抗氧化涂层恒温性能试验装置
2022-09-29 00:56:00安东阳唐增武张珊珊张景胜
自动化技术与应用 2022年9期
安东阳,唐增武,张珊珊,张景胜
(1.北京星航机电装备有限公司检测试验中心,北京 100074;2.光电信息控制和安全技术重点实验室,天津 300308)
1 引言
难熔金属及涂层材料在航空、航天、军用和民用等领域均有广泛的应用。随着研究与应用的深入,材料的抗氧化能力已经成为限制应用[1-3]。检测材料抗氧化能力的重要手段是采用热重测试技术对材料进行分析。热重分析是指在程序控制温度下测量材料质量变化的热分析技术,可用来研究材料的热稳定性[4-5]。采用热重分析技术获取材料的热性能数据,是衡量其能否适应热过程工作需要的重要依据,也是对特定热过程进行基础研究、分析计算和工程设计的关键参数。
为了提高热重测试技术研究水平,不同国家(中国,美国,俄罗斯,法国,德国,荷兰,挪威,印度,日本,塞尔维亚)的相关学者及研究机构基于不同试样规格和不同用途,做了大量的研究工作[5-10]。绝大多数是从提高热重系统加热温度范围、试样重量范围、加热速度、控温精度和称重精度等方面进行研究[11-12]。普遍存在试验温度范围过小、对试样加热不充分,设备易损坏的问题。本文基于感应加热方法、辐射加热方法和液氮制冷方法,分别设计了高温加热炉,中温加热炉,常温加热炉,低温加热/制冷炉。本文基于热重测试方法和传热原理,设计了一套宽温域高精度抗氧化性能测试装置。
2 恒温性能试验装置
2.1 试验平台
