基于Visual Basic开发三针测量外螺纹中径程序
2022-10-13 02:47:04王飞杰闫泽旺路超刘润爱
工具技术 2022年6期
王飞杰,闫泽旺,路超,刘润爱
1河南航天液压气动技术有限公司;2太原理工大学机械与运载工程学院
1 引言
作为一种提供直线运动及驱动力的电动执行器,电动缸主要利用不同类型的电动机带动不同形式的丝杠旋转,并通过螺纹副间的螺旋传动转化为螺母的直线运动,由螺母带动缸筒或负载做往复直线运动[1]。梯形丝杠副是电动缸组件中极为重要的一部分,其径向配合间隙是满足系统对推力、速度和位置精密控制要求的关键性能参数[2]。为保证产品的性能,精密丝杠副的配合间隙是关键技术指标,保障梯形螺纹符合间隙要求的关键性参数是梯形丝杠的中径d2。
2 三针量法测量螺纹
三针量法测量螺纹中径在生产中应用较普遍,其M值一般利用下式进行计算
(1)
测量原理见图1[3]。由于式(1)是近似计算,对于升角γ较大的螺纹会有明显误差,尽管该误差可利用适当方法校正,但终究不能得出准确的结果[4]。

图1 三针测量螺纹中径
刘法权[5]推导出用三针测量螺纹的精确计算公式,为
(2)
(3)
(4)
(5)
式中,dK为接触点K所在圆周的直径(mm);L为螺纹导程(mm);α为牙型角(°);t为螺距(mm);d2为螺纹中径(mm);d0为三针直径(mm)。
计算时,先取初值dK=d2,由式(2)~式(5)求出A0,B0和dK的第一近似值dK1;令dK=dK1,求出A1、B1和dK2;令dK=dK2,求出A2,B2和dK3;……。当|dK(i+1)-dKi|<δ时,便认为dKi为dK的真值,将相应的Ai和Bi代入式(5)便求得M值。δ为M值计算误差的允许值,可取δ=0.001mm。
为了精确求出三针测量所用M值,需要进行多次计算,直到两次相邻近似值满足|dK(i+1)-dKi|<0.001。因此需要大量的计算,并且公式繁琐,工作效率低,容易出现错误。
3 软件编程
Visual Basic可视化编程可以解决重复性计算问题,工作效率高,精确度强,通用性好[6]。编制好的程序可以应用于各种类型外螺纹(如60°普通螺纹、55°英制螺纹、40°模数蜗杆螺纹、30°梯形螺纹及33°锯齿形螺纹)的精密检测。
3.1 梯形螺纹结构分析
某型号电动缸的梯形丝杠副是螺距为22mm的大螺距梯形螺纹,根据产品设计要求,配合间隙具有较高的公差要求(0.3mm),因此,需严格控制内外螺纹的中径尺寸。梯形丝杠建模见图2。

图2 梯形丝杠3D模型
3.2 编程
根据式(2)~式(5),利用Visual Basic 软件编写精确计算外螺纹中径所用M值的VB程序。
部分程序代码为:
Private Sub Command1_Click(Index As Integer)
Dim p,d,dki,e,α,k1,A0,B0,m As Double
p=Val(Text1.Text)
d=Val(Text2.Text)
α=Val(Text3.Text)
e=Val(Text4.Text)
dki=d
A0=e/Sqr(1+(3.1415926*dki/p/Cos(3.1415926*0.5*α/180))^2)
B0=dki*(1+3.1415926*Tan(3.1415926*0.5*α/180)/p*A0)
k1=1/Tan(3.1415926*0.5*α/180)*(p/3.1415926*Atn(A0/B0)+3.1415926*dki*A0/p-0.5*p)+d
k1=Format(k1,″#,##0.000000″)
Text9.Text=k1
m=Abs(k1-dki)
m=Format(m,″#,##0.000000″)
Text10.Text=m
If m<=0.001 Then
MsgBox(″计算误差 为:″ & m & ″,″ & ″请点击“测量M值按钮,进行测量 M 值”″)
Command6.Enabled=True
Command7.Enabled=False
Command8.Enabled=False
Command9.Enabled=False
Command10.Enabled=False
Else
Command6.Enabled=False
Command7.Enabled=False
Command8.Enabled=False
Command9.Enabled=False
Command10.Enabled=False
End If
End Sub
3.3 VB程序界面说明
(1)程序包含基本参数组、接触点dki组、辅助按钮组、计算dki组、dki计算误差组、三针计算M值组和三针所测尺寸M值组。
(2)基本参数组是所测螺纹的基本参数,包括螺纹导程、螺纹中径、牙型角和所用三针直径,这些值均可在标准中查得。如图3所示,三针公称直径的国标范围为0.118~6.212mm,如果螺距P太大,所用三针直径超过国标范围,可用下式计算出最佳三针直径d0[3],有

