护性能。修补期间,清理过程也无法避免机械性接触造成损伤断裂。侵蚀严重、断裂位置经常出现在铝液与电解质的界面区域,若进行局部更换,很难预防相邻侧部Si3N4+SiC复合块不出现断裂。因此不建议个别更换侧部复合块。
(2)修补槽阴极内衬状况:
修补槽内衬导电性能良好,电流效率高,炉膛较完整是具备优化修补条件的最基本要素。
炉底清理发现:炭间缝夹铝比较常见,铝片厚约1mm~2mm,深度一般在80mm~110mm之间。这个结果与前期使用中温糊时在炭间缝或周边缝边缘喷涂煤焦油有关。由于中温糊软化点高,一般在90℃~140℃之间,施工中散热快,温度不易控制,易发生“干糊”现象。捣固时粘结剂和细粉骨料集中在表面层。焙烧时此表面层的收缩性与下层捣固糊层之间产生了分层,导致糊料的粘接性能与密封功能降低从而引起铝液渗漏,形成夹铝现象的产生。
阴极炭块纵向产生的非自然收缩裂纹,系综合性开裂纹,一般在炭块端部燕尾槽周围向外边缘扩散,部分裂缝在炭块顶部或通过顶部止于炭间缝,这种裂纹缝隙较大,一般在2mm~3mm之间,纹理清晰无规律,部分缝隙深可见阴极钢棒;若纵向裂缝在炭块燕尾槽上方,长度不大于破损炭块宽二分之一,即370mm,要作为修补槽时,应做好记录,启动时要重点防护;若裂缝贯通整个炭块或2/3段有裂纹交叉,将炭块裂分为大小不等块状,该槽要按大修理维修。受自然冷却收缩形成的纵向裂纹缝隙相对较小,纹路走向舒展,与其它裂纹交汇后不再扩散。只有在受到机械清理时有裂缝延长或缝隙加大的可能,这种缝隙对修补槽构不成威胁,焙烧启动后,随槽温升高,缝隙愈合。
阴极炭块横向裂纹的产生大部分来自于钠渗透形成的侵蚀裂纹,分布在炭块中部。如果在侵蚀裂纹或自然收缩裂纹的区域炉底没有隆起或隆起较小。启动后,侵蚀裂纹会在炉底电解质混合物及沉淀生成时自行填充愈合。当然,对于侵蚀裂纹较大且横跨于多块阴极底块并与其它出现裂纹交叉时,另当别论。
糊捣体收缩裂纹的产生:最初加热时体积呈现膨胀趋势,当温度在200℃~500℃时开始固化,这时粘接剂中各组分的裂解和聚合反应使碳糊逐渐半焦化,体积呈收缩趋势。糊捣体的收缩率除了取决于其组成外与捣实密度及升温速度有关[1]。目前国内内衬糊收缩率(20℃~950℃)在0.15%~0.20%之间,国外一般不大于0.25%。
