
花生湿法脱红衣工艺参数优化
2022-10-19 12:58王京陈伟州刘志侠董占伟何凤宇高连兴
沈阳农业大学学报 2022年4期
王京,陈伟州,刘志侠,董占伟,何凤宇,高连兴
(1.沈阳农业大学工程学院,沈阳 110161;2.吉林农业大学工程技术学院,长春 130118)
花生富含多种维生素和矿物质,营养价值丰富,并对人体有保健作用[1-2],是我国主要的食用油脂和蛋白质来源。脱衣后的花生仁可制成花生酱、花生蛋白饮料和花生休闲食品,花生衣皮则可入药。近几年全球花生制品的年贸易额快速增长,几乎占据花生贸易额总量的50%[3-6]。未经处理的新鲜花生,籽仁与红衣结合非常紧密,很难脱衣,直接进行机械脱衣极易造成籽仁的损伤[7-9]。因此,花生机械脱衣前往往需要对花生进行预处理,减小籽仁与红衣之间的结合力。
国内花生脱衣常用的方法有烘烤脱衣、湿法脱衣、微波脱衣、碱液脱衣[10-13]。在4种工艺方法中,微波脱衣很难实现工业化生产,碱液脱衣易造成花生籽仁的腐蚀和酸败,烘烤脱衣和湿法脱衣的可行性更高。国内中小企业一般采用高温烘烤法脱衣工艺,为缩短加工时间,提高脱净率,其烘烤温度通常高达138℃[14]。但研究表明,花生果仁中富含不饱和脂肪酸,受到高温时易产生酸败现象,降低花生的品质[15]。相对而言,湿法脱衣的预处理温度较低,可有效避免或降低酸败现象,提高花生仁品质,有利于后续加工,因此湿法脱衣是机械脱衣前常用的一种工艺方法。但如何选择预处理工艺参数,确保机械脱衣的脱净率和破损率达到最优,目前尚未见文献报道。本研究基于国内普遍使用的辊式花生脱衣机械研究花生湿法脱衣工艺参数,在确保脱衣机械高脱净率、低破损率的前提下,尽可能降低预处理温度,缩短预处理时间,减小湿法预处理对花生仁品质的影响。
1 材料与方法
1.1 材料
试验在沈阳农业大学农机实验室进行,选取沈阳农业大学海城花生试验基地种植的花生为试验材料,品种为“日本豆”。测得试验花生百粒重63.73g,百粒平均长16.34mm、宽8.52mm、厚9.30mm。
1.2 仪器设备
