海藻多糖生物可降解膜的制备及其对草莓的保鲜效果
2022-10-17 11:10:38钟文晶李鑫彤杭瑜瑜
农产品加工 2022年18期
齐 丹,钟文晶,李鑫彤,杭瑜瑜
(1. 海南热带海洋学院生态环境学院,海南 三亚 572022;2. 海南热带海洋学院食品科学与工程学院,海南 三亚 572022)
当前食品包装塑料薄膜基本上以聚乙烯、聚丙烯、聚氯乙烯、尼龙、聚酯、聚偏二氯乙烯及聚碳酸酯为主[1]。石化塑料产品在自然环境中难降解,对生态环境造成严重危害[2]。因此,以生物质为材料,制备可降解食品包装薄膜替代石化塑料薄膜已经成为研究热点,具有很大的发展空间和应用潜力[3-8]。以生物质为材料制备的可降解膜是通过分子间及分子内相互作用,形成一定强度的空间网状结构的薄膜[9],虽不能完全替代传统塑料包装,但是可用于食品包装中,以降低包装成本和减少传统包装材料的使用[10]。
海藻中提取的海藻多糖及其衍生物具有免疫调节、降血脂、抗肿瘤、抗病毒、抗炎等多种生物和生理活性[11]。天然多糖来源广泛、成本较低、易于加工,化学性质稳定,可较长时间储存于不同环境,具有良好的成膜性、韧性、热稳定性和生物降解性[12-14],可作为膜材料制备食品保鲜膜,成为一些塑料包装材料的替代品。
以海藻多糖为原料制备生物可降解保鲜膜,通过感官评价和物理性能测定,单因素法优化制备工艺,并用制备的保鲜膜对草莓进行保鲜,通过失重率、呼吸强度对比,研究膜对草莓的保鲜效果,以期为海藻多糖的进一步研究及其资源化开发利用提供一定的参考。
1 材料与方法
1.1 多糖提取
海藻洗净晒干,粉碎后经乙醇脱色,烘干制得海藻粉。取海藻粉加纯水和纤维素酶,盐酸调节pH 值为6,于40 ℃下酶解,活性炭再次脱色,乙醇沉淀,离心得海藻多糖。
1.2 膜的制备
称取一定质量的海藻多糖溶于质量分数为0.5%的乙酸溶液中,以甘油作为塑化剂,一定温度下加热搅拌(转速200 r/min) 一段时间,超声脱气后在玻璃板上倒膜流延,于40 ℃下干燥12 h,取出后用质量分数为10%柠檬酸钠溶液和3%氯化钙溶液作为交联剂交联30 min,蒸馏水冲洗,烘干,揭膜待测。
1.3 设计与分组
(1) 海藻多糖含量确定。分别称取1,2,3,4,5 g 海藻多糖溶于乙酸溶液,添加量为5%的甘油,于40 ℃下加热搅拌5 min,超声脱气后取15 g 膜液流延制膜,干燥后交联30 min,蒸馏水冲洗,烘干,揭膜待测。
(2) 甘油添加量确定。称取5 份3 g 的海藻多糖溶于乙酸溶液,分别以添加量为1%,2%,3%,4%,5%的甘油,于40 ℃下加热搅拌5 min,超声脱气后取15 g 膜液流延制膜,干燥后交联30 min,蒸馏水冲洗,烘干,揭膜待测。
(3) 搅拌时间确定。称取5 份3 g 的海藻多糖溶于乙酸溶液,添加量为5%的甘油,40 ℃下分别搅拌 5,10, 15,20,25 min。超声脱气后取 15 g 膜液流延制膜,干燥后交联30 min,蒸馏水冲洗,烘干,揭膜待测。
(4) 加热温度确定。称取5 份3 g 的海藻多糖溶于乙酸溶液,添加量为5%的甘油,分别在30,40,50,60,于70 ℃下搅拌5 min。超声脱气后取15 g膜液流延制膜,干燥后交联30 min,蒸馏水冲洗,烘干,揭膜待测。
1.4 物理性能测定
1.4.1 感官指标
从感官角度对多糖膜的均匀性、揭膜困难程度、完整性、膜的色泽、柔软性等进行评价。
1.4.2 膜厚度
参考朱俊友的测定方法,选取光滑而平整的多糖膜,使用数显千分尺随机测量多糖膜的4 个不同点和中心点,取平均值作为膜的厚度(mm)。
1.4.3 抗拉伸强度
利用ZQ-990A 型电动拉力试验机(东莞市智取精密仪器有限公司产品) 进行机械性能检测。将多糖膜裁成50 mm×20 mm 的条状,其首端末端分别夹在上下夹片上,设置拉伸强度、速度,记录各组多糖膜的抗拉伸强度。
1.4.4 透水时间
将5 mL 去离子水放入离心管中,用待测多糖膜封口,将离心管倒置于滤纸上,从倒置开始计时,到去离子水透过多糖膜滤纸吸水为止,记录膜的透水时间,时间越长膜的性能越好。
1.5 保鲜性能测定
1.5.1 失重率
采用差重法测定,将草莓作为保鲜对象,14 d后测量在多糖膜的保护下草莓的质量变化,记录数据,按公式(1) 计算失重率。

