铜冶炼多点位余热高效梯级利用技术应用
2022-09-27 06:23马晓辉
硫酸工业 2022年6期
马晓辉
(长沙有色冶金设计研究院有限公司,湖南长沙410011)
目前,我国能源生产的增长速度还难以适应国民经济发展的要求,能源价格仍呈上升趋势,能源费用占企业生产总成本的30%以上,铜冶炼企业面临着不小的挑战。开发利用好铜冶炼过程产生的大量余热,将是保障铜冶炼企业健康发展的有力手段。随着铜冶炼技术的快速发展,铜生产工艺在节能技术水平上有了较大的提升。然而,受铜冶炼技术的约束,大量的烟气余热和中低品位的余热资源得不到充分利用,造成了严重的能源浪费。如果采取有效的技术手段对这些余热进行回收与再利用,不仅可以节约资源,也能在一定程度上缓解企业能源供应不足的矛盾,提高企业的经济效益,实现企业的可持续发展。因此,研究铜冶炼企业全流程余热回收和利用具有重要意义。
铜冶炼企业的余热资源主要集中在铜冶炼系统的熔炼和吹炼工序、制酸系统的转化和干吸工序。目前熔吹炼工序的余热锅炉所产中压饱和蒸汽,用于饱和汽轮机发电。制酸系统余热资源较丰富,既有转化一段工序的高品位余热资源(600 ℃左右),又有预转化工序的中低品位余热资源(400 ℃左右),还有干吸工序的低品位余热资源(200 ℃)。目前制酸干吸工序均按常规设置热管低压锅炉,产出0.8 MPa的低压饱和蒸汽,供生产和生活使用,其余余热资源均未得到有效利用。
为了充分利用制酸系统的余热资源,国内的科研机构和设计院对铜冶炼硫酸工序余热利用进行了研究[1-4]。目前国内仅有易门铜业在转化一段出口设置了过热器,代替传统的冷却器,将熔/吹炼炉余热锅炉产出的中压饱和蒸汽过热为中压过热蒸汽,既降低了转化一段出口烟气的温度,又提升了蒸汽的品质,增加了发电量[5],且该项投资相对于饱和蒸汽发电节省了约30%。近五年的运行证明,该系统稳定可靠,经济效益显著。
目前铜冶炼企业在余热利用方面存在的主要问题是:未全流程、系统性地对制酸系统的余热资源进行考虑,致使高品位的余热资源得不到充分利用,低品位的余热资源没有得到完全有效利用。针对该情况,结合生产实际,积极探索多点余热高效利用很有必要。
1 铜冶炼和制酸工艺
1.1 铜冶炼工艺
铜冶炼项目常规的工艺路线是先通过熔炼产出55%~60%的冰铜,然后经过造渣和造铜两个过程将冰铜吹炼成粗铜。由于大部分冰铜吹炼工艺在一个吹炼空间中分阶段进行,而这些工艺存在生产不连续、效率低、炉寿命短等问题,含硫烟气无组织排放难以收集、处理费用高等问题(如PS转炉吹炼工艺),或存在粗铜含硫高、杂质含量高、吹炼渣含铜高、直收率低、冶炼成本高等缺点(三菱法连续吹炼)。
