
浅论YJ27接装机气压式供胶系统的改进
2022-09-29 04:14逯江王宇翔琚志博
中国设备工程 2022年18期
逯江,王宇翔,琚志博
(河南中烟工业有限责任公司安阳卷烟厂,河南 安阳 455000)
安阳卷烟厂2009年以前置换的ZJ17卷烟机组,YJ27接装机都是机械式齿轮泵水松纸供胶系统,随着使用时间的增长,机械式齿轮泵供胶系统存在设备故障率高、维修费用大,增大设备保养难度等问题,成为维修工作中的重点。本着节约成本,借鉴高速设备供胶原理,结合生产实际需要进行供胶系统自主改进,引进并改进气压式供胶系统成为当时的重点攻关项目。
1 机械式供胶系统的工作原理及故障分析
YJ27接装机自带的供胶系统都是机械式胶水泵(以下简称胶泵)提供供胶压力的。胶泵是一种齿轮泵,由三块青铜板组成,中间有两个齿轮,由两个星形把手将三块青铜板紧固。胶泵由一个专用电机驱动,在胶泵上方有一个贮胶的胶水桶,通过手柄控制胶水阀门的开启和关闭。它的工作原理是:机器工作时,电动带动胶水泵运转,将乳胶从水桶经胶管送到胶水缸中。胶位监测器检测胶水缸中胶水量的多少,当乳胶胶位达到预定位置时,胶位监测器发出信号,胶水泵停止供胶;当乳胶位下降至预定位置时,胶位监测器发出信号,胶水泵向胶水缸供胶。当控胶辊与上胶辊对滚后,控胶辊凹槽内的乳胶就涂在上胶辊的外圆上,再由上胶辊涂在水松纸上。上胶之前,导纸块使水松纸的中心与胶辊的上胶对称中心一致。在上胶辊的上方装有抬纸辊,当检测到水松纸有接头或者机器停止工作时,抬纸辊将水松纸抬离上胶辊,避免水松纸上胶。水松纸监测器检测水松纸是否中断,若水松纸中断则立即发出警报,并进入立即停机程序。
在上胶装置后面装有搅浆电动机1,在上胶辊的花键轴上装有超越离合器,超越离合器由花键套3、离合齿轮4和弹簧2组成。机器停止时,搅浆电动机慢速转动,经过齿轮带动上胶辊6及控胶辊7慢速转动,保证乳胶在停机时不结块,而此时离合齿轮不能转动,并推动花键套向上左压缩弹簧,花键套打滑。机器开动后,离合齿轮高速运转,带动花键套高速运转,从而带动控胶辊和上胶辊高速转动。机械式供胶图如图1。
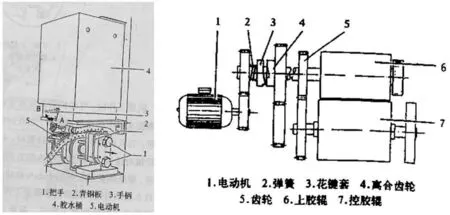
图1 机械式供胶系统
在使用中胶泵主要存在以下不足:
(1)胶水泵配件易磨损费用较高。一般进口胶泵使用3~4年,国产胶泵1年就需要更换,每台进口胶泵的价格为2.5万元、国产胶泵价格3500元,在使用期间还包括多次维修联轴器、密封圈、复磨泵体,胶泵磨损返修后只能使用3~5周。
(2)生产过程中由于胶桶和胶管密封不严易造成漏胶和管子堵塞现象,增加设备保养难度、供胶不足易造成烟支水松纸包裹不严或漏气现象,产生质量隐患,降低设备有效作业率。主要原因一是泵体青铜板之间的石棉垫密封性不强,易出现漏胶的现象。另一原因是两泵胶齿轮相互齿合存在摩擦,齿轮与三块青铜板有摩擦。再加上乳胶有一定的腐蚀性,造成胶泵在使用时间长了以后会出现齿轮及青铜板表面磨损,胶泵的内腔变大。造成胶水在泵体内回流,出现胶量不够的故障。如果溢出的乳胶没有及时得到清理就会结成胶垢,增加设备保养难度。
2 气压式供胶系统的原理分析
气压式供胶系统由压力胶水罐(上有进气口、压力表、限压阀和密封胶圈)、气阀、电磁阀、开关等组成。工作原理是:压缩空气经过气压调节阀调节后进入电磁阀,依据压力信号值控制气电磁阀向胶缸供胶,当胶量达成胶缸上限时,液位光电管输出信号,此信号和压力传感器的信号经过设置程序控制电磁阀的开启、停止、时间等参数,达成控制胶量目标。当胶缸内的压力小于设定值而胶量足够时,电磁阀开启,补充少许压力,当胶缸压力大于设定值时,安全阀开启,释放少许压力,电磁阀和安全阀均受压力传感器的PLC程序控制,工作结束后,打开快换接头将胶缸取下进行清洗。
压力胶水罐中的压力可直接从它上面的气压表读出。它的整个工作原理图如图2。安装实体图如图3、4、5,其中图5的软管及快插式管接头的使用,给后面的生产和维护工作带来了很大的方便。