1.5.2 呼吸强度
采用静止法测定。将装有NaOH 溶液的培养皿置于干燥器底部,隔板上放入待测草莓,密封。1 h后,以酚酞为指示剂,用草酸溶液滴定氢氧化钠溶液,记录草酸用量,按公式(2) 计算呼吸强度。

式中:C——H2C2O4浓度,mol/L;
m——样品质量,kg;
t——测定时间,h;
V1——样品滴定消耗草酸的毫升数,mL;
V2——空白滴定消耗草酸的毫升数,mL。
2 结果与分析
2.1 物理性能结果与分析
2.1.1 多糖用量对膜性能的影响
根据1.4.1 中方法测得多糖用量对成膜效果的影响。
多糖用量对成膜的影响见表1。
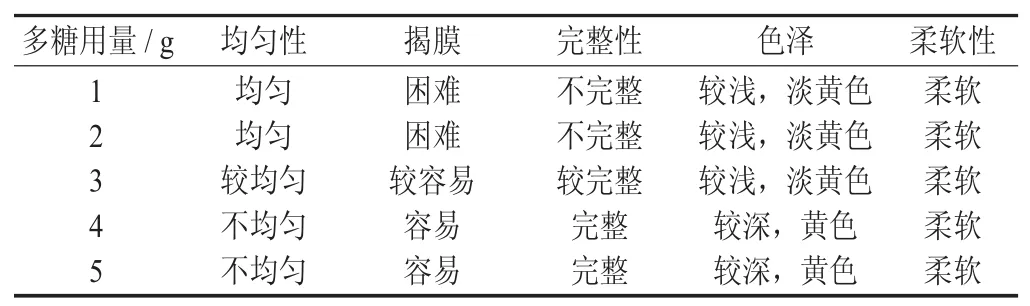
表1 多糖量对成膜的影响
通过对比以上5 项感官指标,评价多糖用量对成膜的影响。当多糖用量为1,2 g 时,成膜均匀,揭膜困难,且无法取得完整的足够面积的多糖膜样品,无法测定膜的性能;当多糖用量为3 g 时,成膜较均匀,揭膜较容易,可以取得较完整的多糖膜,且多糖膜色泽较浅,呈淡黄色;当多糖用量为4,5 g时,成膜不均匀,揭膜容易,可以取得完整且质地柔软的多糖膜,但色泽较深,呈黄色。总体上,多糖含量影响膜的均匀度、揭膜困难程度和膜的颜色,对膜的柔软性无影响。因此,多糖用量3 g,甘油添加量5%,于40 ℃下搅拌5 min,成膜效果较最好。
根据1.4.2,1.4.3,1.4.4 中方法测得多糖用量对膜厚度、力学性能和透水时间的影响。
多糖用量对膜厚度的影响见图1,多糖用量对抗拉伸强度和透水时间的影响见图2。