试验所用仪器设备有LQ-A5003型电子天平(瑞安市乐祺贸易有限公司)、DHS-16型卤素水分仪(上海菁海仪器有限公司)、HH-2S型数显恒温水浴锅(常州恩培仪器制造有限公司)及180型花生米脱衣机(烟台茂源食品机械制造有限公司)。花生脱衣机及脱出物如图1。

图1 花生脱衣机及脱出物Figure 1 Peanut peeling machine and peeled products
1.3 方法
试验包括花生挑选、称重、湿热化处理、机械脱衣等环节。试验过程中将花生按500g每份称重,根据试验方案设定恒温水浴的温度,将花生置于恒温水浴中进行湿热化处理,达到预定时间后将其取出,进行机械脱衣,最后人工对脱衣后的花生混合物分类,测量花生含水率,计算脱净率和破损率。
试验将脱衣后的花生混合物分为完整脱衣、破损脱衣、完整未脱衣、破损未脱衣4种(图2)。
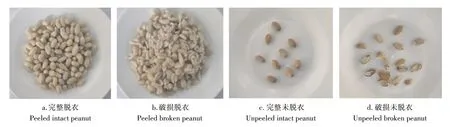
图2 机械脱衣后花生混合物Figure 2 Peanut mixture after mechanical peeling
定义脱净率为完全脱衣的花生仁质量占花生仁总质量的比重,破损率为破损花生仁占花生仁总质量的比重,计算公式为:

式中:Ci为脱净率;Di为破损率;m1、m2、m3、m4分别为完整脱衣花生质量、破损脱衣花生质量、完整未脱衣花生质量及破损未脱衣花生质量。
2 试验方案与结果分析
湿法处理时,花生籽仁与红衣同时吸水,在一定的温湿度条件下,花生衣皮会发生褶皱,从而易于机械脱衣。但是湿热化处理时间过长会使花生籽仁吸水量过大,对花生仁品质及后期加工产生一定影响,因此试验过程中尽可能缩短湿热化处理时间,将含水率也作为评价指标之一。先选取浸泡温度和浸泡时间为影响因素,脱净率、破损率及含水率为评价指标,设计单因素试验,分析各因素对评价指标的影响;再以单因素试验为基础设计响应面试验,确定湿法脱衣的最优工艺参数。
2.1 单因素试验