涂层热试验系统的高温、中温、常温及低温加热/制冷炉及试样的移动、称重及测温等设备均放置在一个试验平台上,以方便试验进行中的实时称重以及各炉体配合使用实现不同试验目的。试验时炉温和试样重量均被传输至控制柜进行显示、存储及分析计算,控制柜通过线缆将控制信号发送给各个炉的控温器件及试样移动的传动部件。恒温试验装置总体图如图1所示。
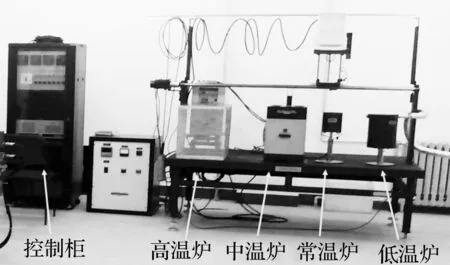
图1 恒温试验装置总体图
2.2 高温炉
高温炉采用感应加热方式,如图2 所示。加热范围为1400-2000℃,感应线圈均匀缠绕在圆柱状耐高温陶瓷外表面,通过超高频感应产生交变磁场使得导体的试样内部产生涡流来加热试样。感应加热线圈采用中空水冷方式进行冷却。耐高温陶瓷的内径为15mm、外径25mm、高度为150mm,用于支撑感应线圈以及在加热时产生一个等温区。耐高温陶瓷管的正上方对应开一个直径15mm的圆孔,用于试样的移动和实时称重,加热时将试样从上面垂吊放入耐高温陶瓷管中心进行感应加热。耐高温陶瓷管在中部开直径为3mm的小孔,相应的外部屏蔽罩的对应位置上也开一个孔,用于利用光纤高温计对试样进行测温。
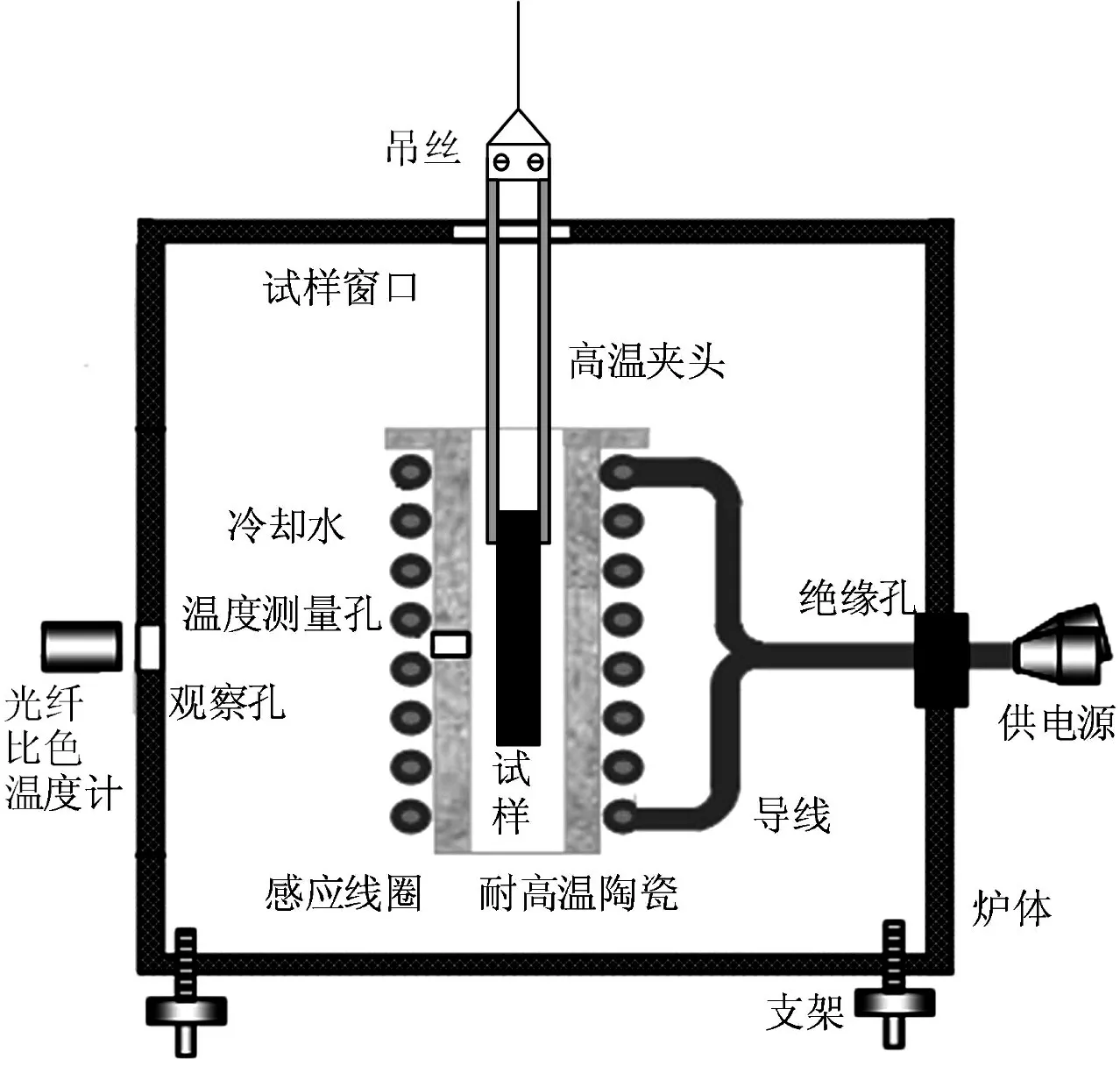
图2 高温加热炉结构示意图
高温加热炉由炉体和超高频感应加热控制器构成。加热炉的外形为260mm×450mm×560mm(宽高长)的方形结构,需水冷的加热控制器就近安放在炉体侧面,从炉体后面直接将电极引入。由于高温炉加热温度高,且采取感应加热方式加热,采用非接触式测温方法,选用SMART-FG-3522光纤高温计来测温,该光纤高温计具有坚固的外形,采用不锈钢镜头(带吹扫功能),铝压铸外壳,防护等级为IP54。它由镜头、光纤、处理部件组成。光纤和镜头组件可以承受250℃的高温,不需要另外的冷却。除了适用于一般工业场合温度的测量,也适用于安装在电磁干扰较强和环境温度较高的场合,适合高温炉温度测量需求。
