电动客车用七氟丙烷灭火装置最佳热失控抑制参数研究
2022-10-20 03:22李天逸焦映厚
储能科学与技术 2022年10期
李天逸,焦映厚
(1哈尔滨工程大学智能科学与工程学院;2哈尔滨工业大学机电工程学院,黑龙江 哈尔滨 150001)
绿色环保是我国“可持续发展”国家政策的重要内容,有利于减少碳排放,实现碳达峰和碳中和目标。在汽车领域,以电动汽车为主的新能源汽车有望逐步取代传统燃料汽车[1]。锂离子电池由于其能量密度高、使用寿命长、自放电率低的特性,作为电动汽车动力能源被广泛使用[2]。但在实际应用中,由于热滥用、电滥用及机械滥用造成的锂离子电池燃烧、爆炸的案例屡见不鲜,锂离子电池安全性能已成为关乎人民生活生产安全的一个重要话题[3]。其中热滥用和电滥用均会造成电池温度快速上升,最终造成电池热失控,引发燃烧、爆炸。梅文昕等[4]研究表明,电池外围温度为150 ℃时,就会发生热失控,同时高环境温度下电池的热失控也更为剧烈。
目前,对锂离子电池灭火技术的研究已经得到国内外专家学者的重视。包括美国联邦航空管理局[5]、美国宇航局、美国消防研究基金会、英国民航局[6]和德国机车监督协会[7]在内的众多研究机构,早在十多年前就针对不同火灾模型下的锂离子电池安全性能进行了相关研究。张磊等[8]研究了影响锂离子电池灭火效率的因素,提出了锂离子电池灭火装置的效能评价指标:灭火时间小于等于30 s、电池在10 min内不复燃、电池箱外无明火以及电池箱内相对压力≤50 kPa、电池箱内温度T≤150 ℃。于东兴等[9]对于磷酸铁锂电池单体和模块火灾试验表明,浓度为10%的七氟丙烷可以扑灭电池明火,且浸渍20 min 后未发生复燃,全淹没条件下七氟丙烷的浸渍作用可保证热失控产生的气体不足以被引燃。七氟丙烷灭火剂作为洁净气体灭火剂,不污染被保护的电池和电气部分,同时具有低毒性和强绝缘性,成为车用锂离子电池箱灭火装置理想的介质。刘昱君等[10]使用包括七氟丙烷在内的多种灭火介质对38 Ah 单体电池进行了试验,结果表明水、全氟酮及七氟丙烷相较二氧化碳介质而言,具有更稳定的抑制温升能力。张坚等[11]也发现七氟丙烷能够在2 s 内扑灭磷酸铁锂锂离子电池明火,瞬时降温速率甚至达到了43 ℃/s。
综上所述,现有的研究主要着重于探究不同灭火介质的通用灭火性能,鲜有对于大容量磷酸铁锂锂离子电池适用于车载电池箱这一特定使用环境的研究。鉴于此,本工作构建了1∶1 比例的某电动客车磷酸铁锂锂离子动力电池箱模拟试验平台,进行了相关灭火试验,并开展了电动客车七氟丙烷灭火装置的最佳热失控抑制参数、高温电池保护参数等研究,在此基础上设计了一种电动客车用锂离子电池箱七氟丙烷灭火装置,为电动车电池安全领域提供了新的解决方案。
1 试验设计
1.1 试验平台搭建
本工作分别搭建了电动客车用磷酸铁锂锂离子电池箱和七氟丙烷灭火装置试验平台。其中,动力电池箱通过橡胶软管与七氟丙烷灭火装置相连,两者间连有数据采集及通讯线,将电池箱内采集到的温度数据传递至灭火装置内的主控制器。试验平台还包括防爆箱、电池充放电柜、DAM-TC16-N型热电偶数据采集装置、云热像Foric 222 s-1型红外热成像仪、GC-P100AC型高速摄像机等设备。
1.1.1 锂离子电池箱搭建
为真实地体现电动客车锂离子电池箱的状况,按照GB/T34013—2017《电动汽车用动力蓄电池产品规格尺寸》[12]中典型规格尺寸要求,构建了尺寸为1060 mm×660 mm×250 mm 的电池模拟试验箱,采用大容量单体电池加模型电池的方案,搭建模拟电动客车实际安装环境的试验平台,开展灭火试验。
如图1所示,试验电池箱共布置45只电池,其中36只模型电池、1~9号共9只202 Ah磷酸铁锂锂离子方形铝壳电池,电池尺寸174 mm×54 mm×207 mm,电池安全爆破压力0.8 MPa。在6 号电池右侧中部加装1块900 W的电加热板,可外部控制开断,在1~9号电池上表面中部布置有相应标号为T1~T9 的K 型热电偶温度传感器,并在电池箱顶部布置有防爆玻璃的顶盖。另外,在电池箱中部电池上方15 mm 处布置10 组电钨丝点火装置,可外部手动控制,平台采用红外热成像仪和高速摄像机进行全程监控录像。