2.1.1 试验方案为科学确定单因素试验的温度和时间变化范围,先进行预试验。预试验发现,当浸泡温度低于40℃,浸泡时间低于10min时,机械脱衣的脱净率低于90%,损伤率高于20%,脱衣效果较差,因此设定单因素试验最低温度为40℃,浸泡时间最小值为10min。现有研究表明,64℃热风干燥花生时,花生仁有明显变化[16],因此试验最高温度为60℃。单因素试验方案为:每组选取花生500g,分别置于40,45,50,55,60℃恒温水浴锅中,浸泡时间选取10,15,20,25,30,35,40min,分析脱净率、破损率及含水率的指标值。
2.1.2 浸泡时间对各试验指标的影响由图3a可知,随着浸泡时间的增加,脱净率先上升后趋于平缓。当浸泡时间小于15min时,脱净率上升较快;当浸泡时间在15~35min,浸泡温度高于50℃时,脱净率上升趋势趋于平缓;当浸泡时间在35~40min时,脱净率无显著变化。为尽可能缩短浸泡时间,减小对花生仁品质的影响,将15~35min作为响应面法分析浸泡时间的变化范围。由图3b可知,随着浸泡时间的增加,含水率增加,花生仁发生弹性形变,破损率降低。由图3c可知,浸泡时间小于30min时,含水率上升较快,浸泡时间大于30min时,含水率上升较慢。试验证明浸泡时间对花生脱净率、破损率和含水率均有明显影响。
2.1.3 浸泡温度对各试验指标的影响由图4a可知,相同浸泡时间不同温度下,随着温度的升高,脱净率呈现上升后趋于平缓又上升的趋势。浸泡温度在40~50℃时,脱净率上升较快;浸泡温度在50~55℃时,脱净率上升趋于平缓;浸泡温度在55~60℃时,脱净率又显著上升。随着浸泡温度的增加,红衣和籽仁的热膨胀系数发生改变,红衣的碰撞系数较小,极易出现褶皱破损,同时红衣与籽仁结合力减弱,脱净率较高。由图4b可知,浸泡温度在40~50℃时,随着温度的增加,破损率显著下降;浸泡温度在50~60℃时,随着浸泡温度的增加,破损率下降趋于平缓。由图4c可知,随着浸泡温度的增加,花生的含水率整体呈上升趋势。由以上分析可知,浸泡温度对脱净率、破损率和含水率均有明显影响。当浸泡温度为40~45℃、浸泡时间为10min和15min时,破损率达到20%,脱衣效果较差,因此把45~60℃作为响应面法分析浸泡温度的变化范围。