2.3 中温炉
中温炉的加热方式是辐射电加热方式,加热范围为100-1500℃,中温炉结构图如图3所示。加热炉采用螺旋形石墨电极进行加热,电极内部采用内径为15mm的刚玉管作为耐热体,从而形成一个Φ15mm×170mm 的有效加热区,加热电极外部用绝缘隔热材料进行隔热和保温。中温炉顶部开通用于提升和降低试样,外形尺寸为250mm×250mm×260mm(长×宽×高),加热功率为6kW。
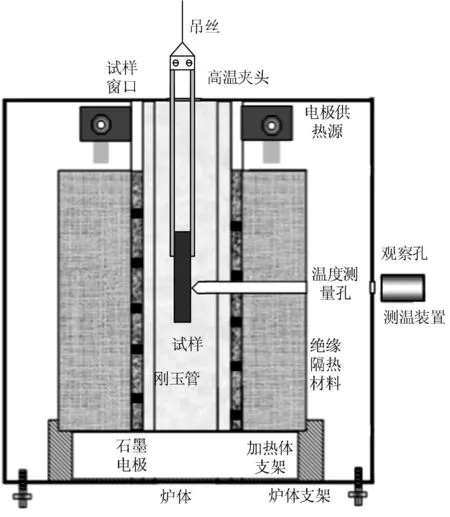
图3 中温加热炉结构原理图
本文采用经耐氧化处理的石墨作为中温炉的发热元件,石墨电极抗氧化涂料(剂)涂在石墨电极表面,与石墨发生化学反应,形成的皮膜几乎与石墨电极本身合为一体,不可分割,隔断石墨电极与空气的氧接触。因此,它在1500℃内有效防止石墨电极表面氧化,减低石墨电极消耗24%~50%。提高电极使用寿命26%~60%。
测温传感器选择铂铑30-铂铑6(B 型)热电偶。B 型热电偶在热电偶系列中具有准确度最高,稳定性最好,测温温区宽,使用寿命长,测温上限高,不需用补偿导线进行补偿等优点。适用于氧化性和惰性气氛中,测量最高温度为1800℃,工作温度范围为0~1600℃,允许偏差±1.0℃。
2.4 常温炉