图1 多糖用量对膜厚度的影响

图2 多糖用量对抗拉伸强度和透水时间的影响
由图1 可知,当多糖用量为1 g 时,膜厚度为0.048 mm,随着多糖用量的增加,膜的厚度也逐渐增加;当多糖用量为5 g 时,膜厚度迅速增加到0.158 mm。
因为多糖用量为1,2 g 时,揭膜困难,未取得足够的多糖膜,无法完成抗拉伸强度和透水时间的测定。因此,只测定多糖用量为3,4,5 g 时膜的物理性能指标。由图2 可知,多糖膜的抗拉伸强度和透水时间均随多糖用量的增加而增强。
2.1.2 甘油添加量对膜性能的影响
通过对比以下5 项感官指标,评价甘油添加量对成膜的影响。
甘油添加量对成膜的影响见表2。
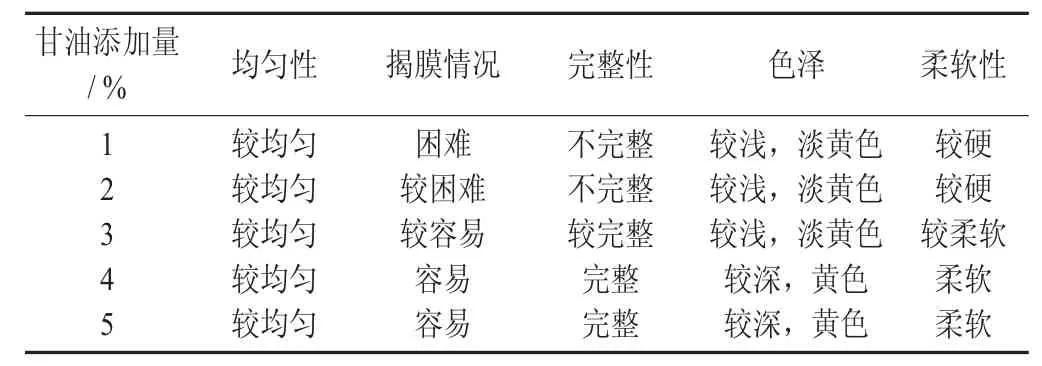
表2 甘油添加量对成膜的影响
由表2 可知,甘油添加量对膜的均匀性无影响,与其他指标呈正相关。当甘油添加量为1%,2%时,揭膜困难,揭取的多糖膜不够完整,质地较硬,但可以完成膜的性能测定;当甘油添加量为3%时,揭膜较容易,可以取得较完整的多糖膜,且多糖膜色泽较浅,呈淡黄色,较柔软;当甘油添加量为4%,5%时,揭膜容易,可以取得完整的柔软的多糖膜,但色泽较深,呈黄色。因此,多糖用量3 g,甘油添加量为3%,4%,5%,于40 ℃搅拌5 min,成膜效果较好。
根据1.4.2,1.4.3,1.4.4 中方法测得甘油添加量对膜厚度、力学性能和透水时间的影响。
甘油添加量对膜厚度的影响见图3,甘油添加量对抗拉伸强度和透水时间的影响见图4。

图3 甘油添加量对膜厚度的影响

图4 甘油添加量对抗拉伸强度和透水时间的影响
由试验数据可知,甘油添加量对膜厚度的影响较小,甘油添加量1%~5%,膜厚度在0.075~0.080 mm浮动。
甘油添加量对多糖膜的抗拉伸强度和透水时间均呈现正相关。当甘油添加量由1%增加至5%时,多糖膜的抗拉伸强度由1.15 kPa 增加至1.7 kPa,透水时间由7.5 min 增加至12.6 min。
2.1.3 搅拌时间对膜性能的影响
通过对比以下5 项感官指标,评价搅拌时间对成膜的影响。
搅拌时间对成膜的影响见表3。

表3 搅拌时间对成膜的影响
由表3 可知,当搅拌时间分别为5,10,15,20,25 min 时,均可得到完整的淡黄色多糖膜,且厚度较均匀、揭膜较容易、膜质地柔软。通过成膜情况可以得出,在多糖用量3 g,甘油添加量5%,加热温度40 ℃条件下,搅拌时间对成膜效果基本无影响,膜液中各组分均可以达到均匀状态。因此,在生产中搅拌时间可以控制在5 min 以内,减少能耗。
根据1.4.2,1.4.3,1.4.4 中方法测得搅拌时间对膜厚度、力学性能和透水时间的影响。
搅拌时间对膜厚度的影响见图5,搅拌时间对抗拉伸强度和透水时间的影响见图6。

