
空调铜管加工中火焰钎焊工艺分析
2022-10-15 09:17李相李敏
中国高新科技 2022年14期
李 相 李 敏
(格力电器(合肥)有限公司,安徽 合肥 230088)
钎焊是使用熔点低于母材的金属材料作为钎料,加热焊件与钎料,使其温度高于钎料的熔点、低于母材的熔点,使用液态的钎料润湿母材填充接头的间隙,并与母材项扩散,从而实现焊件的连接,如图1所示。
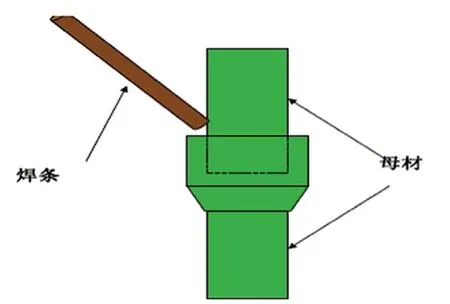
图1 钎焊示意图
1 空调铜管加工的工艺条件
在挑选制作空调管路系统的材料时,经常会选用紫铜、黄铜,采用铜或铜合金作为空调机管路系统的制作材料,原因是铜合金具有较强的湿润性,也具有较好的钎焊性。铜制品中出现了氧化膜,清除方式也非常简单:在制作空调管路时,采用薄壁板的材料,材料的薄厚一般在2.5mm 之下。铜管的接头经常使用对接方式,其中形状与状态主要如下:焊料垂直向下流;焊料水平流;焊料垂直向上流(见图2),最理想的焊接处应是焊接材料垂直向下流。
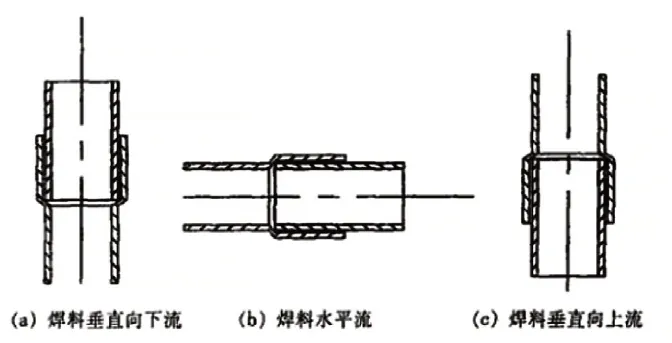
图2 铜管接头对接
按其加热形式不同,主要有下列几种:火焰焊接、熔焊、浸渍钎焊、电阻钎焊和红外线钎焊等。当前在空调制造业中的铜管钎焊技术主要使用到了火焰钎焊技术与高频感应钎焊技术。
2 钢管钎焊的工艺条件
2.1 钎焊前的工艺条件
2.1.1 选取钎料
钎焊是通过毛细管的作用力,使焊料被加热之后的热量所融化,之后吸进接头中的一种焊接方法,液态钎料母材的润湿性与流动性在钎焊中非常重要,决定钎焊是否能得到良好的接头。铜磷钎料与铜银钎料中含有磷,能够降低钎料的熔点,也具有自钎的作用,在进行钎焊时能够减少或避免添加钎剂。这种钎料具有很好的润湿性,接头具有很强的耐腐蚀性,从而有着广泛的适用率。在空调管路系统紫铜管火焰钎焊的加工中,铜磷钎料与铜银钎料能够很好地满足接头性能以及钎焊加工要求。
2.1.2 焊前清理
在空调铜管钎焊加工之前,要对焊件进行细致的清理。焊前清理是钎焊一项重要的工艺环节,如果在焊接之前,焊接处存在氧化物或污物,就会出现钎缝不紧密的情况,会对钎焊接头的性能产生一定影响。具体清理方式是:清除焊件表面存在的油污及其他对接口缝合产生影响的杂物,之后再使用专用的细纱布进行擦拭,除去焊件表面的氧化物,然后使用酒精进行清洗,最后用干净毛巾擦干,擦干后不能用手直接接触,要立即展开钎焊加工,避免焊件长期处于常温环境下发生氧化。
2.2 钎焊铜管接头预留间隙的选择
为确保接头钎缝的稳定性与强度,焊接中要在铜管的接头处预留出适当的中间空隙,保障间隙大小适当,间隙一旦过小,部分焊料便无法通过间隙。在一定条件下,降低中间空隙,能够提升钎缝的致密性,但间隙过大,会影响抗拉强度,也会降低铜管接口的致密性。在焊接中,控制好钎焊的接头间隙才能发挥最佳效果。此外,铜管上的毛刺或某些不平整的棱角也会对焊件的流动和零件之间的缝隙造成一定冲击。在配管之前,要清理铜管上的毛刺。
2.3 钎焊接头形式的选择
铜管钎焊接头有多种形式:卷边接头、T 型接头、塔接、对接等,通常情况下,经常使用塔接与T 型接头。对接接头的强度对于母材,只适用于焊接一些低负荷或不重要的焊件,但在必要的情况下,也需使用对接方式进行焊接加工。这时可使用斜对接方式,加大接触面积,提升接头性能。
3 空调制冷系统钎焊过程中需要注意的问题
3.1 控制钎焊火焰
在空调铜管进行加工的过程中,使用火焰钎焊技术,要控制好钎焊火焰不能太高或太低,通常选用中性焰。在焊接前,先将铜管的插入部位进行加热,一定着重对外层套管进行加热。加热的接头部位还需保证热量均匀,措施如下:先对内管进行加热,通过热量的传导原理,火焰从管路向铜管四周进行蔓延,从而对铜管进行均匀加热。但如果空调的管道直径过厚,例如管道厚度大于50mm 时,可以使用多头钎焊或两人对烧,这样能够对管道四周均匀加热。
加热完毕后就要进行钎焊,焊接前先检查接头温度,处于合适的温度时才能焊接。先对钎料的焊接处进行加热,在焊接加热完毕后对其使用钎剂,钎剂一旦遇热会成为透明的液体,这时再进行钎焊加工。在其进行焊接时,要控制好温度,保证钎焊材质温度适中。钎焊材料一旦过热,会造成材料蒸发与氧化,对钎焊材料的质量造成较严重的不良影响。因此,在进行钎焊加工时,通常不采取对材料进行直接加热的方式。