常温加热炉采用电阻膜加热,加热温度为室温~120℃,将电阻膜覆在内径为15mm的铝管上进行加热,使得铝管内部形成一个直径为15mm 长度为170mm 的有效加热区,以保证试样在加热区内能够均匀受热,加热功率为1kW,加热膜外部用绝缘隔热材料进行隔热和保温。常温炉结构如图4 所示。炉温采用分度为100 的Pt100 型铂电阻进行接触式测温,外部壳体采用不锈钢材质,外形尺寸为250mm×250mm×260mm(长×宽×高)。
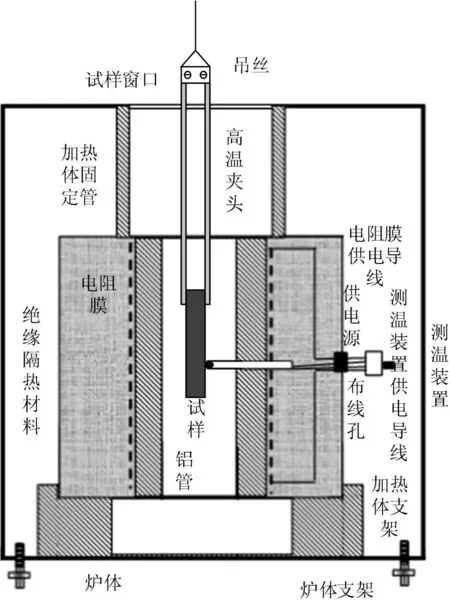
图4 常温炉结构图
2.5 低温炉
低温炉制冷方式为液氮制冷,制冷温度为-180℃~室温,采用铂电阻接触式测温。导热的试样腔体放置在一个杜瓦容器中,在试样腔体外注入液氮用于制冷。试样腔体中间用电阻丝加热,以便使有效制冷区内的温度由液氮温度升高至试验温度。试样腔体上部接近出口部分开孔,使氮气进入试样腔体产生正压空气,从而防止水汽进入试样腔体产生结冰结露现象。当液氮消耗较多时可通过制冷炉上方的灌注口,向杜瓦容器中补充液氮。低温炉结构如图5 所示,外形尺寸为250mm×250mm×260mm(长×宽×高)。

图5 低温炉结构图
2.6 耐高温试样夹头
耐高温试样夹头下端夹持试样,上端通过不锈钢吊丝悬挂于天平底部挂钩。其主要工作是夹持试样在加热/制冷炉内长时间实验以及带动试样在各个炉子之间移动。夹头材料应满足如下条件:(1)在有氧环境中,应该能够耐2300℃高温;(2)最好不是导体,因为感应加热会使其自热。我们采用了新型陶瓷材料可以在氧化气氛长期2300℃使用,试样夹头的设计结构如图6 所示,夹头由两个片状高温陶瓷构成,顶部用不锈钢螺丝紧固用来夹持和取下试样。夹头用不锈钢吊丝,提吊起来与试样移动机构相连。夹头长度设计为80mm,以保证足够的散热距离,使得试样的热量不至于传递到紧固螺丝和再上面的不锈钢吊丝。