图5 搅拌时间对膜厚度的影响
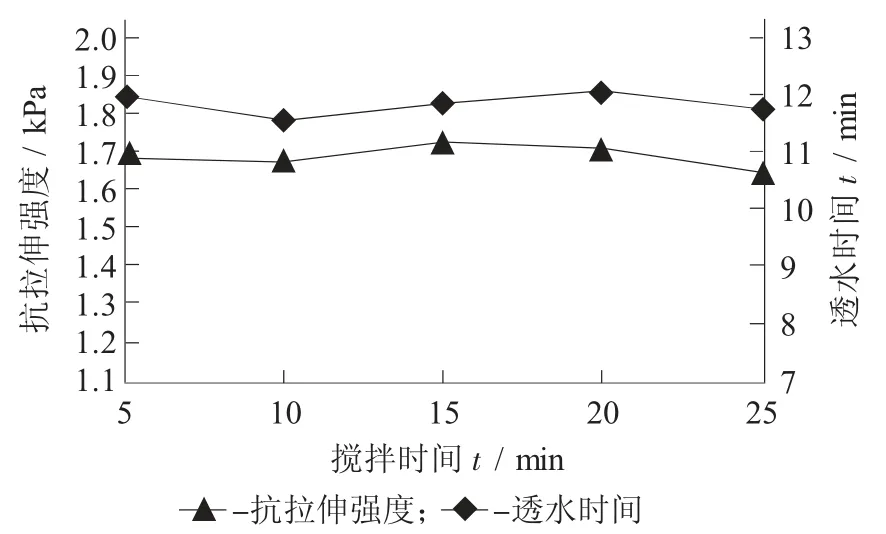
图6 搅拌时间对抗拉伸强度和透水时间的影响
由试验数据可知,搅拌时间对膜厚度、抗拉伸强度、透水时间均无明显影响。当多糖用量为3 g,甘油添加量为5%,加热温度为40 ℃,搅拌时间5~25 min,膜厚度在0.075~0.079 mm,抗拉伸强度在1.65~1.73 kPa,透水时间在 12.1~12.6 min。
2.1.4 加热温度对膜性能的影响
通过对比以下5 项感官指标,评价加热温度对成膜的影响。
加热温度对成膜的影响见表4。

表4 加热温度对成膜的影响
由表4 可知,加热温度对膜的均匀性、完整性及揭膜难易程度均有较大的影响,对膜的颜色和柔软性无影响。加热温度为30 ℃时,多糖膜厚度比较均匀,但揭膜困难,无法取得足够面积膜片进行物理性能测定;加热温度为40,50 ℃时,多糖膜厚度比较均匀,可揭取较完整膜片,能够测定膜性能;加热温度为60,70 ℃时,多糖膜厚度均匀,且揭膜容易,可揭取完整膜片,便于测定膜性能。由此可以得出,加热温度在60,70 ℃是最佳成膜加热温度。
根据1.4.2,1.4.3,1.4.4 中方法测得加热温度对膜厚度、力学性能和透水时间的影响。
加热温度对膜厚度的影响见图7,加热温度对抗拉伸强度和透水时间的影响见图8。

图7 加热温度对膜厚度的影响

图8 加热温度对抗拉伸强度和透水时间的影响
由试验数据可知,加热温度对膜厚度无明显影响,对抗拉伸强度、透水时间均呈现正相关。当多糖用量为3 g,甘油添加量为5%,搅拌时间为5 min,加热温度为 40~70 ℃,膜厚度在 0.075~0.083 mm 浮动。当加热温度由40 ℃上升至70 ℃,抗拉伸强度也随之增强,由1.72 kPa 上升至1.92 kPa,透水时间由12.8 min 增加至20.3 min。由此可见,温度提高使膜液中各组分间因互穿网络等方式形成特定分子组装,或可能发生化学反应,形成新的官能团。
2.2 保鲜性能结果与分析
取3 g 海藻多糖溶于质量分数为0.5%的乙酸溶液中,以5%甘油作为塑化剂,于70 ℃下以转速200 r/min 搅拌5 min,超声脱气,脱气后在玻璃板上倒膜流延,于40 ℃下干燥12 h,取出后用质量分数为10%的柠檬酸钠溶液和质量分数为3%的氯化钙溶液作为交联剂交联30 min,蒸馏水冲洗,烘干,制得多糖膜,用于草莓保鲜试验。
2.2.1 失重率
根据1.5.1 中方法测定14 d 内多糖膜对草莓保鲜期间的失重率。
草莓失重率随时间的变化见图9。

