
煲胆滚边整形机器人研发与设计*
2022-10-09 08:37陈家辉聂健壕陈朝大翟东丽董潮伟陈镇涛陈业威
机电工程技术 2022年9期
陈家辉,聂健壕※,陈朝大,翟东丽,董潮伟,陈镇涛,吴 涛,陈业威
(1.广东科技学院机电工程学院,广东东莞 523000;2.广东省机械研究所有限公司,广州 510700)
0 引言
在现代工业生产进程中,自动化生产已经成为了时代的突出主题。随着工业化的不断发展,自动化技术已经被广泛的使用在无人车间、无人生产流水线之类的自动化生产线上。电饭煲是日常家居生活必不可少的一种家电,而其煲胆作为电饭煲的核心,拥有巨大的市场需求[1]。
目前对于较多的中小型电饭煲企业来说,电饭煲内胆滚边工序多为手动加工完成,而传统的手动控制滚边加工速度慢,人工成本高,加工质量参差不齐。常见的滚边质量问题有表面波浪形、褶皱、包不住、未压实等现象产生[2],已经不能满足工厂对于煲胆生产效率及经济性的要求。而将煲胆滚压的生产变成自动化作业,能够解放大量的生产力,并且让作业变得更为安全高效。自动化技术的发展让这种改造成为可行。随着PLC 的发展,以其作为控制器,能够有效地完成自动化作业的要求。目前市面上的电饭煲内胆自动滚边机器人其滚边参数多为不可调固定参数[3-4],不具备根据内胆直径及材料进行滚边参数修改的功能。对滚边技术的研究在汽车工业领域相比电饭煲行业更为深入[5-9],给本文的电饭煲内胆整形机器人的研发提供了宝贵的参考经验。
本文利用西门子S200 系列PLC 作为控制核心对煲胆加工进行全自动控制,并且使用MCGS 作为上位机的人机交互界面,对滚边加工过程进行实时监控。监控界面允许操作人员即使不在机器运作区域,也能够掌握加工进度,对现场设备进行操控,保障了操作人员的安全性。
1 滚边整形机器人总体结构设计
煲胆滚边整形机器人总体结构设计如图1 所示。包括了驱动系统、控制系统、下压机构、滚压机构和工作台。
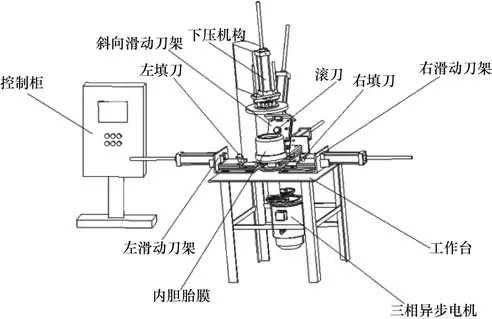
图1 整形机器人总体结构
(1)驱动系统。驱动系统是由三相异步电机和同步带轮组成。通过同步带轮带动胎膜旋转。而刀具的进给是由气泵提供动力给气缸,气缸推杆与刀架连接,从而带动刀具完成进给。
(2)控制系统。控制系统由PLC、电源、继电器、电机驱动、上位机触摸屏、电控柜等构成,控制系统将各个滚压模块、下压机构、模具转动模块的运作关联起来,使得自动滚边整形得以实现。
(3)下压机构。下压机构负责在滚边整形过程中将电饭煲的锅胆压紧固定在模具上,由气缸带动圆盘下压,压紧后圆盘可随胎膜的转动而转动。
(4)滚压机构。滚压机构设有两把填刀和一把滚刀,其中分布在左右两侧的填刀起滚压整形作用,只能前后进给;位于后方的滚刀则是用来滚边的,能够前后或者斜向进给。
(5)工作台。工作台是一个850 mm×850 mm 的钢架,能够支撑起各个机构,不让装置加工时产生抖动,影响滚边加工质量。
整个装置的协作是通过电控箱来操控的,它将分配电机的转动、滚压机构的进退刀、下压机构这几个部分的动作时机,使各个机构协调完成煲胆的滚压整形。