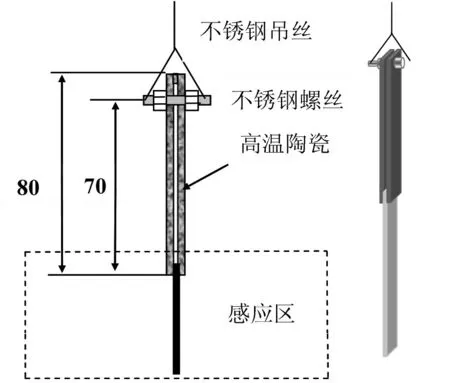
图6 试样夹头的结构示意图
2.7 试样移动系统和实时称重系统
试样移动及称重系统如图7所示,试样移动机构与四个加热/制冷炉平行安装在工作台上。由平行丝杠带动试样卡具及称重平台平行于四个炉体进行水平运动,从而实现试样在不同炉体间的移动。另外,由垂直丝杠带动试样称重平台并牵拉试样卡具沿垂直炉体方向上下移动,从而实现试样在不同炉体的加热腔内的吊入和提出。
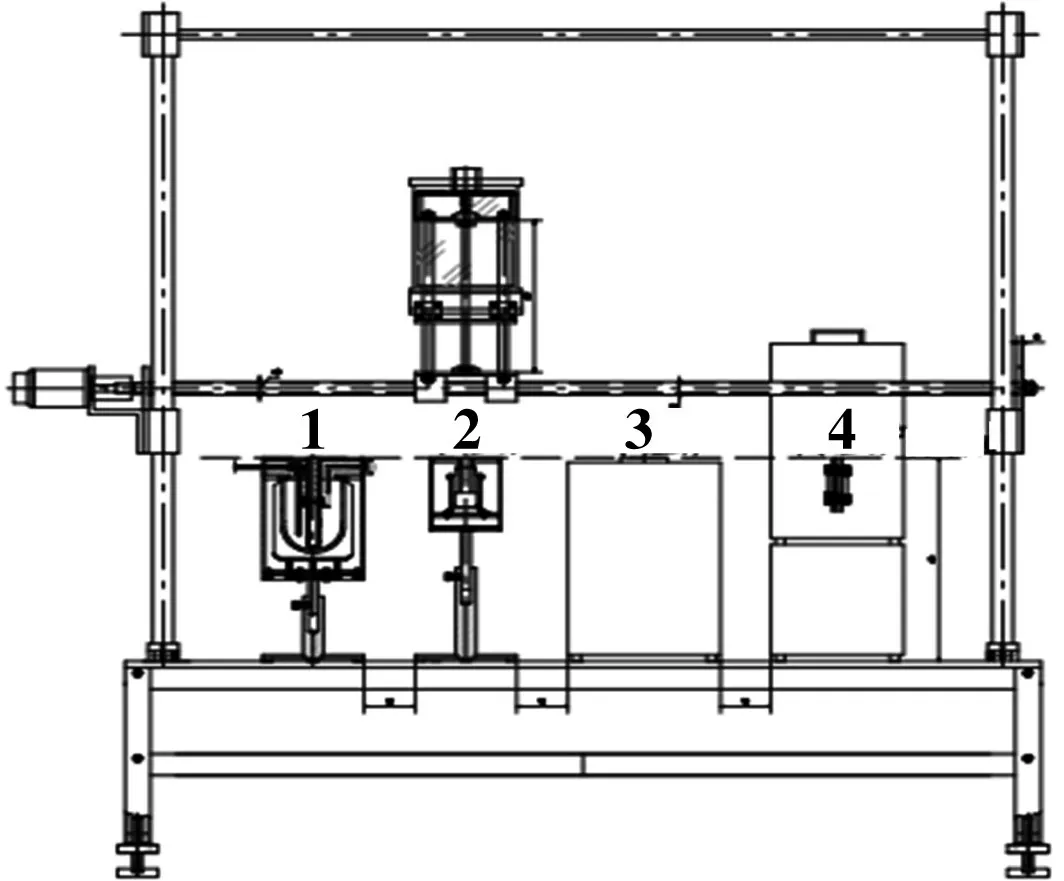
图7 试样移动及称重系统
将电子天平固定在试样移动的天平托架上,在天平托架中心位置钻一个小孔,将试样及其夹具通过不锈钢吊丝挂在天平下方挂钩上,这样试样的质量变化就可以被实时测量出来。电子天平通过RS232接口与计算机相连,实时记录试样的重量和失重情况。该天平操作和使用非常方便,为了提高电子天平的准确度,天平通电以后,应进行预热,时间不低于30分钟,然后开机后需要进行校准,校准流程如下:按去皮键—按校准键—校准砝码—校准完毕,在每次换试样前都需要按去皮键,以确保称重精度。
2.8 控制系统
涂层热试验系统的控制系统由工控机、控温仪表、功率输出组件构成,用以完成涂层热试验系统中各炉体及试样实时温度的采集和控制,试样移动的控制以及试样质量变化的采集和记录功能。整个的试验过程可以采用手动控制方式或全自动控制方式。涂层热试验系统的软件系统主要由三大部分组成:(1)可设定加热温度、保温时间,实现对温度的精确控制;(2)试样的移动与精确定位控制;(3)试样温度、质量等信息的采集处理。