图9 草莓失重率随时间的变化
在贮藏期间,草莓因新陈代谢及呼吸作用导致水分逐渐散失,失重率逐渐上升,从而影响其感官品质和商品价值。由图9 可知,随着贮藏时间的增加,2 组草莓的失重率不断上升。其中,未使用多糖膜的对照组草莓失重率明显高于覆膜组。对照组草莓第2 天的失重率已达7.2%。第14 天失重率达19.8%,草莓表面萎缩严重,发霉变质,失去食用价值。第14 天,覆膜组的草莓失重率为7.3%,略高于对照组第2 天的失重率(7.2%),且草莓表面轻微干瘪。由此可见,海藻多糖膜具有一定的保鲜性能,可延长草莓的贮藏期。
2.2.2 呼吸强度
根据1.5.2 中的测定方法,测得草莓呼吸强度。
草莓呼吸强度随时间的变化见图10。
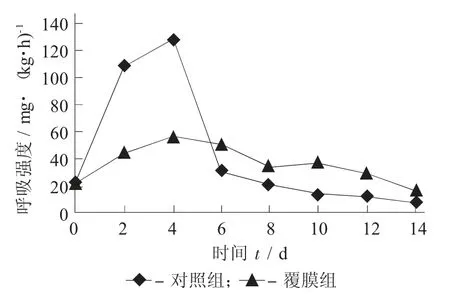
图10 草莓呼吸强度随时间的变化
草莓属于呼吸跃变型果实,伴随呼吸强度高峰的出现,其品质也快速下降。由图10 可知,随着贮藏时间的增加,草莓的呼吸强度跃变在贮藏第4 天出现。对照组草莓的呼吸强度在第2 天已高于100 mg(/kg·h),第4 天达到最大值128.4 mg(/kg·h),然后迅速降低到30 mg(/kg·h)以下,第6 天草莓表面开始生长霉菌,失去食用价值。覆膜组的草莓呼吸强度变化较缓,第4 天呼吸强度最大,达56 mg(/kg·h),随后逐渐降低。由此可见,多糖膜可有效抑制草莓的呼吸强度,可能是由于多糖膜阻碍气体交换,使膜的内外形成了高CO2低O2的贮藏环境,从而达到抑制草莓的呼吸代谢的作用,延长草莓的贮藏期。
3 结论
以海藻多糖和甘油为原料,通过改变多糖用量、甘油添加量、搅拌时间和加热温度,以多糖膜的感官评价和物理性能为指标,研究多糖膜的制备条件。研究结果表明,多糖用量3 g,甘油添加量5%,搅拌时间5 min,加热温度70 ℃,制备的海藻多糖膜具有较好的性能。多糖膜对草莓具有较好的保鲜效果。与未覆膜对照组相比,多糖膜明显降低草莓的失重率和呼吸强度。试验证明海藻多糖膜可应用于蔬果保鲜包装,在替代石化塑料上具有较大的发展潜力。
猜你喜欢
现代农业科技(2022年1期)2022-01-17 07:17:32
核科学与工程(2021年4期)2022-01-12 06:29:32
农机化研究(2020年5期)2020-10-17 01:02:06
农民致富之友(2019年33期)2019-12-20 06:33:11
钻井液与完井液(2018年5期)2018-02-13 01:06:52
能源(2017年7期)2018-01-19 05:05:04
中学科技(2017年11期)2017-12-26 10:14:01
中国民族医药杂志(2016年4期)2016-05-09 07:41:11
食品工业科技(2014年23期)2014-03-11 18:19:05
西部中医药(2014年6期)2014-03-11 16:07:47