3.2 选用钎剂
在钎焊加工过程中,钎剂起到清除焊料与母材表面氧化物的作用,提升钎料对母材的润湿程度,并保护焊件与液态钎料在钎焊过程中不发生氧化现象。传统的空调管路系统铜管加工中使用的钎剂通常是以硼砂为主的硬钎剂,这种钎剂存在明显缺陷,在钎焊加工后会出现较多残渣,并且防氧化性也非常一般,现在推广使用新型的高效助焊剂,这种助焊剂的主要成分是醇类与硼化物,具有较强的抗氧化性。在钎焊加工时,使用这种新型的高效助焊剂能够降低焊接缺陷,能够形成较美观的焊缝;在焊接之后,焊接部分呈红色。新型高效助燃剂具有较低的熔点,在使用后能够迅速在焊缝周围形成保护层,抵御有害气体侵入,提升焊接质量,也能让焊缝的金属颗粒细化,提升焊缝的抗腐蚀能力,使保护气体能够迅速进入焊缝内部,保障铜管内壁具有较高的清洁度,并且不会产生氧化物与残留物。
对铜管内部耐热性较差的部件要进行冷却保护,主要保护手段有:冷水保护法、使用浸水的湿布包裹住耐热性较差的零件与隔热板保护法。在进行冷却时不能将水带到零件内部。
3.3 钎焊接头冷却
①在钎焊加工之后焊料凝固之前,不能移动焊件,否则会出现开裂与泄露。②焊接后不能立即冷却接头,避免接头出现开裂。③钎焊之后要及时对接头进行退火处理,避免接头的内应力过大无法有效释放,在焊缝内部产生裂纹。退火方式为:利用火焰的外焰来回对连接部位进行加热,直至200~300℃,保持此温度对每个接头持续加热3s。当钎缝冷却至200℃之下时,可用水进行冷却。
3.4 焊接气体是否满足焊接要求
空调管路钎焊加工时使用的气体有氧气、氮气、液化气与天然气等。铜管火焰焊钎加工时对气体的选用要满足以下要求:①主气体的纯度要满足钎焊要求;②使用的气体要保持干燥,气体中不能含有过量的水分;③钎焊中不能与母材和钎料发生化学反应;④气体在使用中保持安全稳定,当前铜管火焰钎焊使用的主要焊接气体如表1所示。

表1 铜管火焰钎焊使用的主要焊接气体
4 气焊火焰钎焊操作技术
使用外焰加热焊件,焰心与焊件表面的距离控制在15~20mm 之间,在钎焊处靠近可以熔化的热量值时,涂上钎剂,使用外焰持续加热至熔化,当钎剂熔化后,立即将钎料与加热后的焊件相接触,使它在融化时渗透到焊接处的缝隙里。为提升母料与钎料的溶解与扩散能力,可以提高钎焊的温度,控制好温度及加热时间。在钎焊后要迅速清理钎剂与熔渣,避免出现腐蚀现象,对于钎焊之后容易出现裂纹的部件,钎焊后要立即进行保温缓冷或退火处理。
5 结论
在火焰钎焊工艺中,导致紫铜管产生过烧的主要原因有:助焊剂添加不当、火焰调节不当、操作不规范等。焊接过程中铜管处于“脆性期”时,要控制好焊点均匀受热与保温的过程。钎焊技术的发展前景趋于数值分析与精密控制,目前,各类精密设备的发展使硬钎焊技术得到发展。要取得钎焊技术的进一步提高,就要加大理论基础研究,提升实验与分析方式的精密程度。当前火焰钎焊技术已经在工业生产与制造中得到广泛运用。伴随家电、微电子、汽车、制冷等领域的不断发展,我国的焊接技术将迎来新的发展契机。
6 结语
火焰钎焊技术具有加热块、能够进行局部加热的特点,在加热中对母材的性能影响较小,生产效率高且生产成本低。但在空调铜管加工中,无论使用哪种钎焊方式,都要深入考虑与分析可能对钎焊质量产生影响的因素,发现隐藏在制造和加工工艺中的问题,并提出有效解决措施,提升钎焊加工的稳定性与质量。
猜你喜欢
河北师范大学学报(自然科学版)(2022年4期)2022-07-05
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
Annals of Applied Mathematics(2020年4期)2021-01-19
商品与质量(2020年7期)2020-06-13
有色金属材料与工程(2019年2期)2019-07-25
科技风(2018年31期)2018-07-09
卷宗(2017年8期)2017-07-07
山东工业技术(2016年14期)2016-09-07
有色金属材料与工程(2015年2期)2015-12-18
科技与创新(2015年9期)2015-06-02