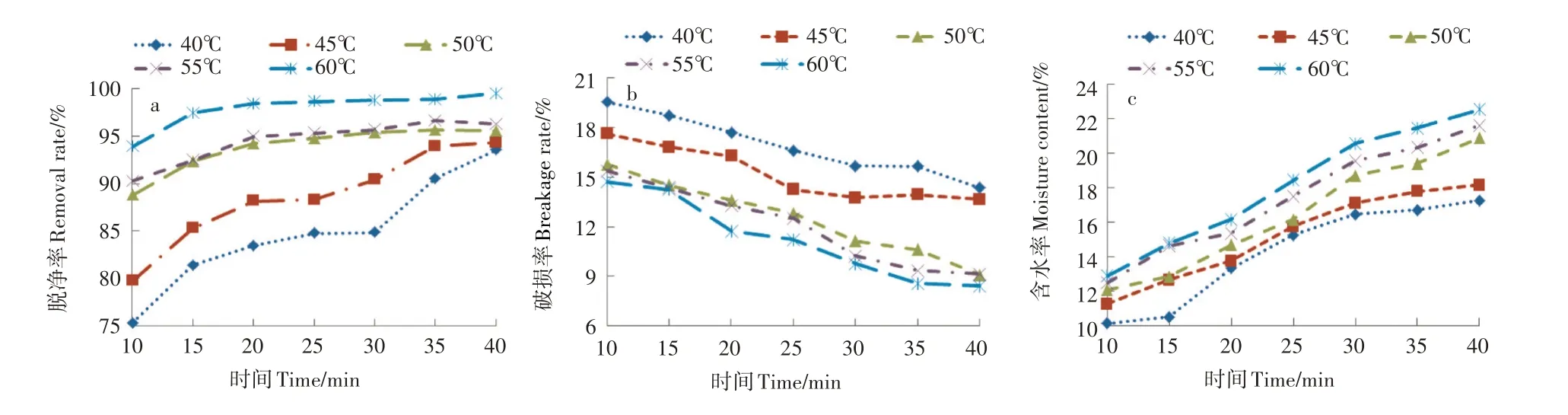
图3 浸泡时间对脱净率、破损率及含水率的影响Figure 3 Effect of soaking time on removal rate,breakage rate and moisture content
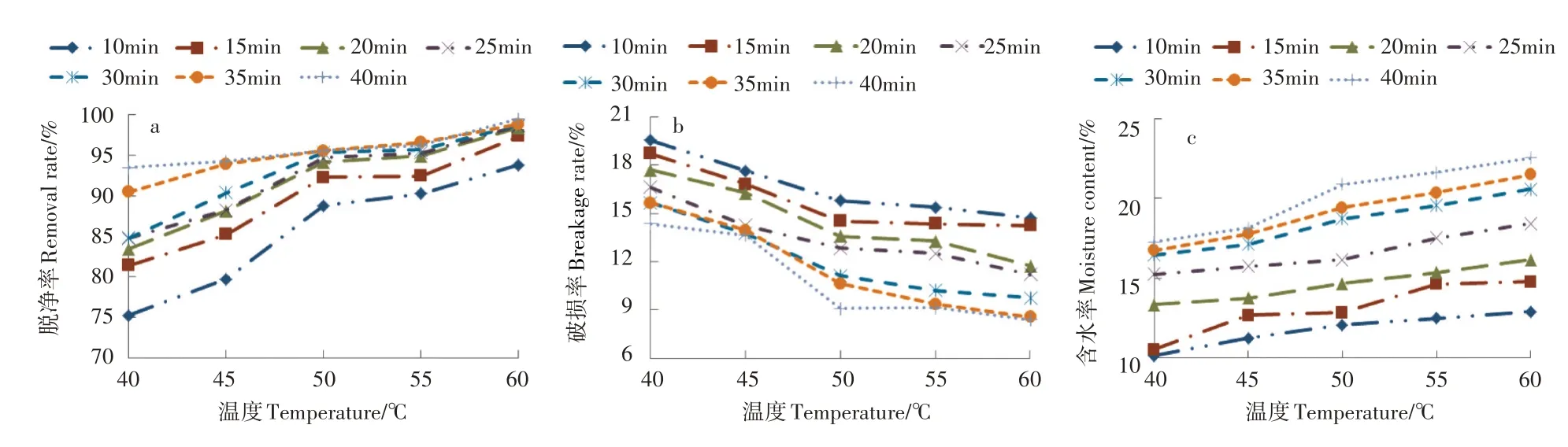
图4 浸泡温度对脱净率、破损率及含水率的影响Figure 4 Effect of soaking temperature on removal rate,breakage rate and moisture content
2.2 响应面法试验
2.2.1 试验指标花生仁制品生产中,深加工方式不同,对脱净率、破损率及含水率的要求往往不同。考虑几种常见去衣花生制品:花生酱、去皮风味花生、花生蛋白饮料及冷榨花生油的深加工特点,分别使用层次分析法(AHP)对花生的脱净率、破损率和含水率指标进行比较,根据权重拟定出综合指标,再使用响应面法优化最优预处理参数。
2.2.1.1 制作花生酱的综合指标花生酱是通过花生去壳、烘烤、去红衣、碾磨、添加辅料等工序制成的,富含蛋白质、脂肪和矿物质等营养元素,对促进健康和预防疾病十分有效[6-8]。根据花生酱的制作工艺特点,花生的脱净率比破损率较强重要,记6.00;花生的脱净率比含水率较强重要,记5.00;花生的含水率比破损率稍微重要,记3.00。使用AHP法,确定制作花生酱的各项指标权重的断矩阵见表1,计算可得出脱净率(Ci)、破损率(Di)和含水率(Ei)的权重系数分别为0.71,0.09,0.20,进而确定制作花生酱的综合指标Y1计算公式为:


表1 Y1各项指标权重的判断矩阵Table 1 Y1 judgment matrix of each index weight