图1 电池箱内部温度点布置示意图Fig.1 Layout diagram of temperature points inside the battery box
1.1.2 七氟丙烷灭火装置搭建
灭火装置主要包括火灾抑制单元、火灾检测报警单元以及逻辑控制单元。火灾抑制单元包括壳体、灭火器储存罐、气压压力开关、容器阀、总电爆阀及分电爆阀和分配器,其内部结构如图2所示。火灾检测报警单元包括缆线型熔断式温度传感器、CO 浓度传感器、温控和光控双重报警开关。灭火装置通过逻辑控制单元实现灭火器储存罐贮压压力报警、电池馈电检测及报警、报警等自我检测功能。以上所有数据可通过采用STM32F103VB型芯片的总控制板采集,对火灾进行自动识别和自主灭火,同时通过CAN 总线与车辆总控制单元通讯,方便驾乘人员及时掌控。

图2 火灾抑制单元内部结构示意图Fig.2 Schematic diagram of the internal structure fire suppression unit
1.2 试验方案设计
设计4组锂离子电池热失控试验,每组试验重复3次。首先加热202 Ah磷酸铁锂锂离子单体电池至电池安全阀打开,确定电池热失控关键控制点;其次使用不同喷放剂量的七氟丙烷灭火剂进行火灾抑制试验;随后,采用打孔方式加工喷放软管,研究喷放方式对电池热抑制效果的影响;最后,通过分别测量电池在火灾抑制试验前后室温下的内阻与容量,进一步验证最佳热失控抑制参数下,本工作所提出的灭火剂对电动客车电池箱的保护能力。
2 试验过程与结果分析
2.1 磷酸铁锂单体电池热失控试验
电池的热量包括外部热源提供的热量Qin以及电池的自身产热Qcell。其中:

式中,ω为电加热片功率,Δt为时间变化量。而Qcell主要包括反应热、焦耳热、极化热和副反应热,锂离子电池发生热失控时主要考虑副反应热Qside的影响。主要包含四项[4],即SEI 膜分解放热QSEI、负极与电解液反应放热Qan、正极与电解液反应放热Qca、电解液分解热Qele、满足如下公式:

为科学认识高温作用下锂离子电池热失控的特征,搭建了如图3所示的磷酸铁锂锂离子单体电池热失控试验。

图3 磷酸铁锂单体电池热失控试验Fig.3 Schematic diagram of the thermal runaway trigger device for lithium-ion batteries
试验过程如下:将试验用锂离子电池充电至100%SOC状态,放入防爆试验箱,对电池进行加热,直到电池安全阀弹开,断开电加热装置。时间-温度变化如图4所示。
由图4 可知:在加热初期(<85 ℃),电池表面温度随着电加热板的持续加热,基本呈线性增长,电池的能量输入主要为热量Qin,此时电池外观无显著变化,升温平均变化率4.8 ℃/min;当温度达到85 ℃以上时,升温速率加快,平均温度变化率在85~110 ℃之间为6.5 ℃/min,此时能量输入表现为热量Qin+QSEI+Qan,电池负极的SEI 膜分解,使得负极与电解液相接触,进而产生氧化还原反应,释放热量和CO气体;当电池表面温度达到141 ℃时,由于负极不断消耗,氧化还原反应放缓,升温速率有所降低,但电池内部压力不断增大,第36 min时电芯有轻微炸裂声,安全阀弹起,此时电池上表面温度为156 ℃,电池安全阀出口处有大量气体和烟雾喷出,并观察有明火,立即停止电加热。此后电池的能量输入主要表现为热量Qside,电池表面温度仍快速上升。在第36~37 min电池表面温度升高了24 ℃,达到了192 ℃,并随之产生爆燃,说明此时电池已经发生了热失控,电池正极分解释放大量原子态的氧,在“高温+氧原子+CO+电弧”作用下,出现燃烧和爆炸。
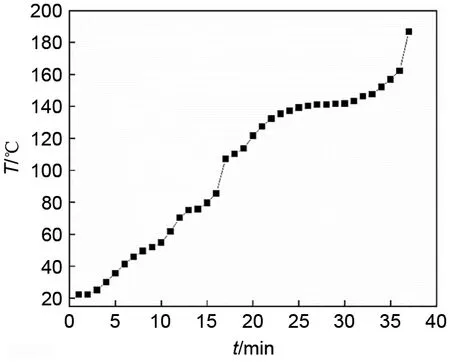
图4 电池上表面中心温度变化图Fig.4 Temperature change curve of upper surface center of battery
实验结果与文献[3-4,13]中锂离子电池热失控各反应阶段温度研究结果一致,锂离子电池加热至安全阀打开是控制电池热失控的关键点,此时观察有明火并进行手动灭火,研究七氟丙烷灭火剂对磷酸铁锂电池热失控的抑制效果;电池负极SEI膜开始分解时的85 ℃是保护电池的关键控制点。在保证裕度的情况下,在电池上表面中心温度T≥80 ℃时喷放七氟丙烷灭火剂,研究其对锂离子电池的保护作用以及对其性能的影响。
2.2 不同喷放剂量对热失控抑制效果的研究
加热6号电池至电池安全阀打开,出口处喷出大量气体和烟雾,并在出口处观察有明火。采用不同剂量(分别喷放1.2 kg、1.8 kg、2.4 kg、3.0 kg,喷放速率为0.06 kg/s)的七氟丙烷灭火剂,使用如图5所示的直喷方式,对锂离子电池热失控进行抑制。