(3)修补槽的优化修复过程应遵循:清理—鉴定—修补。Si3N4+SiC砌筑是很关键的工序之一。局部更换侧砖的难点在于剔除破损过程及安装最后一块侧砖(合门砖),剔除过程或安装时如果掌控不好,会将相邻侧砖横向挤裂。因此,选择恰当的切入口是完成优化的第一步。首先在侧砖中部开始剥离侵蚀或破损侧砖,最后一块借助工具水平移出。清理干净侧面粘附的烧结物后待砌,合门砖选择在距离角部较近的一端进行,这有利于与角部碳素组合完成安装,确保侧砖能紧贴槽壳砌筑。
(4)炭块周边防渗漕(水线漕)内炭糊已烧结,其防渗漏功能减弱。清理时用角磨机在漕线内以不小于135度角向内切割2-3mm。完毕,用电动钢刷或手持钢刷将炭块周围粘附物打磨干净;炭块边缘容易分层或破损。因此不能在炭块边缘清理,必要时可采用切割、打磨等手段,避免损伤炭块,诱发炭块破损加剧。如清理不到位或不彻底,与糊料接触面粘接受阻,修补质量会大打折扣。
(5)炭间缝内所夹铝片危害较大,是承载电流及传递热量的导体,向下渗透能力强。清理时,为保护炭间缝下层糊捣体不受损伤,不允许风镐垂直发力。可沿炭间缝一端以不大于45度角,以40mm~60mm深度分两次完成,清理深度不大于130mm。修补时要尽可能与腐蚀坑或周边缝交替捣固。
(6)修补槽炭块边缘破损及糊捣体分层相对较多,是修补重点区域。炭块边缘压接要适中,压边时一般不超过5-10mm。破损地方要用压边锤与周边缝交替捣实。由于捣实后的糊料层与炭块接触面系物理性粘接且炭块前期已经过焙烧,因而无法形成整体。如果压边过大,电解质很容易渗透进去,将压边糊抬起,并逐步向内延伸,最后造成开裂脱落,俗称“漂槽”。
3 创新修补措施
研究发现,阴极内衬破损形态各异,严重程度也不尽相同。槽内如果出现个别炭块破损就按大修理处置,实在可惜,也过于草率。如果要采取局部更换炭块,缺点在于相邻炭块在清理时能否保持完好或其它炭块内部有无缺陷不可预知,也存在一定风险。笔者通过尝试对两台槽实施边部各更换炭块的维修方案取得了一定成效。在此基础上实施中部更换半块炭块的方案也取得了成功。在拓宽维修思路与改进维修方案上面有了较大突破。
4 局部更换炭块槽启动后运行效果分析
从下表可以看出:通过优化内衬修补,局部更换破损炭块后,经过8个月,12个月、16个月的生产实践,原大修槽、更换炭块槽及修补槽随着槽龄增加炉底压降较16个月前上升了26-40mv,槽底钢板温度、阴极钢棒温度均上升高了100℃~195℃、35℃~53℃,当前电流效率及部分指标与相邻生产槽变化并不明显。
5 经济效益分析