内蒙古自治区某新建400 kt/a阴极铜大型铜冶炼厂采用“侧吹+顶吹”的二连炉专利技术,即新型侧吹熔炼和多枪顶吹连续吹炼炉冶炼工艺,具有以下技术优势:
1)熔炼工序设计选用新型侧吹熔炼工艺,不但具备当前铜冶炼企业侧吹熔炼炉的优点,还具有热稳定性强、燃料率更低(小于1.5%)、操作更稳定、炉体大修期更长(3年以上)等优点。同时,该炉型可在年平均熔炼渣w(Cu)不超过2.5%的情况下产出品位75%左右的白冰铜,并能为提高下道连续吹炼工序的粗铜质量和直收率创造有利条件。
2)吹炼工序设计选用多枪顶吹连续吹炼工艺,可以连续吹炼熔融态白冰铜,从根本上解决转炉吹炼的低空污染问题,具有生产连续稳定、易控制好操作、产出粗铜硫含量低[w(S)<0.03%]、杂质含量低、可以消化同期粗铜产量25%~30%的高品位冷料[w(Cu)>95%]、鼓风压力低、综合能耗低、余热利用效果好、炉体寿命长等诸多优点。
在该二连炉炼铜工艺设计中,熔炼炉余热锅炉和吹炼炉余热锅炉共用1个汽包,保证了余热锅炉的稳定运行,为后续余热综合利用创造了良好条件。
1.2 制酸工艺
烟气制酸系统选用绝热蒸发稀酸动力波洗涤的烟气净化技术,净化工序出口的冶炼烟气中φ(SO2)超过19%。若采用常规的SO2转化技术,需将φ(SO2)稀释至12%~13%,才能控制转化器一段催化剂床层出口的温度不超过630 ℃。如果通过加入大量的稀释风降温,则会导致后续设备规模增大,不仅会增加设备的设计制造难度,也会增加装置投资和运行费用。近年来,随着富氧熔炼工艺的发展,铜冶炼配套的制酸系统采用高浓度SO2制酸工艺的优势也日益明显:不仅可以减少制酸电耗,还可以提高热回收率,进而降低制酸成本,提高硫酸生产的经济效益。因此,该项目采用更为经济的高浓度SO2复合转化技术。高浓度SO2复合转化技术适用于SO2浓度在较大范围内波动的工艺烟气,总转化率可达99.96%,排放尾气的ρ(SO2)低于200 mg/m3。该流程不需要引进国外工艺和设备,具有工艺适应性好、操作弹性大、余热利用合理等优点。
该项目采用部分烟气稀释后预转化工艺与“3+1”二转二吸制酸工艺相结合的流程,将干燥后的高浓度SO2工艺烟气分成两路,其中一部分(大约50%)与干燥的稀释空气混合,控制φ(SO2)在11%左右进入预转化系统,经过预转化后的SO3烟气再与风机出口的其余50%的SO2烟气混合,进入“3+1”主转化系统。