2.2.1.2 制作去皮风味花生的综合指标去皮风味花生普遍是将花生仁进行去红衣、涂料、烘烤等工序制成,制作方便,种类繁多,口味丰富[12]。通过工艺发现,花生的脱净率比破损率同等重要,记2.00;花生的脱净率比含水率较强重要,记6.00;花生的破损率比含水率较强重要,记5.00。使用AHP法,确定制作去皮风味花生的各项指标权重的判断矩阵见表2,计算可得出脱净率(Ci)、破损率(Di)和含水率(Ei)的权重系数分别为0.58,0.34,0.08,进而确定制作去皮风味花生的综合指标Y2计算公式为:


表2 Y2各项指标权重的判断矩阵Table 2 Y2 judgment matrix of each index weight
2.2.1.3 制作花生蛋白饮料的综合指标花生蛋白饮料是将花生脱衣、浸泡、磨浆、混合调制等工序制成,花生蛋白饮料可加入牛奶、银杏等不同配料增加口感形成不同的口味,是补充蛋白质的有效手段之一[9-10]。通过工艺发现,花生的脱净率比破损率较强重要,记6.00;花生的脱净率比含水率较强重要,记6.00。使用AHP法,确定制作花生蛋白饮料的各项指标权重的判断矩阵见表3,计算可得出脱净率(Ci)、破损率(Di)和含水率(Ei)的权重系数分别为0.74,0.13,0.13,进而确定制作花生蛋白饮料的综合指标Y3计算公式为:


表3 Y3各项指标权重的判断矩阵Table 3 Y3 judgment matrix of each index weight
2.2.1.4 制作冷榨花生油的综合指标冷榨花生油是将花生清选、烘干、脱衣和调质等工序制成,花生进行脱衣处理可以提高压榨花生油的色泽和透明度并获得优质花生饼,调制处理使花生含水率在5%~7%之间符合冷榨制油机的适宜温度[14]。根据工艺发现,花生的脱净率比破损率强烈重要,记7.00;花生的脱净率比含水率较强重要,记5.00;花生的含水率比破损率稍微重要,记3.00。使用AHP法,确定制作花生酱的各项指标权重的判断矩阵见表4,计算可得出脱净率(Ci)、破损率(Di)和含水率(Ei)的权重系数分别为0.72,0.08,0.20,进而确定制作花生酱的综合指标Y4计算公式为:


表4 Y4各项指标权重的判断矩阵Table 4 Y4 judgment matrix of each index weight
2.2.2 试验方案为进一步研究浸泡温度和浸泡时间对花生湿法脱衣的影响以及优化花生湿法脱衣的工艺参数,在单因素试验的基础上采用Design-Expert V10软件设计响应面试验,因素采用浸泡温度(Ai)和浸泡时间(Bi),指标采用由脱净率(Ci)、破损率(Di)和含水率(Ei)按不同权重系数拟合成的综合指标Y1、Y2、Y3、Y4。因素水平编码见表5,响应面试验设计和结果见表6。
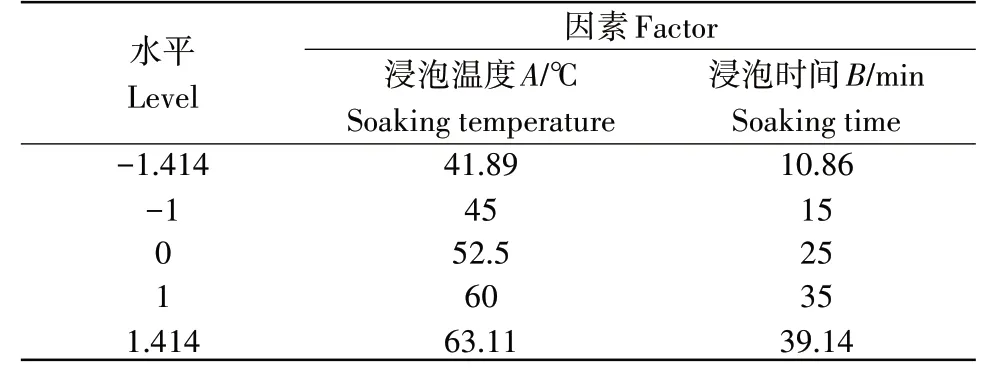
表5 因素水平编码Table 5 Coding of factors and levels
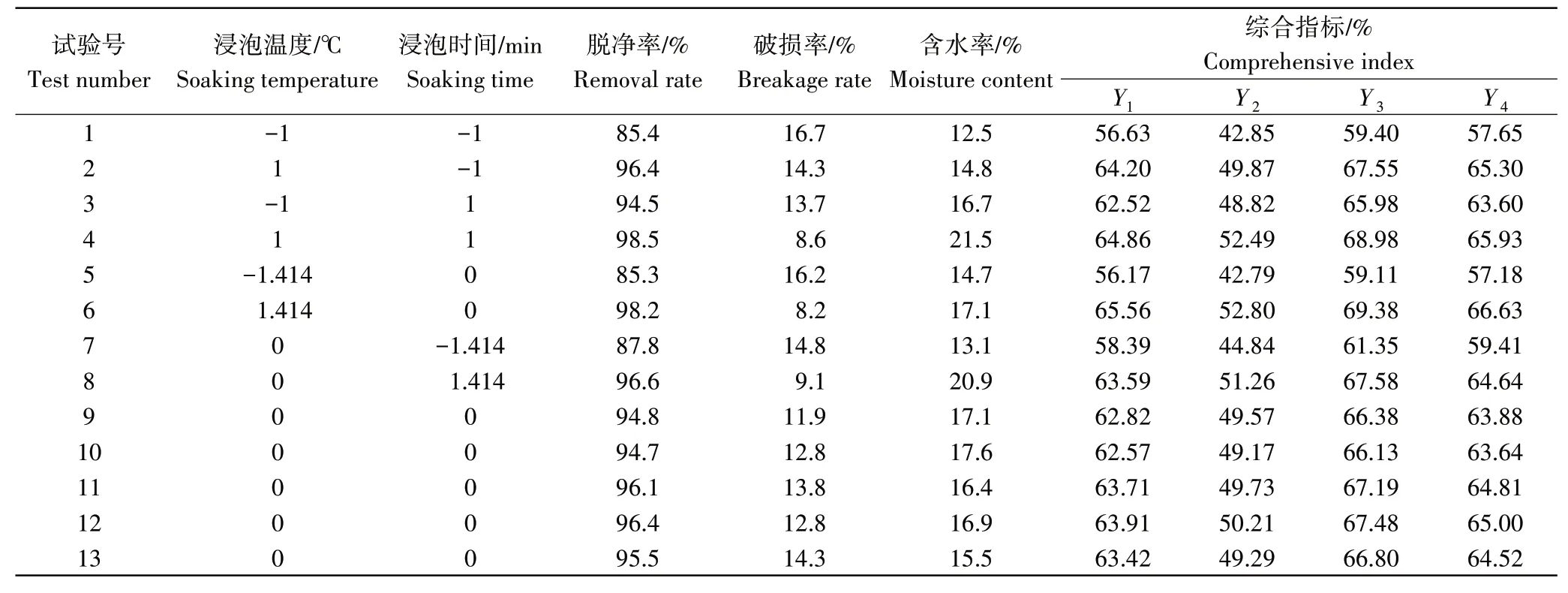
表6 响应面试验设计和结果Table 6 Design and results of surface response experiment
2.2.3 试验结果与方差分析根据响应面试验方案,使用回归分析拟合得到综合指标Y1、Y2、Y3和Y4的响应面回归方程:

对方程进行方差分析,结果如表7。由表7可知,Y1、Y2、Y3和Y4的回归方程模型均极显著,且失拟项均不显著,说明回归方程拟合效果较好。
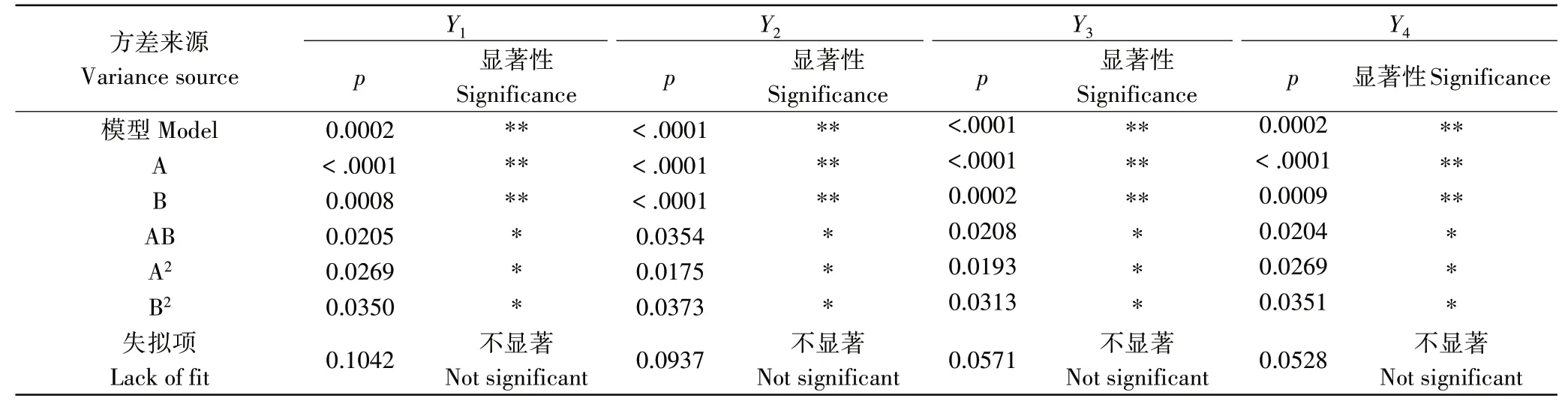
表7 综合指标Y的方差分析Table 7 Analysis of variance of comprehensive index Y
2.2.4 优化结果对试验数据进行分析处理,得到响应面效果图。浸泡温度和浸泡时间对脱净率、破损率和含水率的影响如图5。随着浸泡温度的增加,Y1、Y2、Y3、Y4值逐渐升高,当浸泡温度接近60℃时,Y1、Y3、Y4值先增加后降低,Y2值先增加后趋于平缓。当浸泡时间在25~30min、浸泡温度在50~60℃时,Y值普遍较高,脱衣效果较好。