实验有自动、手动两种控制方式,温度设定和控制误差可以设置实验加热控制温度和精度,输出初值和输出上限完成温度控制,程序内置温度控制算法。加热时间可设置实验时间,加热炉原点矩和加热炉下降距离可精确定位试样位置。温度和重量波形图实时显示重量和温度信息,并可以设置称重周期,获取的重量变化数据可以保存到excel 中,便于以后数据分析。四个加热炉的控制程序类似,软件界面如图8所示。
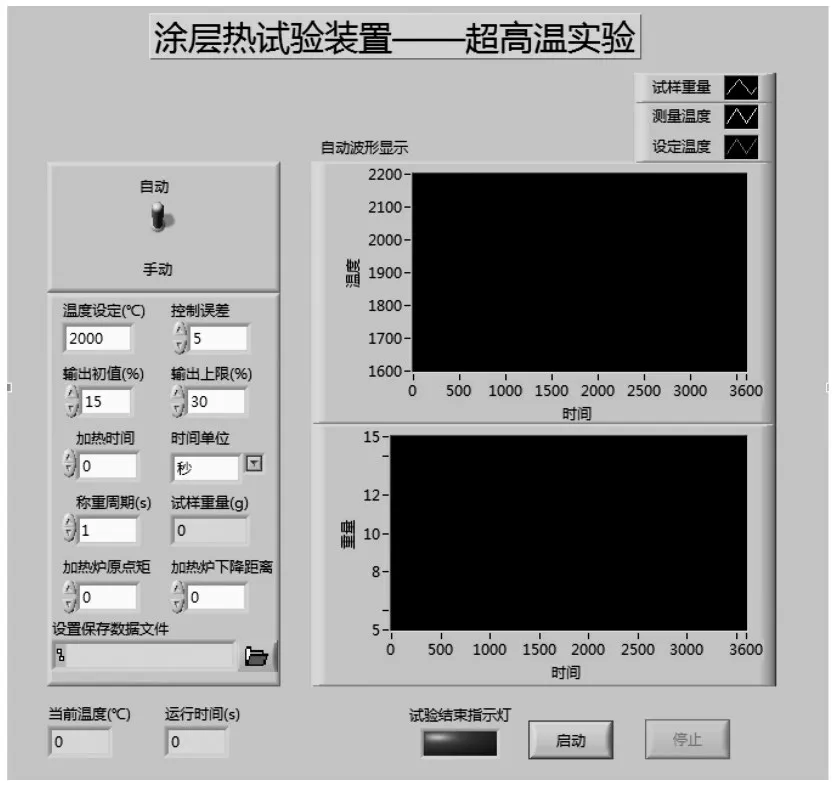
图8 涂层热试验装置软件界面
3 涂层热试验装置的测试结果及分析
3.1 称重精度测试结果及分析
本文对5个试样进行10次相同环境条件下的称重,记录5 个试样10 次称重的重量,计算每个试样的平均温度,并计算称重天平的称重精度,试验结果如表1所示。
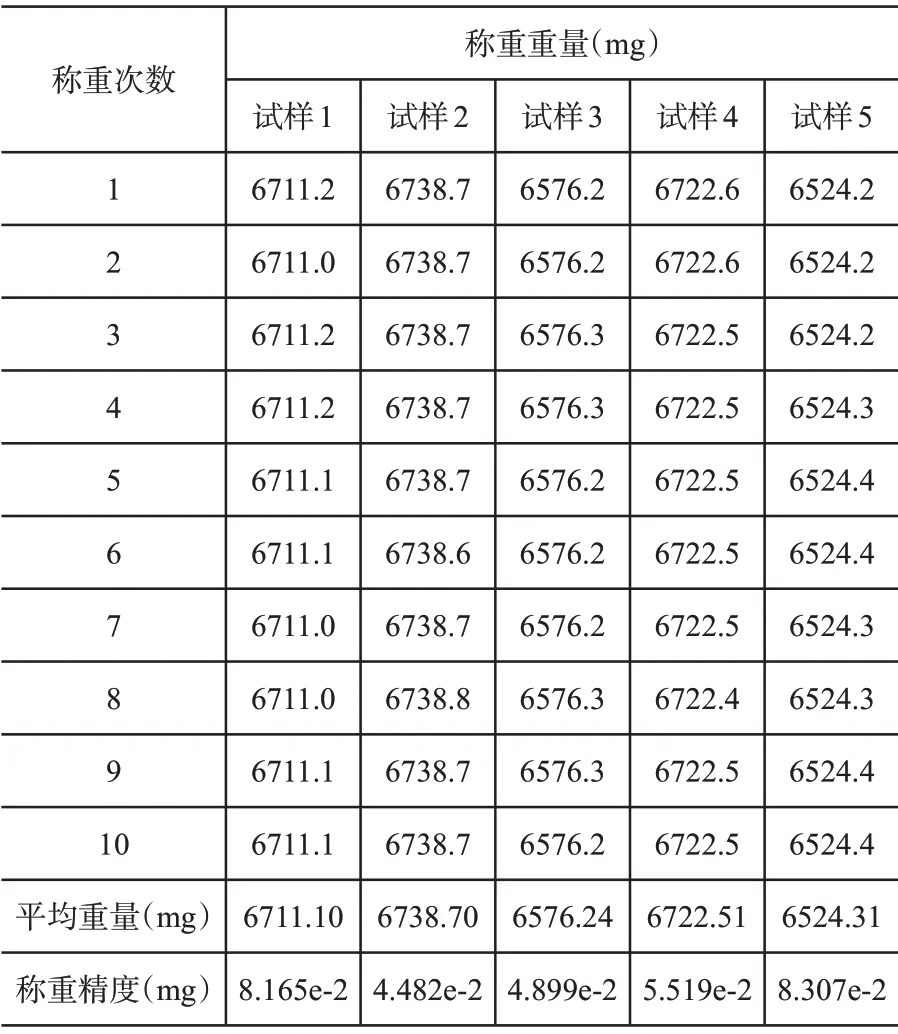
表1 称重精度测试记录表
测试结果表明:试样1的平均重量为6711.1mg,称重精度为8.165e-2mg;试样2 的平均重量为6738.7mg,称重精度为4.482e-2g;试样3的平均重量为6576.24mg,称重精度为4.899e-2mg;试样4的平均重量为6722.51mg,称重精度为5.519e-2mg;试样5的平均重量为6524.31mg,称重精度为8.307e-2mg,这是由于在称重天平为高精密仪器,称重期间会受到环境,人为等因素的影响,导致称重结果的不稳定。
3.2 温度范围、控温精度及热重法测试结果及分析