图3 程序界面
(6)
(3)接触点dki组为接触点K所在圆周的直径的第i近似值。
(4)辅助按钮组中的重置按钮是将VB程序初始化,为运行程序后的首要初始化操作。
(5)计算dki组是控制计算dK的第i近似值dKi的操作。
(6)dki计算误差组是显示计算出的相邻近似误差值,当该值|dK(i+1)-dKi|<0.001时,认为dKi为dK的真值。
(7)三针计算M值组是在满足|dK(i+1)-dKi|<0.001后,控制计算此时M值的操作。
(8)三针所测尺寸M值组是显示所得的M值,也是三针测量外螺纹中径时的M值。
3.4 VB程序步骤及说明
步骤①:对程序进行初始化。
步骤②:输入所测螺纹的螺纹导程、螺纹中径、牙形角和三针直径等基本参数。
步骤③:依次点击“计算dKi”,开始计算dK的近似值dKi,直到出现信息提示框,点击确定按钮(见图4),进入下一步。
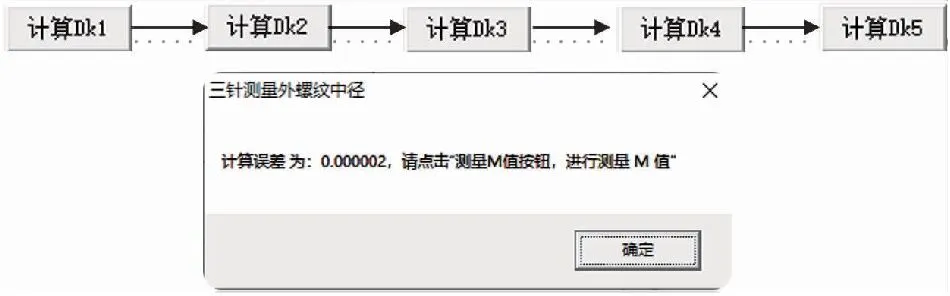
图4
步骤④:点击对应的“测量M值”按钮,得出三针测量外螺纹中径时的M值。
经测试,所得值与文献[2]一致,程序运行顺利。测试界面见图5。
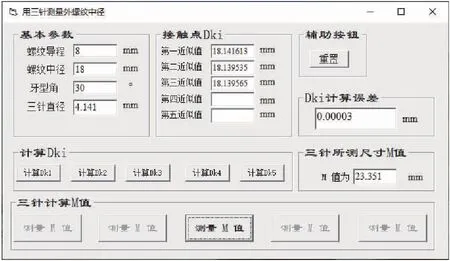
图5 测试界面
4 工艺验证
将该三针测量VB计算程序应用于梯形丝杠螺纹中径值的测量,可以保证丝杠的加工质量。利用螺纹测量三针配合三针测量工装对丝杠梯形螺纹进行检测,三针测量所用M值计算见图6,测量实物见图7,三针实际测量M值见表1。考虑到测量误差,三针测量梯形丝杠中径所用M值实际测量值在工艺范围内。

表1 梯形丝杠三针测量M值实测

图6 计算dK值

图7 测量实物
5 结语
本文提出的基于Visual Basic 精确计算三针测量外螺纹中径所用M值已应用于精密丝杠副的检测。该方法精确度强,通用性好,编制好的程序可以应用于各种类型外螺纹(60°普通螺纹、55°英制螺纹、40°模数蜗杆螺纹、30°梯形螺纹及33°锯齿形螺纹)的中径检测。
猜你喜欢
机械制造与自动化(2022年1期)2022-02-25 00:44:40
中国民间疗法(2021年16期)2021-11-04 08:13:30
世界有色金属(2020年11期)2020-09-01 06:42:04
金属加工(冷加工)(2015年1期)2016-01-27 13:00:25
中国新技术新产品(2015年19期)2015-09-02 08:29:24
锻压装备与制造技术(2015年2期)2015-06-26 09:00:25
中国中医药现代远程教育(2014年11期)2014-08-08 13:23:44
参花(上)(2013年6期)2013-05-30 17:20:55
金属加工(冷加工)(2013年3期)2013-04-17 09:54:18
湖南中医药大学学报(2013年5期)2013-03-11 16:33:35