图5 直喷示意图Fig.5 Schematic diagram of direct injection
此外,在灭火完毕后的30 min 以内,每隔3 min 接通电钨丝点火装置(时间3 s),检测电池箱内是否会发生复燃。试验过程中通过视频、温度传感器对电池箱及电池温度进行监控,得到结果如图6所示。

图6 不同灭火剂喷放剂量下6号电池上表面中心温度变化图Fig.6 Change curves of central temperature on the upper surface of No.6 battery under different fire extinguishing agent spraying doses
由图6 可得:用1.2 kg 剂量七氟丙烷进行灭火时,从第3 min开始喷放后的1 min内,电池表面温度由190 ℃迅速下降到42 ℃;随后由于箱内七氟丙烷浓度下降以及电池内部反应继续发生,在第11 min时达到灭火剂喷放后的最高温度174 ℃;第11~19 min 时,6 号电池表面温度仍然在174~140 ℃(波动值34 ℃)区间内上下波动,此时电池内部反应并未停止;直至第19 min 起,电池表面温度才出现单调下降的趋势,但同时也可观察到电池上表面温度在灭火剂喷放后的第30 min时依然高于120 ℃。
而使用1.8 kg剂量七氟丙烷时灭火过程与使用1.2 kg剂量时存在区别:首先,灭火剂喷放后的最高温度由1.2 kg剂量时的174 ℃下降为1.8 kg剂量时的150 ℃,最高温度降低;其次,温度波动值由34 ℃下降为7 ℃,表明高剂量的灭火方案对电池内部化学反应的抑制效果较为明显;此外,进入温度单调下降的时间点提前了7 min。
在灭火完毕后的10 次电钨丝点火过程中,由于高压七氟丙烷的喷放排出了电池箱内的空气,降低了可燃气体的含量,且电池箱内温度保持在气体燃点以下,使用不同剂量七氟丙烷灭火后的电池箱均未出现复燃现象。全淹没条件下七氟丙烷气体的保护气氛能够保证热失控产生的气体不足以被引燃。任常兴等[14]的研究也发现,在七氟丙烷的保护下,锂离子电池热失控起始温度较高,且热失控后达到的最高温度较低,进一步提高了锂电池的安全性。
同时,可观察到分别采用1.8 kg、2.4 kg、3.0 kg剂量七氟丙烷灭火,三者过程相似,仅存在略微区别。采用高剂量的灭火方案对电池热失控的抑制效果有一定的提升,但需要消耗更高用量的工质。考虑到电池箱内单体电池发生热失控的体积有限,大剂量的七氟丙烷并不能全部作用在热失控电池表面,在已能实现灭火降温、排除电池箱内可燃气体、点火不复燃等目标的情况下,选用1.8 kg 喷放剂量,即可在保证达到热失控抑制效果的情况下,拥有足够的裕度和较好的经济实用效果。
2.3 不同喷放方式对热失控抑制效果的研究
随后,本工作针对不同喷放方式对电池热失控抑制的影响进行了研究。使用如图7 所示长度760 mm、内通径Φ8 mm 的橡胶软管连接于直喷口,在软管上布置有一定数量的喷放穿孔,喷放孔尺寸及数量信息如表1 所示,进行相关灭火实验,直喷及软管喷放方式下6号电池上表面中心温度变化如图8所示。

