
制造企业车间垃圾自动分类装置的设计*
2022-09-30 08:49张理安张宇宸黄文玉徐智敏褚杨杨袁鸿斌
机械制造 2022年7期
□ 张理安 □ 张宇宸 □ 冯 凯 □ 黄文玉 □ 徐智敏 □ 褚杨杨 □ 袁鸿斌
杭州师范大学钱江学院 杭州 310018
1 设计背景
实施垃圾分类是推进循环经济高质量发展的重要手段。我国越来越重视垃圾分类工作,出台了一系列法律法规,明确垃圾分类的规范标准[1- 2]。国内外研究者对垃圾分类开展了研究,利用机器视觉技术[3-6]、神经网络技术[7]、语音识别技术[8]、物联传感技术[9-10]等新兴技术,以智能化、自动化方式实现垃圾分类。通过调研发现,智能垃圾分类工作目前主要集中于城市生活垃圾领域,对于制造企业车间垃圾分类的研究则很少。
在制造企业车间,会产生大量加工余料,在这些余料中,不可避免地混杂了瓶子、纸团等杂物,使余料回收利用工作较为烦琐。我国逐步进入智能制造的新时代,制造企业车间垃圾和杂物的智能回收是智慧工厂中不可缺少的一个环节,笔者对此设计了一款制造企业车间垃圾自动分类装置,用于提高制造企业垃圾处理的自动化水平。
2 结构