2 滚压参数调节
滚边整形加工工艺属于较为特殊的工艺,滚边后要求电饭煲内胆上边缘卷边表面光滑、无明显凹凸压痕。选择不同的工艺参数,得到的滚边整形效果将相差甚远[10]。
2.1 不同直径内胆参数调节
本文研发的电饭煲内胆整形机器人可以实现对不同规格的合金铝材内胆(直径为12~30 cm)进行滚边工艺整形加工,从而提高了滚边机器人的通用性。具体的实现方法是通过灵活更换胎模,以及控制3 个刀架的进刀量、进刀速度和角度来调节滚刀的位置。刀架的进给量可以通过调节气缸推杆的行程进行调控,气缸的行程最大可达65 cm。
2.2 滚边参数调节
机器人在滚边过程中需要控制好滚压部位的速度和角度,速度过快可能会造成零部件起皱。同时由于滚轮硬度大于内胆胎膜硬度,需要防止滚轮进入冲压零部件切入点位置不当与胎膜造磕碰。此外,如果进给速度过慢,则会降低生产效率,对能源与人员等待成本浪费[11]。
滚边机器人的滚边效果由两把梯形填刀的进给速度,和一把U型滚刀的倾斜角度及进给速度决定,如图2所示。

图2 填刀、滚刀外形结构
两把填刀安装位置为左右对称,起滚压整形作用,只能前后进给。位于后方的滚刀则是用来滚边的,能够前后及斜向进给。并且滚刀的滑块与平台平面的夹角可以通过螺母的锁紧位置来调节滚刀的倾斜角。因此,可以实现滚边切入角度也可调,可调范围为45°~75°(图3)。刀具材质采用高速钢,气缸导杆与刀具导轨上部连接,带动刀具前后移动完成滚边压边整形加工。
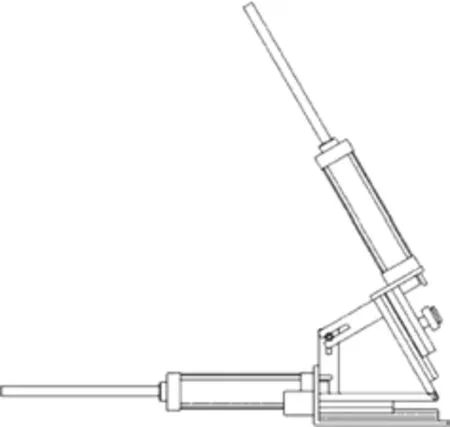
图3 滚刀倾角调节示意图
2.3 滚边力参数的控制
滚边力的控制方式形式主要有4 种:普通刚性滚边、弹簧弹性滚边、气动伺服调压滚边和电动伺服调压滚边[12]。综合考虑4 种滚边力的优缺点,采用气动调压可以实现过载自动保护,能避免气缸推力过大使刀具透过内胆与内胆模具产生毁坏性碰撞。因此,本文对滚刀上的滚边力控制是通过压力控制阀调节空气压缩机和气缸组成的气动压力回路来进行控制的,如图4所示。

图4 滚刀气动控制系统
本文加工的电饭煲内胆材质是厚度约为1 mm 的铝合金,林巨广等[13]提出滚边力对铝合金材质进行包边工艺加工参数测定的经验,以及经过多次的样机测试,当滚刀接触内胆加工部位边缘时设定其平均预滚边力为750 N,随着刀具的进给逐步增加滚边力,当滚边力增加到平均滚边力为1 450 N 时,便可得到较好滚边加工效果。
3 控制系统设计
控制系统由PLC、电源、继电器、电机驱动、上位机触摸屏、电控柜等构成。控制系统将滚压模块、下压机构、模具转动模块运作关联起来,使得自动滚边整形得以实现。
3.1 下位机设计
要实现机器人的滚边整形功能需要7个输入信号,10个输出信号。本文所用的西门子6ES7214-1AD23-0XB8型号的PLC就能够满足控制要求,西门子6ES7214-1AD23-0XB8能提供的14 个输入和10 个输出端口。不需要进行额外的扩展,就能够完成任务需求,PLC的I/O地址分配表如表1所示。