浸泡时间和浸泡温度对4种花生制品综合指标的影响如图6。随着浸泡时间的增加,Y1、Y3、Y4值先增加后降低,Y2值先增加后趋于平缓;随着浸泡温度的增加,Y1、Y2、Y3、Y4值逐渐升高。当浸泡时间在25~30min、浸泡温度在50~60℃时,Y值普遍较高,脱衣效果较好。
响应面试验得出4种花生制品脱衣工艺的最优参数如表8。4种工艺的最优浸泡温度55~60℃,浸泡时间25~30min。
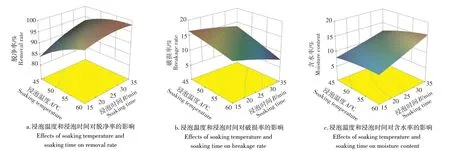
图5 浸泡温度和浸泡时间对脱净率、破损率和含水率的影响Figure 5 Effects of soaking temperature and soaking time on removal rate,breakage rate and moisture content
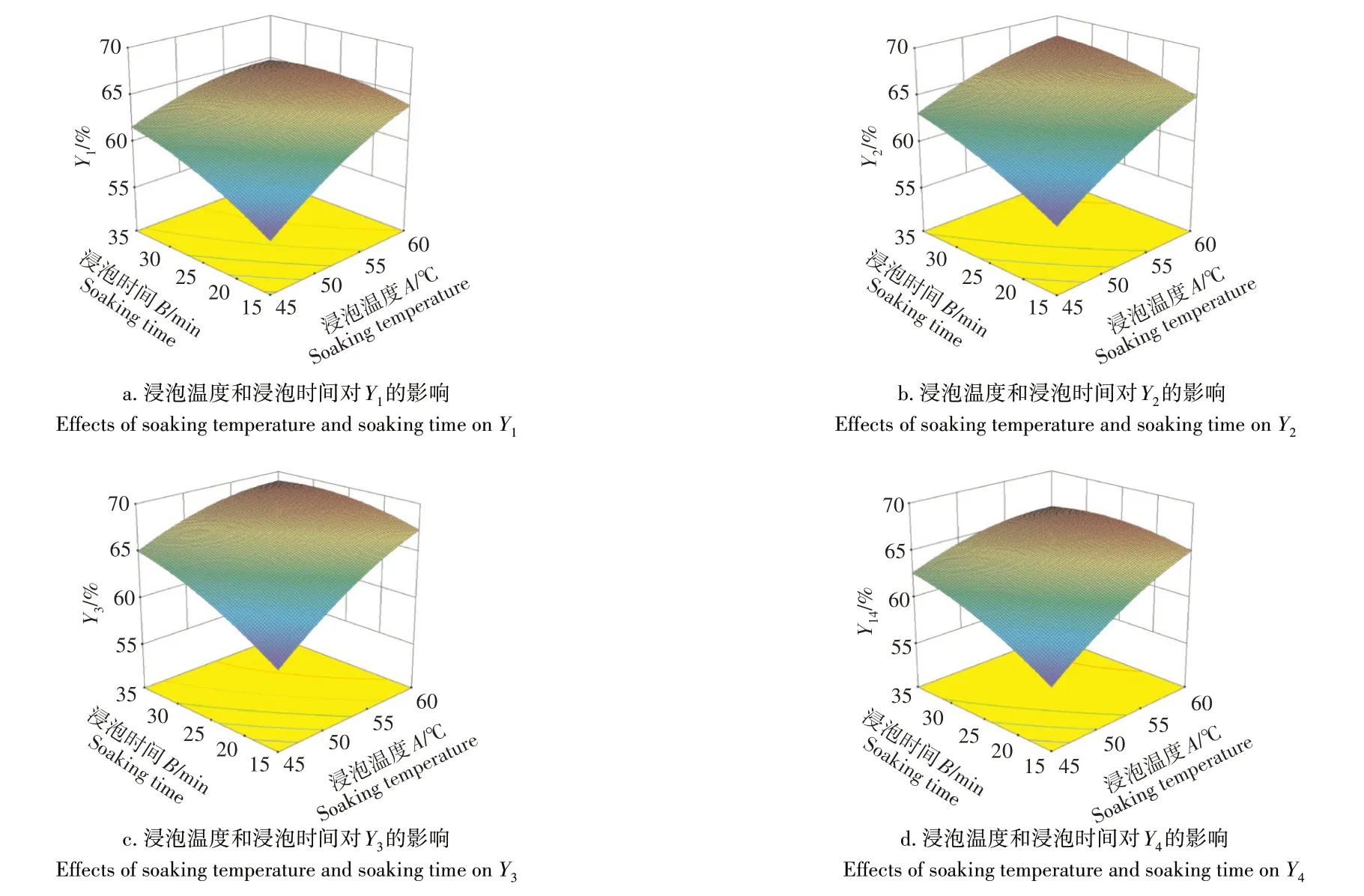
图6 浸泡温度和浸泡时间对综合指标的影响Figure 6 Effects of soaking temperature and soaking time on comprehensive index

表8 花生湿法脱衣工艺参数Table 8 Technological parameters of peanut wet peeling
2.3 验证试验
根据参数优化结果,使用花生脱衣机械在同等条件下进行验证试验。每种方案重复3次,试验结果如表9。从表9中数据可以看出,各方案的脱净率大于95%,破损率小于10%,含水率小于20%,综合指标试验值和预测值相差较小,拟合度较高。
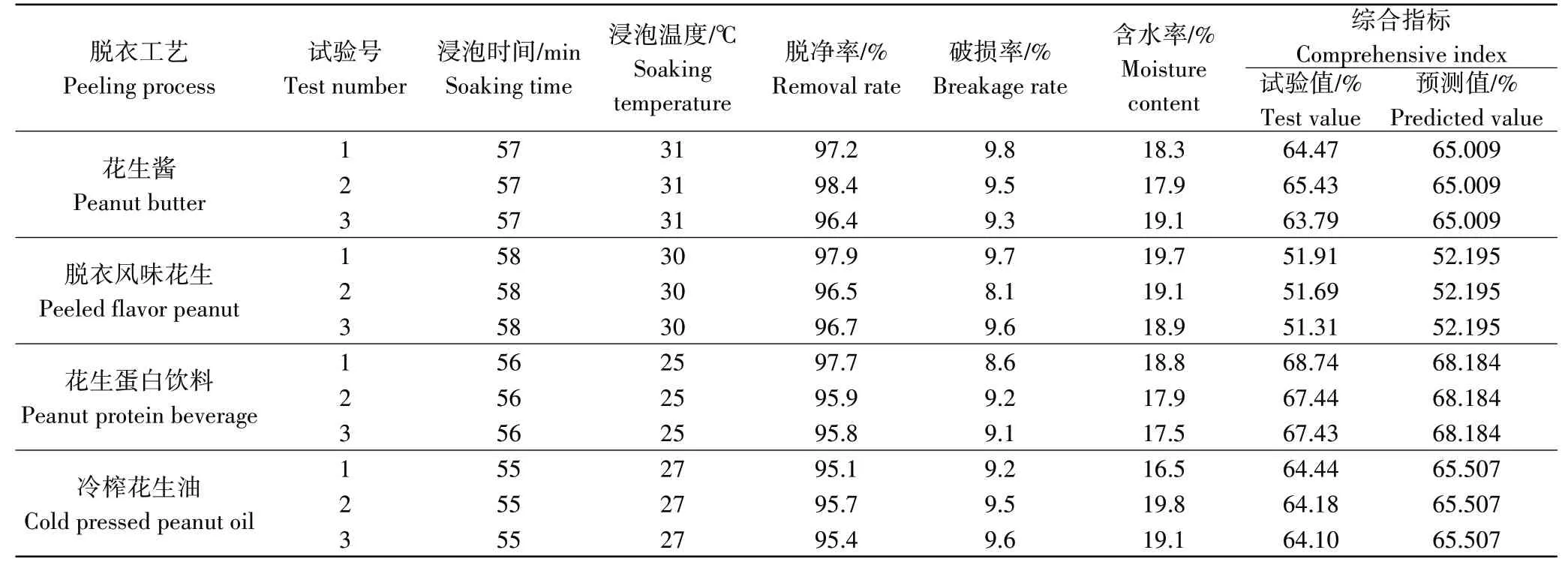
表9 验证试验结果Table 9 Verification test results
3 讨论与结论