与生活垃圾有较大不同,制造企业车间垃圾一般分为三类:① 加工余料;② 螺钉、螺母等细小配件;③ 纸团、碎布等杂物。根据制造企业车间垃圾集中投放量大、形式相对固定、体积差异较大、油污较重等特点,垃圾自动分类装置拟采用机械分流机构按照体积大小进行粗分,对粗分后的垃圾利用机器视觉进行检测,由此提高垃圾分类效率。
垃圾自动分类装置由投料口、回流输送装置、回流桶、螺旋分类装置、不同口径分类桶、压缩装置、识别装置、垃圾投放装置等组成,三维模型如图1所示,结构如图2所示,执行机构如图3所示。
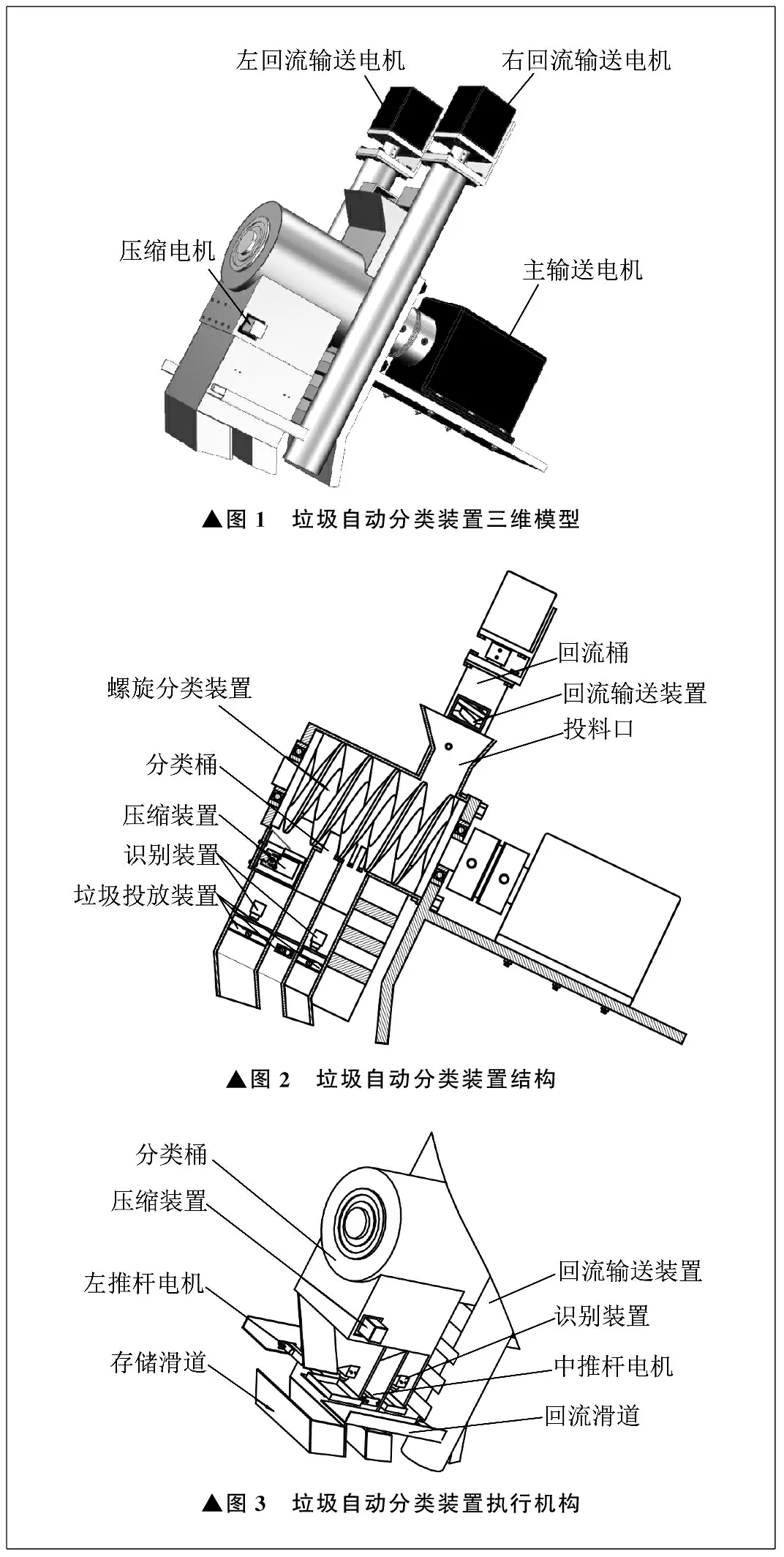
▲图1 垃圾自动分类装置三维模型▲图2 垃圾自动分类装置结构▲图3 垃圾自动分类装置执行机构
3 螺旋分类装置
垃圾从投料口投入后,被螺旋叶片带动向左上方输送。垃圾输出通道自左上向右下口径逐渐减小,能对不同尺寸的垃圾进行筛分。根据车间实际情况,尺寸较大的往往是纸团、碎布、易拉罐等可压缩生活杂物,因此在尺寸最大的垃圾输出通道的中部设置压缩装置。
4 识别装置与回流输送装置