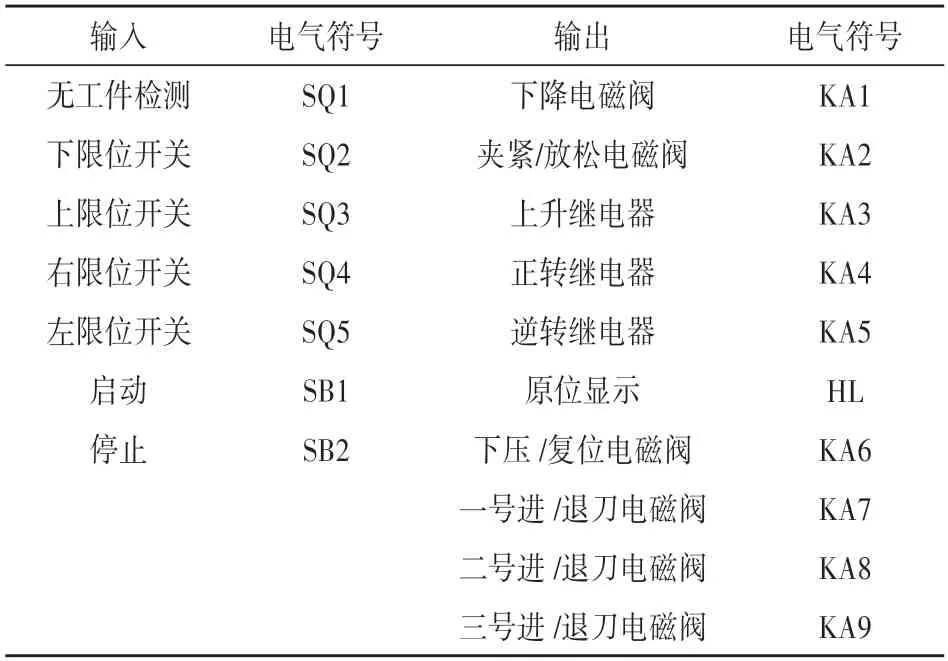
表1 I/O地址分配表
3.2 人机界面设计
在人机界面设计上,本文选择了昆仑通泰TPC1061Ti MCGS 触摸屏作为系统的上位机人机交互界面。为了符合现实生产的要求,在触摸屏上设计了3 种工作模式可以选择,分别是手动单步运行模式、单周期运行模式和连续运行模式,如图5所示。按钮可控制转置启动、停止、急停,以及有正常运转时的绿灯,停止时的红灯和报警时的闪烁灯。
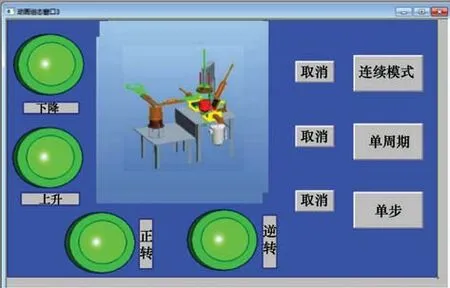
图5 人机界面设计
(1)单步模式。可以使用按键来操作每一个独立的动作,机器人每次按下一次按键只会完成一个步骤的动作,再按一次,完成接下来的一个步骤,以此类推。采用这种方式能够让机器人重置到原位。
(2)单周期模式。机器人启动之后,会完成一整套的动作流程,从开头的第一步直到最后一步复位停止。
(3)连续模式。机器人在原位开始启动,按照流程动作,从开头的第一步到最后一步复位之后,不间断地继续下一个周期,周而复始。直到操作者按下停止按键,滚边整形机器人才会停止工作。
4 滚边整形机器人实验验证
本文搭建了滚边整形机器人的实物样机平台,如图6 所示。通过安装调试检验,本文设计的电饭煲内胆滚边整形机器人能够实现内胆的自动滚边整形,连同内胆的上下料装卸用时,其整形速度为每分钟完成4 个内胆的滚边整形加工工序。滚边效果如图7 所示。经过样机实验验证,当滚边机器人取如表2 所示参数时滚边效果最佳。当然在实际的滚边作业中,每台滚边机器人的装配都会存在误差,其最优的滚边参数可能与此数据会有偏差,因此需要预生产后通过检测来逐步调试完善。

图6 滚边机器人实物平台
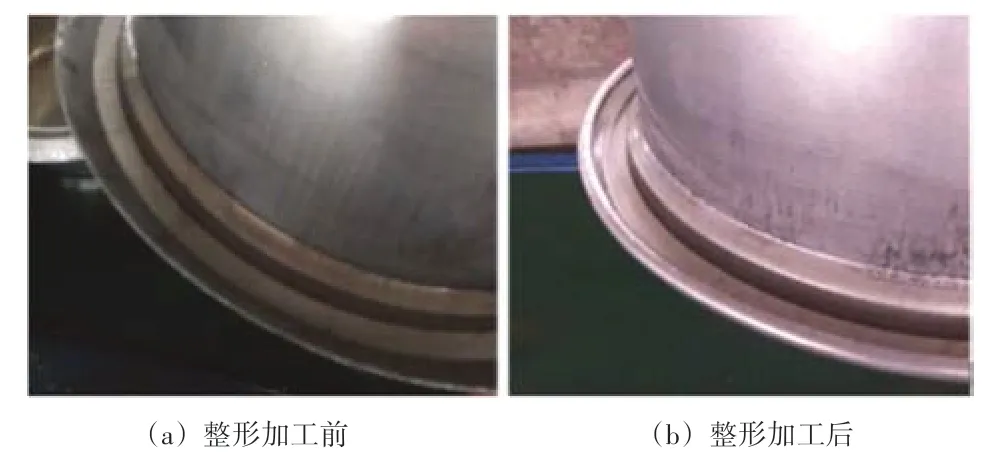
图7 滚边效果

表2 滚边参数选择
5 结束语
本文开发的电饭煲内胆滚边机器人采用立式结构型式,该滚边整形机器人能够使刀具的进给量以及刀具的切入角度具有较大的可调余地,滚刀压入角、滚刀进给速度、胎模转速等工艺参数可随时进行更改。设计的模具可灵活更换,使得装置可适用于不同规格大小的煲胆滚边整形,可同时实现滚压和翻边加工,从而提高了自动化程度,保证了加工成品的质量的同时有效缩减了加工时间,节约了用人成本,并且让滚边整形作业变得更为安全高效。
猜你喜欢
制造技术与机床(2022年11期)2022-11-10
家用电器(2022年4期)2022-04-25
粉末冶金技术(2021年3期)2021-07-28
紫禁城(2020年9期)2020-10-27
筑路机械与施工机械化(2020年12期)2020-04-20
饮食保健(2020年1期)2020-01-17
商品与质量(2018年38期)2018-12-07
发明与创新·中学生(2015年6期)2015-06-01
oggi今日风采(2012年8期)2012-08-13
中国新技术新产品(2009年15期)2009-08-19
