一种含钼废料的处理研究
2022-09-28 08:52刘蕾
四川化工 2022年4期
刘 蕾
(金堆城钼业股份有限公司化学分公司,陕西渭南,714000)
钼酸铵在高温焙烧的条件下,经过分解反应生成高纯三氧化钼[1],在分解过程中除了生产主产品高纯三氧化钼之外,还会生成含钼的多种氧化物[2],这些氧化物除了杂质高,还存在颜色较深的现象,对成品的外观以及后续的加工造成一定的影响。在生产过程中认为此种类型的物料为废料,废料的来源主要是因为高温焙解时温度不均匀造成驱氨不尽产生的。经统计焙烧1000kg钼酸铵可以产生20kg废料,且废料中含有大量不可溶钼,所以有必要对物料进行处理,使废料中的不可溶钼转化成可溶钼,避免含钼废料返回至钼酸铵的氨浸工序增加生产成本[3]。
一般情况下废料的处理方式有两种:一种是少量多次加入钼酸铵中,在焙解炉中进行二次焙烧,这种方法处理能力有限,控制不好会造成产品污染;另一种方法是直接加入钼酸铵的氨浸工序,此方法只能处理废料中的可溶钼,对于废料中的大量不可溶钼不能处理,造成了资源浪费。
本文主要深入研究了对废料进行氧化处理,使废料中的不可溶钼转化成可溶钼,再进行进一步的处理。由于氧化剂选择双氧水,不会带入其他杂质,反应后进行烘干、高温焙烧,最后成为含钼产品。
1 试验研究
1.1 试剂及仪器
实验中主要使用的试剂及仪器分别见表1和表2所示。

表1 试剂列表

表2 仪器列表
1.2 预处理
1.2.1 试剂
将氧化剂双氧水(30%)分别配置成浓度为5%、10%、15%的溶液。
1.2.2 试样
随机选取高纯三氧化钼车间库房堆放废料2kg,置于干燥处。取样分析结果见表3。

表3 废料检测指标(%)
1.3 实验原理
将一定比例灰黑色废料与双氧水混合,发生剧烈氧化反应,混合液为黄绿色,反应一定时间后放入烘箱将固体样水分烘干,进行高温焙烧再称重。
1.4 操作步骤
(1)将浓度30%的双氧水分别配置成浓度5%、10%、15%的氧化剂溶液,不同浓度的氧化剂溶液与不同混合比例(40%、50%、60%)的废料在烧杯内进行充分混合,时间为30min。
(2)将烧杯置烘箱并在100—120℃左右进行烘干,蒸发的过程进行间断性搅拌。
(3)将烘干的固体样粉碎放入坩埚中,放置在500—550℃马弗炉中,恒温1h后取出,冷却至室温。
(4)用40目标准检验筛筛分。
2 结果与讨论
2.1 试验条件
在不改变实验的其他条件下,不同浓度的氧化剂与不同混合比例的废料混合反应,将结果进行对比,见表4。

表4 不同浓度氧化剂与不同混合比例废料的实验结果(%)
由表4可得,氧化剂浓度的不同不会影响焙烧后实验样Mo含量。因此确定氧化剂浓度为5%,同时在不改变实验的其他条件下,同浓度的氧化剂与不同混合比例的废料混合反应,将结果进行对比,见表5。
由表4、表5可得,氧化处理后的废料中钼含量由原来66.16% 最高提高到66.66%,提高了0.50%;同时废料中铵根离子的含量也由原来的0.409% 最低降低到0.0050%,降低了0.404%。而且不同混合比例也不会影响试验数据的结果。
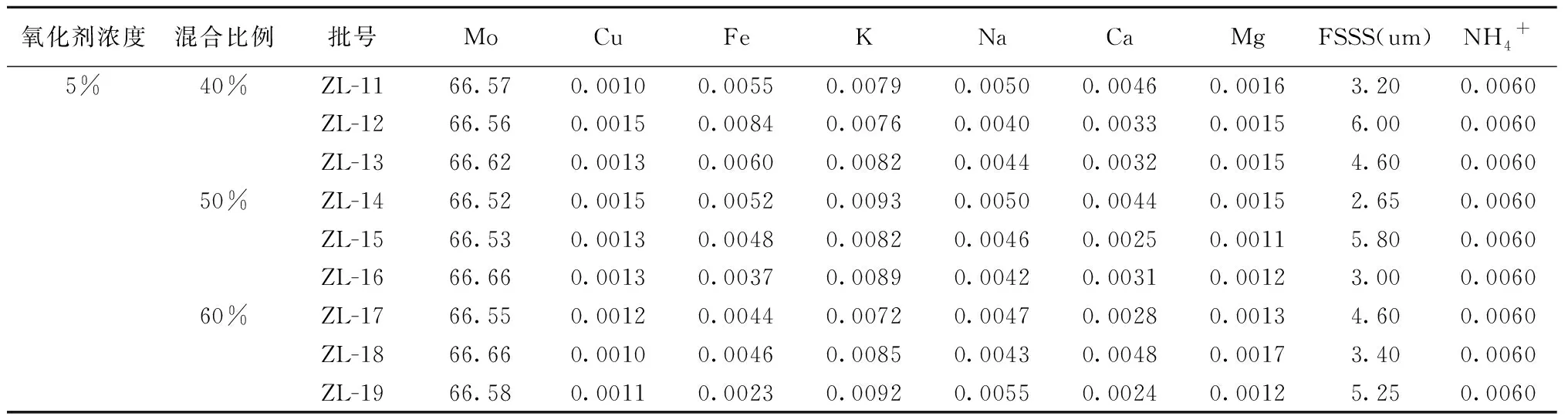
表5 同浓度氧化剂与不同混合比例废料的实验结果(%)
2.2 小结
灰黑色的废料在氧化过程中反应剧烈,反应后混合液为黄绿色,经烘干水分再高温焙烧后颜色为灰绿色。氧化反应过程中必须进行间歇搅拌,使混合液充分反应。用双氧水对含钼废料进行氧化,氧化后再进行烘干、煅烧,可以确定试验条件为废料-双氧水以1:2混合,烘干温度为120℃,焙烧温度为550℃,恒温1h,最后得到灰绿色含钼样品。
3 结论
本法试验过程简单易操作,使用的氧化剂无杂质带入,处理后的废料主品位钼含量得到提高,同时也降低了铵根离子的含量,可见用此法回收废料成为含钼产品是可行的。从资源开发角度出发,对于日趋减少的有限钼资源做到了充分利用;从生产厂家来说,降低了回收废钼成本,产生了可观的经济效益和社会效益[4]。
猜你喜欢
氯碱工业(2022年1期)2022-11-26
河南科技(2022年8期)2022-05-31
中国钼业(2022年1期)2022-03-21
河南农业科学(2021年3期)2021-04-08
人民黄河(2021年3期)2021-03-28
染整技术(2020年5期)2020-06-04
中学化学(2019年4期)2019-08-06
中学化学(2019年4期)2019-08-06
山东农业科学(2019年3期)2019-08-03
中学生数理化·高二版(2008年5期)2008-11-12