在每个垃圾输出通道的末端设置识别装置,通过识别装置进行垃圾分类确认。若垃圾分类正确,则垃圾投放装置将垃圾移动至存储滑道,滑至垃圾箱中。若垃圾分类错误,则垃圾投放装置将垃圾推送至倾斜的回流滑道,使垃圾在重力作用下进入回流输送装置,经回流桶侧面出口落入投料口,再次进行分类。
5 倾斜布置方案
为提高垃圾分类准确性,防止小尺寸物料落入大尺寸垃圾输出通道,螺旋分类装置和回流滑道均采用倾斜布置方案。制造企业车间不可避免会存在油污,因此垃圾在垃圾自动分类装置内的摩擦类型属于润滑摩擦。在制造企业车间垃圾中,有机玻璃与Q235钢的最大静摩擦因数较大,约为0.5,对应的摩擦角约为26.6o。因此,设置倾角为30o,确保垃圾能在重力作用下趋向于远离大尺寸垃圾的输出方向。
6 控制系统
6.1 方案
垃圾自动分类装置的控制系统如图4所示,由电荷耦合器件相机、上位机、下位机主控板、步进电机组成。电荷耦合器件相机用于图像采集,上位机用于图像识别,步进电机用作执行元件。垃圾投入后,下位机主控板控制机构运动,进行垃圾输送和分类。当尺寸最大的输出通道中的红外对管检测到有垃圾落入时,压缩装置工作,对大尺寸垃圾进行压缩。垃圾落入输出通道末端后,电荷耦合器件相机获取图像信息,上位机进行图像识别处理分析,判断垃圾分类是否正确,继而控制回流输送电机或推杆电机运动,实现垃圾投放或回流。