图2 气压式供胶原理示意图

图3 压力胶水灌

图4 气路安装与连接

图5 压力胶水灌内部
3 安装过程及调整
3.1 准备
安装前准备8mm的软气管和管接头若干,电磁阀一个,胶水压力罐一套,压力调节阀空气滤清器一套,压力开关一个,压力表一个及相应工具等。
3.2 安装过程
(1)安装压力胶水罐:在原来安装驱动电机的平台上安装新的压力胶水罐的专用固定座及在它的上面装上压力胶水罐并固定好。用胶水软管从原胶缸出胶接口处接到压力胶水罐出胶口。
(2)电磁阀、气阀、开关的安装:在YJ27接装机后身压缩空气控制室的左侧面防护板上打出合适的孔,用螺钉固定好电磁阀、开关和气阀及滤清器。管的连接:主进气用气管从YJ27接装机压缩空气主分配器上的预留气孔连到气压调节阀,再由此连到开关,最后到达电磁阀入口。电磁阀出口直接用软管连至压力胶水罐(进气与排气共用一根管)。电磁阀所需的一根控制风管可从开关的前面通过一个三通引入。电磁阀的连接如图6。

图6 电磁阀的管连接
(3)电磁阀的电气连接:将电磁阀连线接入K13的A0和A1上,将胶缸胶位监测器的缺胶信号转换为电磁阀的开启信号,这样当电磁阀工作时压缩空气就进入压力胶水罐,当它不工作时压力胶水罐中的气压通过电磁阀的常开口排出。
3.3 调整
安装完后主要的工作就是调整此系统使其供胶快而断胶迅速,以能满足设备的生产需求。压力灌内的气压大小是此系统能正常工作的关键。调节气压时要不断地观察胶缸进胶口胶水注入量去改变气压的大小,直到满意为止(0.2MPa)。此系统开始使用时,通过多次以上的调节,再经过一段时间的试用和观察期,以观察其效果如何如有必要可再进行一次调整。
4 安装气压式供胶系统后的使用及效果
安装气压式供胶系统并使用一段时间后发现,此系统最易发生的故障是:压力灌的进气口及弯头处易堵塞,堵塞后会出现供胶偏慢,断胶不及时的故障。
为了减少此故障的发生的概率,在使用中主要是要注意:(1)胶水罐中的胶水不能注得太满,胶水位应控制在罐内的刻度线以下。(2)压力不能高于0.2MPa。出现这种堵塞情况时维修方法很简单:打开胶水罐(打开前必须关掉开关,排出罐内的压缩空气使压力降为零),拆下进出气口进行清理,同时清理其气管必要时可更换一根长度及口径相同的气管。重新盖上胶水罐故障一般都会得到排除(在开机过程中也可进行)。为了减少此故障的维修用时,在压力灌内使用了软管和快插管接头,如图五。如果出现堵塞严重时,可直接更换软管和接头。大大缩短了维修时间。通过一段时间的使用后,采用此供胶系统的优点也日益显现,它的主要特点是:
①安装并调整好后此系统维修用时少,维修的主要工作是清理或更换气管,更换压力灌胶圈。配件磨损低。在半年使用过程中,除了一些平常的保养外,基本上没有进行过大的维修和更换。节约了时间和换件费用。
②可减少保养和维修时间,安装好此系统后的保养工作主要是清洗压力灌。降低维修难度,由于更换的软管和管接头单价低而节约配件消耗,提高生产效率。
③经过在一台设备上的实验改进和总结,该系统完全能满足原设备生产工艺要求,提高了产品质量,降低了质量缺陷。
5 结语
由于气压供胶方式机械结构简单,可靠性高,故障低,降低了维修费用、设备保养快速简单、可根据设备运行速度快速调整供胶量(供胶不足时,只需调节气压大小便可)。对设备的连续运转及提高有效作业率起到了很好的推动作用。
猜你喜欢
今日农业(2022年14期)2022-09-15
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
保健与生活(2022年11期)2022-06-09
家庭医药(2021年6期)2021-07-23
老年博览·上半月(2021年6期)2021-07-01
阅读(快乐英语中年级)(2021年11期)2021-03-09
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
幼儿教育·父母孩子版(2017年3期)2017-06-15