电解槽局部维修对延长电解槽整体寿命、加快恢复生产且对企业挖潜降耗、创造效益至关重要。建议企业对槽壳长侧单边纵向变形尺寸小于70mm、槽壳长侧与端头焊缝没有开裂及长侧与斜侧板在对接缝处无开裂迹象;内衬炉膛平整、炉膛拱起不大于100mm,阴极炭块横向裂纹长度不大于三块。运行期间理化指标Fe含量正常值≤0.10;Si含量正常值≤0.025,且没有发生过漏停事故或阴极扁钢没有熔化、烧损迹象的电解槽进行局部维修。下面对某企业500KA单台电解槽局部维修与大修费用差异做一对比。
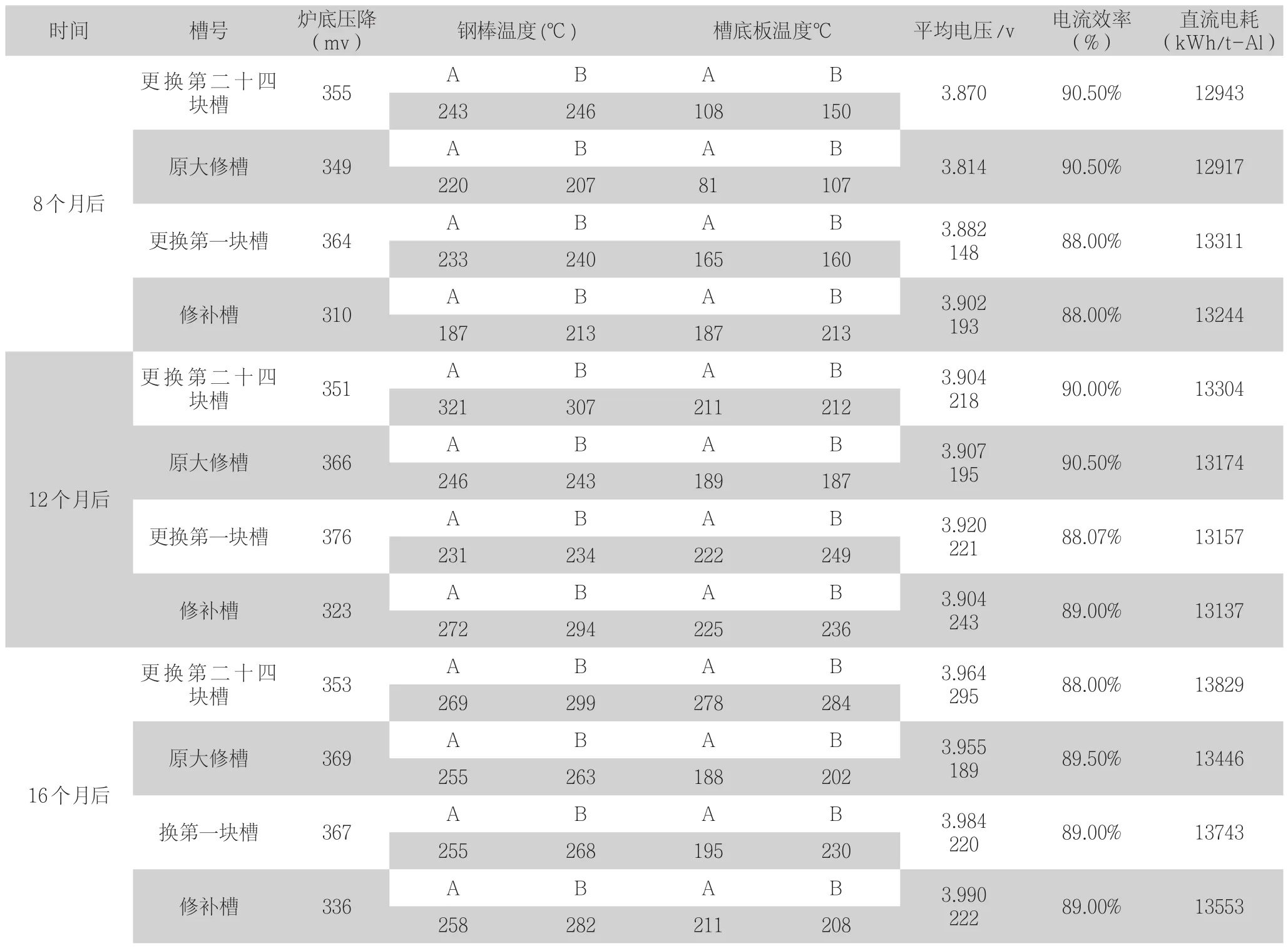
表1 局部更换炭块槽启动后运行效果分析
5.1 对槽周侧部复合块更换
对槽周侧部复合块更换施工费及材料费约20万元/台,整体内衬大修材料费与施工费约120万元/台(半石墨质)。每台约节约100万元。对于20万元的材料及施工费。每吨铝按500元利润计约4个月即可收回成本。
5.2 局部更换阴极炭块
结合5.1所述,对于个别槽由于有一至两块阴极炭块破损,彻底大修(造价较高且维修周期较长,难以短时间恢复生产)有点可惜,可进行优化内衬修补,局部更换破损炭块的方式进行维修。局部更换阴极炭块结合槽周侧部复合块更换维修单台单块费用约23万元,整体内衬大修材料费与施工费约120万元/台。每台节约97万元。(运行时间及指标见上表)。
5.3 减少固 (危)废产生量,减少处理费用
局部维修约产生固(危)废约13吨/台,大修约产生123吨/台(不包括阴极钢棒、由于钠侵蚀,内衬容重增加),单台增加110吨。每吨固(危)废处理费用约0.50万元,单台槽约55万元。可见局部维修对电解铝企业的生产、经营至关重要。
6 结语与建议
实现延长修补槽使用周期的每项措施都是重要的。每个环节的改进措施和质量控制对延长槽寿命都是有益的:铝电解槽可通过优化结构来完成高质量修补,也可以通过更换局部底块来提高槽内衬的最大利用率,达到实现延长槽寿命的目的。
猜你喜欢
学苑创造·C版(2022年8期)2022-06-18
机电信息(2022年9期)2022-05-07
大众科学·上旬(2019年8期)2019-09-10
科学与技术(2019年1期)2019-02-14
中国新技术新产品(2018年3期)2018-02-01
科学家(2017年15期)2017-09-20
科技视界(2016年18期)2016-11-03
印刷技术·包装装潢(2015年12期)2016-02-18
城市建设理论研究(2012年35期)2012-04-23
小火炬·阅读作文(2009年5期)2009-05-27