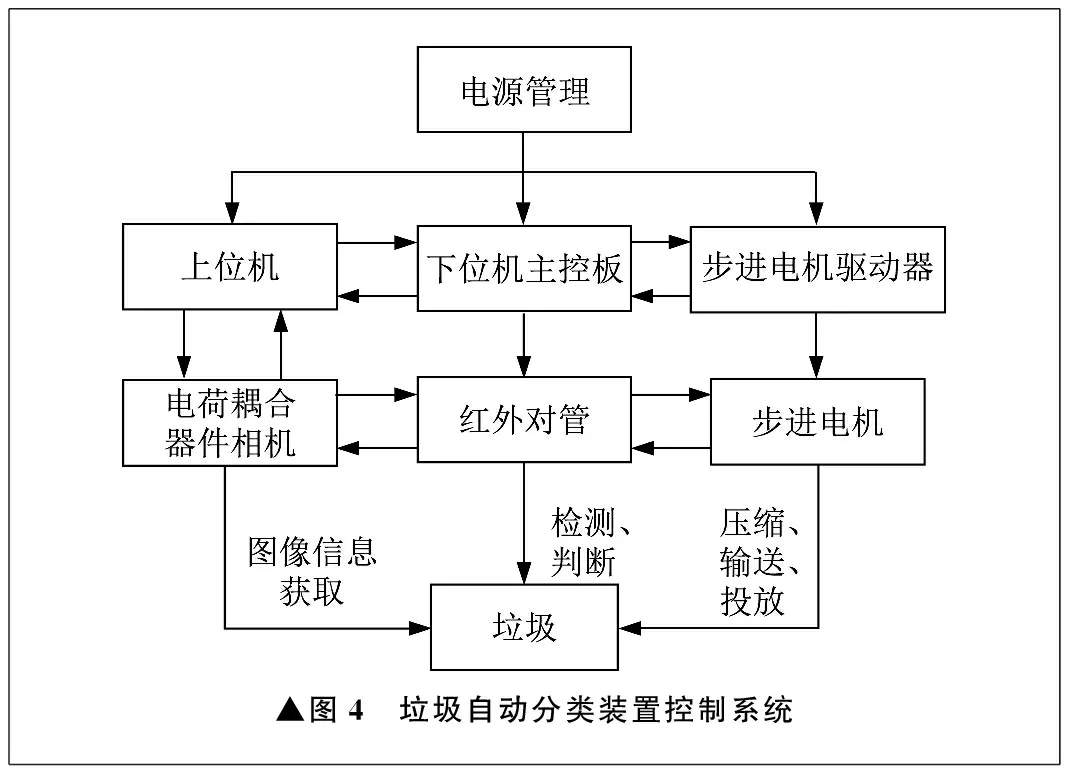
▲图4 垃圾自动分类装置控制系统
6.2 硬件
下位机主控板选用STM32单片机,可以确保控制系统具有良好的稳定性和较高的可靠性[11]。执行元件选用步进电机,确保运动控制精度。步进电机驱动器(SMD)选用TB6600,采用共阳极接法。单片机接线如图5所示。SMD1~SMD7依次驱动主输送电机、左回流输送电机、右回流输送电机、压缩电机、左推杆电机、中推杆电机、右推杆电机。
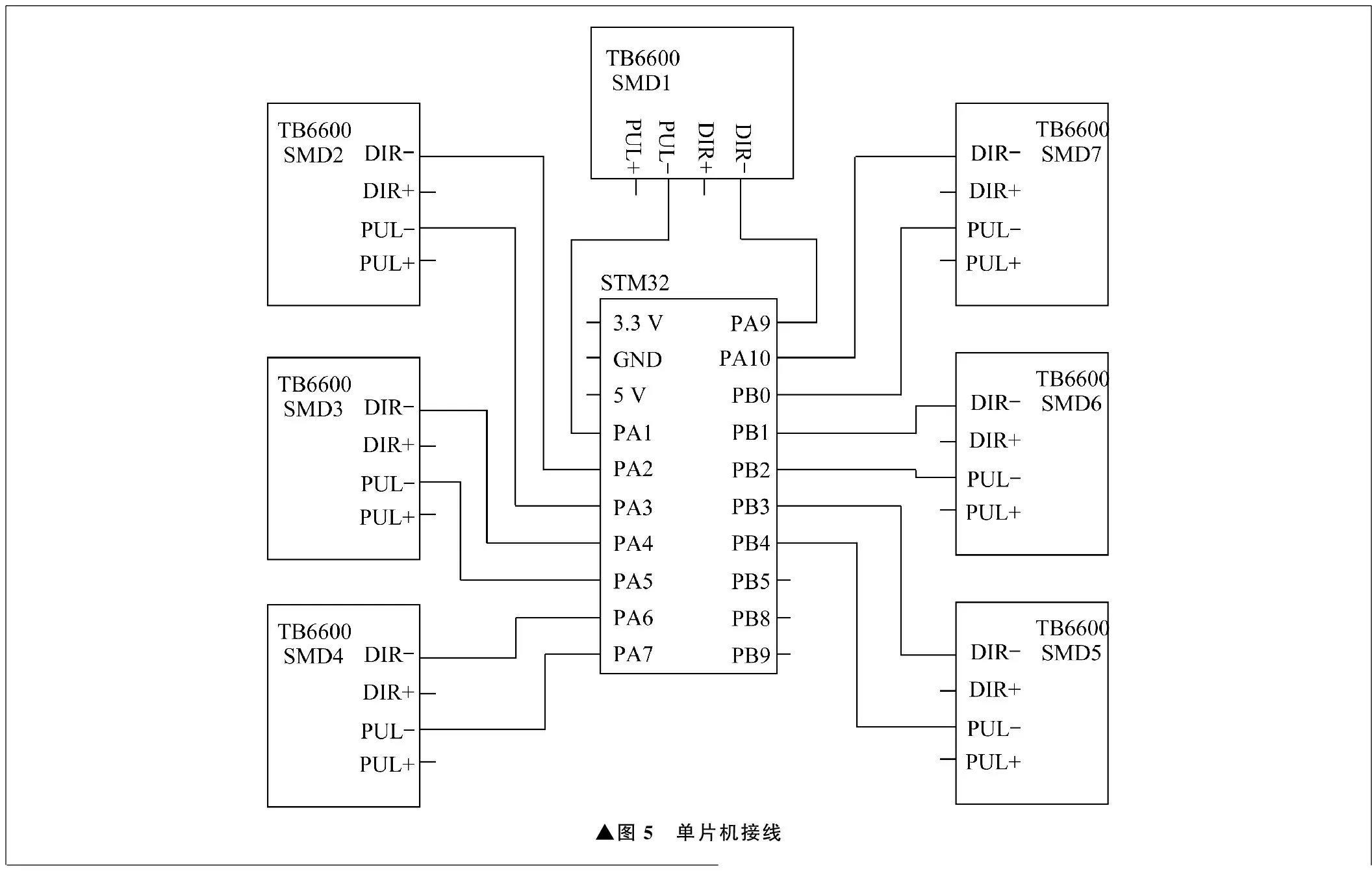
▲图5 单片机接线
6.3 软件
上位机主要完成图像识别等任务,利用均值哈希与感知哈希计算,通过图像相似度对比,以汉明距离相似度判断是否有垃圾落入对应的投放口。当有垃圾落入时,应用由OpenCV视觉专用库部署的YOLOv5算法进行垃圾识别,并将垃圾识别结果通过串口发送至下位机。
下位机运行于Keil-MDK5开发平台,采用C语言编程。软件程序流程如图6所示。