本文选取超低温制冷炉-185℃,-150℃,-100℃,-50℃,10℃;常温加热炉的20℃,45℃,70℃,95℃,120℃;中温加热炉的100℃,400℃,800℃,1100℃,1500℃;超高温加热炉的1500℃,1700℃,1900℃,2100℃,2350℃;各测温点稳定10min 后观察温度变化,加热/制冷总时间为5min,每隔1min记录一次温度和重量,热重法测试结果如图9所示。
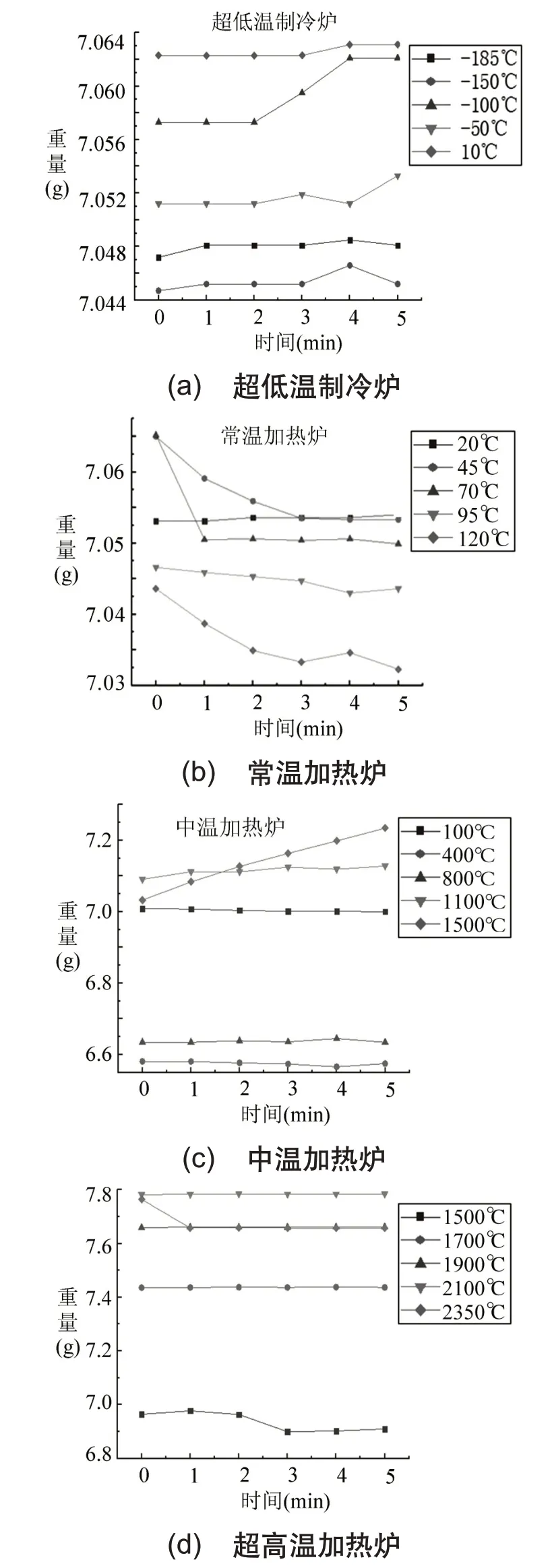
图9 试样重量与时间关系曲线
温度范围、控温精度测试结果表明:超低温制冷炉在测温点-185℃,-150℃,-100℃,-50℃,10℃的平均温度分别为-184.1℃,-150.3℃,-100.3℃,-49.7℃,10.1℃,控温精度分别为±2.0℃,±1.3℃,±0.8℃,±0.5℃,±0.4℃;常温加热炉在测温点20℃,45℃,70℃,95℃,120℃的平均温度分别为20.3℃,45.0℃,69.9℃,94.8℃,120.8℃,控温精度分别为±0.5℃,±0.6℃,±0.6℃,±0.9℃,±1.1℃;中温加热炉在测温点100℃,400℃,800℃,1100℃,1500℃的平均温度分别为100.5℃,401.3℃,800.6℃,1100.1℃,1501.1℃,控温精度分别为±1.2℃,±1.6℃,±1.8℃,±1.9℃,±1.9℃;超高温加热炉在测温点1500℃,1700℃,1900℃,2100℃,2350℃的平均温度分别为1499.6℃,1700.8℃,1900.5℃,2099.8℃,2350.6℃,控温精度分别为±1.8℃,±2.2℃,±2.9℃,±3.1℃,±3.8℃;涂层热试验装置的加热/制冷温度范围为-185~2350℃,其控温精度均小于±5℃。