表1 不同喷放方式工作时间Table 1 Working time of different spraying methods

图7 开孔橡胶软管布置示意图Fig.7 Layout diagram of perforated rubber hose
从图8 中可以观察到:直喷方式下,6 号电池上表面温度在第3 min 时为188.5 ℃,在第4 min时降至39.1 ℃,在第12 min时再次反弹到156.4 ℃;而软管喷放方式下,同时刻的温度分别为186.8 ℃,34.0 ℃及142.9 ℃,且温度的波动范围更小。同时,高速摄像机也观察到直喷方式下,工质喷放较为不均匀,喷放速率较快,导致短时间内电池箱气体压力过大,七氟丙烷溢出量较软管喷放方式大。

图8 直喷和软管喷放下6号电池上表面中心温度变化图Fig.8 Temperature change curves of the upper surface of center of No.6 battery in the lower channel of direct injection and hose injection
进一步比较软管喷放方式下,电池箱内电池上表面T1~T9各温度点的温度变化如图9所示。
由图9 可知,除与6 号电池相邻且207 mm×174 mm 大面积贴合的5 号电池上表面最高温度达到了试验用锂离子电池SEI膜开始分解的关键控制点85 ℃,其他温度传感器的显示温度均在60 ℃以下,说明单只电池热失控得到及时控制的情况下,一般不会对周围电池造成严重影响,产生链式反应。

图9 锂离子电池热失控试验温度变化曲线图Fig.9 Temperature change curves of the lithium-ion battery thermal runaway test
综上所述,在保证灭火剂剂量达到灭火效果的前提下,可采用开孔软管的方式延长灭火剂的喷放时间,更均匀地将工质送达电池箱的各部分,达到更好的效果。
2.4 锂离子电池性能测试
由2.1 节试验可知,当锂离子电池温度上升至85 ℃以上,负极SEI 膜会发生分解,为研究七氟丙烷灭火剂对锂离子电池性能的影响,采用1.8 kg喷放剂量,双侧间隙开孔软管(Φ2.0 mm×10 个)喷放方式在保证裕度的情况下,设计了满足CCCF/XFJJ-01《电动客车动力锂离子电池箱火灾防控装置通用技术要求》[15]及其相关引用标准的灭火试验,灭火逻辑判断如图10 所示,当电池上表面中心温度T≥80 ℃时,电爆阀自动打开喷放七氟丙烷灭火剂进行抑制,并分别测量灭火试验前后,室温下6号电池的内阻和容量,如图11所示。

图10 灭火系统逻辑判断简图Fig.10 Logic judgment diagram of the fire extinguishing system

图11 灭火试验前后电池性能比较Fig.11 Comparison of battery performance before and after fire extinguishing test
由图11 可知:在电池上表面温度达到80 ℃时,喷放七氟丙烷灭火剂可有效阻止电池继续温升导致负极SEI膜分解,保护电池及电池箱安全,电池内阻及容量未发生明显变化。同时通过CAN总线与车辆总控制单元通讯,使驾乘人员及时掌控电池异常升温,采取措施,保证电动客车及驾乘人员安全,避免出现锂电池进一步热失控造成的安全事故。
3 结 论
本工作采用七氟丙烷灭火装置对202 Ah 电动客车磷酸铁锂离子动力电池模拟试验箱开展了相关灭火试验,针对本工作试验用标准电池箱1060 mm×660 mm×250 mm,得到如下结论:
(1)锂离子电池加热至安全阀打开观察有明火时,使用1.8 kg 七氟丙烷灭火剂喷放剂量(喷放速率0.06 kg/s)进行灭火能保证较好的灭火效果,能有效阻止单体电池进一步发生热失控,全淹没条件下七氟丙烷气体的保护气氛能够保证热失控产生的气体不足以被引燃,拥有足够的裕度和较好的经济实用效果;
(2)使用1.8 kg七氟丙烷灭火剂喷放剂量(喷放速率0.06 kg/s),采用长度760 mm、内通径Φ8 mm的橡胶管双侧间隙开孔(Φ2.0 mm×10 个)的喷放方式,可满足单体电池灭火要求并能有效阻止周围电池发生链式反应,保护电池箱的安全,且温度波动范围更小;
(3)锂离子电池上表面温度超过85 ℃时,电池的负极SEI 膜开始分解。选用电池上表面温度80 ℃作为启动七氟丙烷灭火系统的温度阈值,能够有效保护电池系统,锂离子电池的内阻及容量未发生短期直观变化。
猜你喜欢
汽车工程师(2021年12期)2022-01-18
汽车工程师(2021年12期)2022-01-18
汽车工程师(2021年12期)2022-01-18
汽车工程(2021年12期)2021-03-08
动漫界·幼教365(大班)(2020年7期)2020-06-26
科学导报·学术(2020年55期)2020-02-22
地理教育·当代幼教(2020年1期)2020-02-16
中国医药科学(2016年5期)2016-10-08
人民交通(2009年4期)2009-05-14