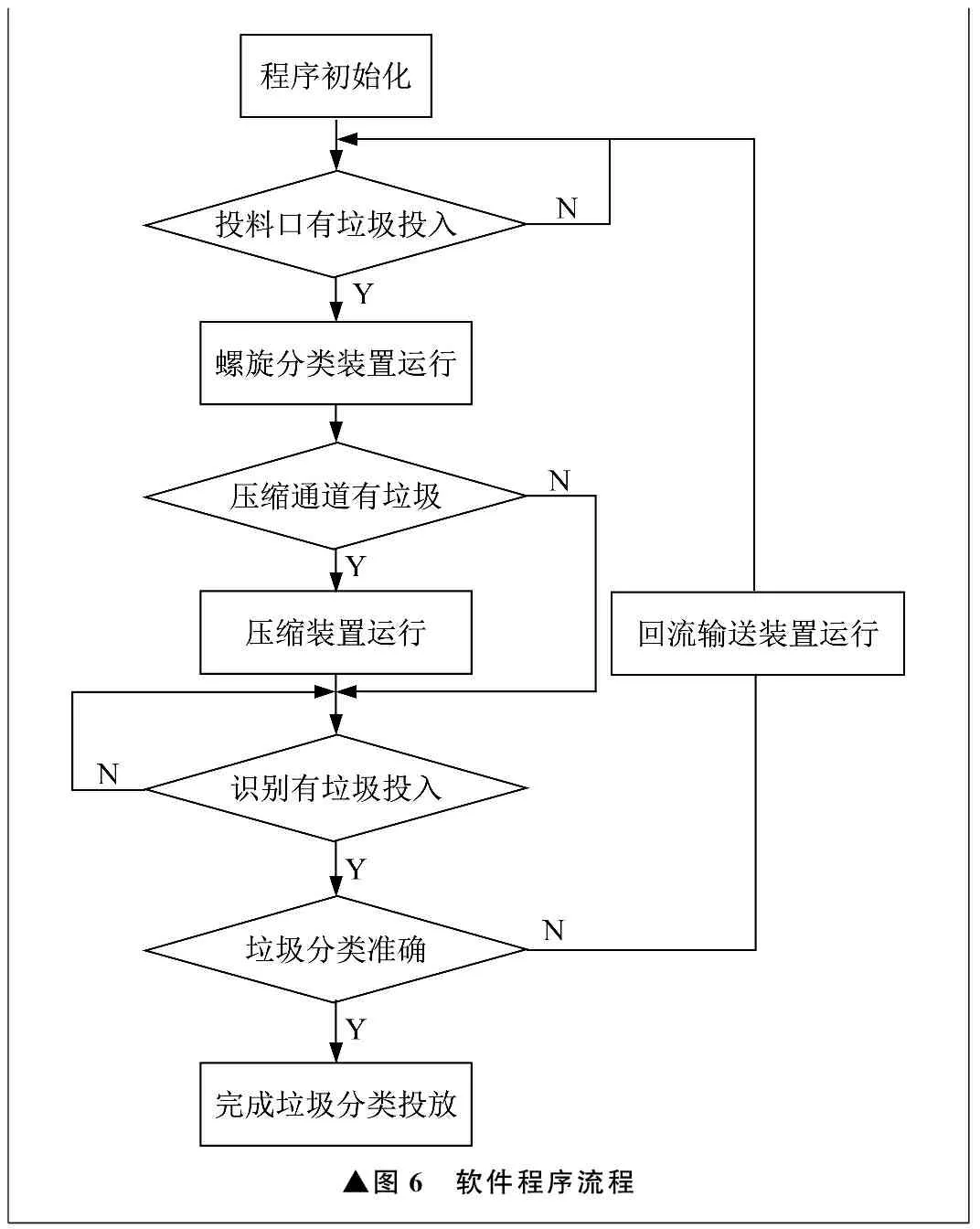
▲图6 软件程序流程
7 结束语
笔者设计了一款用于制造企业车间垃圾自动分类装置,利用螺旋分类装置,基于尺寸分选机制,提高垃圾分类的效率。另一方面,结合机器视觉技术,对错误分类的垃圾进行回流处理,保证垃圾分类的准确性。这一垃圾自动分类装置既能够智能化完成制造企业车间的垃圾分类作业,也可以提高制造企业车间的余料回收效率,为制造企业车间的垃圾处理提供了自动化、智能化解决方案。
猜你喜欢
再生资源与循环经济(2022年8期)2023-01-06
宝钢技术(2022年4期)2022-12-23
机械管理开发(2022年5期)2022-07-07
China’s foreign Trade(2021年6期)2021-12-26
智能制造(2021年4期)2021-11-04
今日农业(2020年23期)2020-12-31
小学生学习指导(中年级)(2018年11期)2018-11-29
农村农业农民·B版(2018年11期)2018-01-28
汽车与新动力(2017年3期)2017-06-29
中国核电(2017年1期)2017-05-17