热重法测试结果表明:超低温制冷炉,常温加热炉,中温加热炉,超高温加热炉能够实现加热/制冷(-185~2350℃)试验过程中的热重测试,因此本文研制的热试验装置能够实现加热/制冷(-185~2350℃)试验过程中的称重,并且能够实时称重。
4 结束语
本文分别设计了高温加热炉,中温加热炉,常温加热炉,低温加热/制冷炉。本文设计的恒温性能装置,能够实现涂层加热/制冷环境的温度范围为-180~2000℃,在线测重精度为±0.1mg。实验结果表明:本文研制的装置不仅能够进行材料在等温条件下的热重试验,装置采用多个加热装置与制冷装置的有效集成,突破了现有装置加热/制冷温域的局限性,实现了材料的宽温域高精度抗氧化性能测试,同时也将对材料的研究起到极大的推动作用。
猜你喜欢
钻井液与完井液(2022年4期)2022-10-26 06:39:38
一重技术(2021年5期)2022-01-18 05:41:56
哈尔滨轴承(2021年1期)2021-07-21 05:43:14
玻璃(2020年2期)2020-12-11 22:20:04
电镀与环保(2017年3期)2017-06-23 08:24:51
制造技术与机床(2017年2期)2017-05-04 04:17:35
工业炉(2016年1期)2016-02-27 12:34:12
纯碱工业(2015年3期)2015-12-03 07:44:06
中国经贸导刊(2015年27期)2015-10-10 10:24:59
现代冶金(2015年4期)2015-02-06 01:56:01