花生湿法脱衣预处理工艺参数是影响花生机械脱衣脱净率、破损率的重要因素。目前已有学者对花生脱衣工艺进行了研究,主要方法有恒温浸泡、先冷浸后热浸、先浸泡后烘干等,得到的最佳浸泡温度为86~96℃,浸泡时间为5s~35min不等[17-20]。然而现有脱衣方法预处理温度过高,研究表明温度超过80℃会加速花生米油脂的酸败,降低花生食品的营养价值、缩短其保质期[14]。因此,研究中低温条件下预处理工艺参数对于减小湿热化处理对花生仁品质的影响具有重要意义。
针对国内常见的辊式花生脱衣机,以脱净率、破损率、含水率为评价指标,研究湿法脱皮最优工艺参数。通过单因素试验发现浸泡温度和浸泡时间对脱净率、破损率有显著影响,随着浸泡温度和浸泡时间的增加,花生衣皮易出现褶皱,衣皮与籽仁结合力减弱,脱净率整体呈上升趋势,破损率整体呈下降趋势。当浸泡时间在35~40min时,脱净率无显著变化,当浸泡时间在20~40min时,破损率下降趋势趋于平缓。为尽可能缩短浸泡时间,减小预处理对花生籽仁品质的影响,确定响应面分析脱衣温度的变化范围为45~60℃,浸泡时间的范围为15~35min。
通过响应面试验优化得出加工花生酱、去皮风味花生、花生蛋白饮料及冷榨花生油4种花生制品脱衣预处理最佳浸泡温度和浸泡时间。经试验验证,各方案的脱净率大于95%,破损率小于10%,含水率小于20%,且试验值与预测值误差较小。试验得出的4种花生制品的工艺参数有实际生产参考价值,在该工艺参数下可以获得较高的脱净率、较低的破损率和含水率,从而确保花生仁的品质不受太大影响,品相优良,便于烘干、贮存和后续精加工。
猜你喜欢
南方农机(2023年4期)2023-02-22
小天使·聪聪画刊(2020年11期)2020-09-10
纺织科学与工程学报(2020年1期)2020-06-12
启蒙(2020年2期)2020-02-12
中国油脂(2020年1期)2020-01-14
光学精密工程(2016年2期)2016-11-07
广西蚕业(2016年2期)2016-06-23
中国民族医药杂志(2016年9期)2016-05-09
中国粮油学报(2016年5期)2016-01-23
湖南农业大学学报(自然科学版)(2014年6期)2014-08-31