2 多点位余热高效梯级利用技术
冶炼系统由2套独立生产系统组成,单套系统各配置了1台熔炼炉、1台多喷枪顶吹连续吹炼炉、2台阳极精炼炉,其中熔炼炉和吹炼炉高温烟气具有大量的可回收余热;而制酸转化系统中烟气的SO2转化为SO3的过程中,也放出大量的可回收热量。
2.1 熔炼炉烟气余热回收
单套生产系统的余热锅炉配置的设备参数见表1,入口烟气条件见表2。
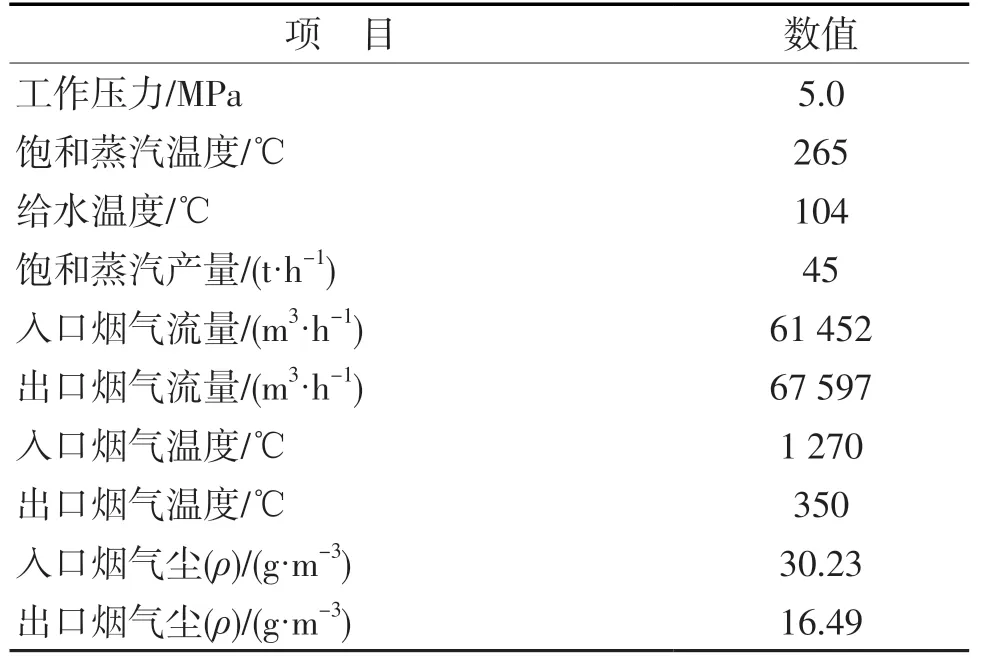
表1 熔炼炉余热锅炉设备参数

表2 熔炼炉余热锅炉入口烟气条件
2.2 吹炼炉烟气余热回收
单套生产系统连续吹炼炉配置的设备参数见表3,余热锅炉入口烟气条件见表4。
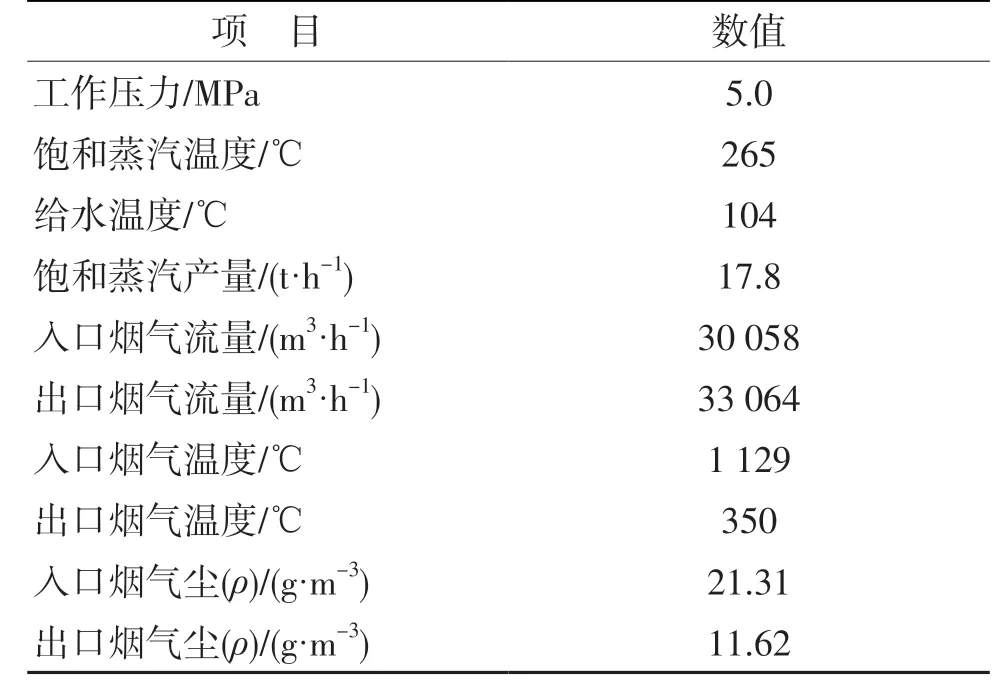
表3 吹炼炉余热锅炉设备参数

表4 吹炼炉入口烟气条件
2.3 制酸系统干吸工序余热回收
干吸工序一次吸收设置HRS低温位热回收系统,产出0.8 MPa的低压饱和蒸汽。高温吸收塔分为两段,用带通气孔的隔板隔开,各自设有填料层。高温吸收塔下段喷淋约200 ℃、w(H2SO4)99%的浓硫酸吸收烟气中的SO3,吸收SO3后的硫酸质量分数升高至约99.7%,温度升高约20 ℃,从塔底流入高温吸收塔循环槽,由高温循环泵送入蒸汽发生器。高温浓硫酸在蒸汽发生器内与锅炉给水换热,产生低压蒸汽。蒸汽发生器出口的浓硫酸分为两部分,其中大部分硫酸在混合器内加水调节质量分数至约99%后进入高温吸收塔循环使用,小部分硫酸依次经锅炉给水加热器和脱盐水加热器进一步回收热量后串入二吸塔循环槽。
干吸工序二次吸收的酸冷却器设置循环水和热水的双冷却系统,在夏季使用循环水冷却酸,冬季使用供暖热水冷却酸,产出的热水供附近生产生活区域采暖使用,整个系统热利用率高。使用阀门控制主转化和预转化的烟气流量和压力,整个装置的压力降只略高于传统的“3+1”二转二吸装置,运行成本较低。
2.4 制酸系统转化工序余热回收
根据制酸工艺要求,同时结合全厂余热利用的需要,主转化一段设置1台过热器,过热熔吹炉余热锅炉产出的中压饱和蒸汽;在主转化三段设置1台过热器,过热干吸工序余热回收装置产出的低压饱和蒸汽。主转化四段出口的二次转化烟气的余热,用于加热干吸工序低温位热回收系统蒸汽发生器的热水。过热器入口的烟气条件见表5,转化工序余热回收装置的设备参数见表6。
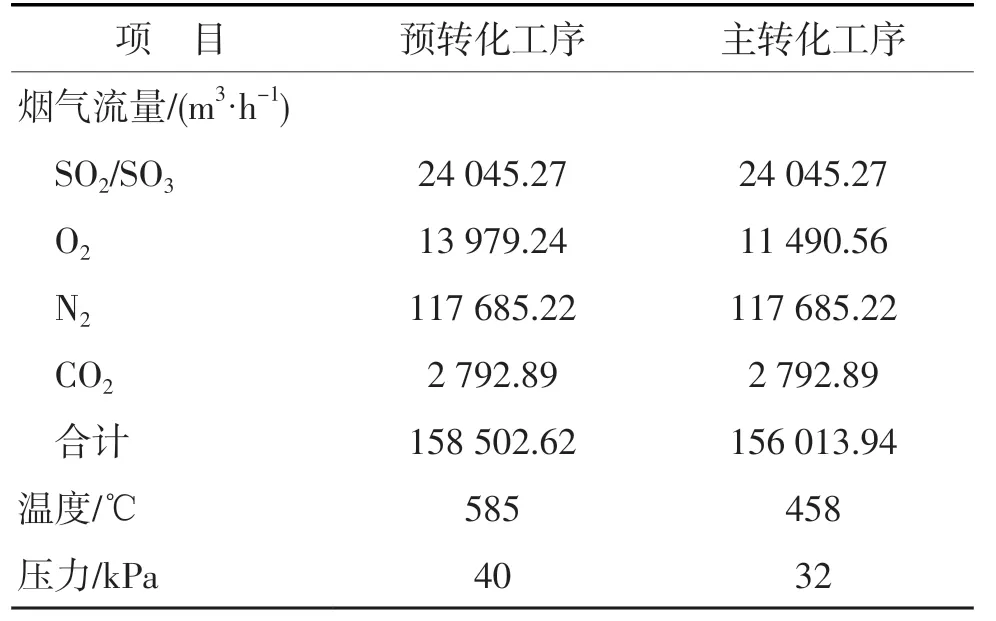
表5 过热器入口烟气条件
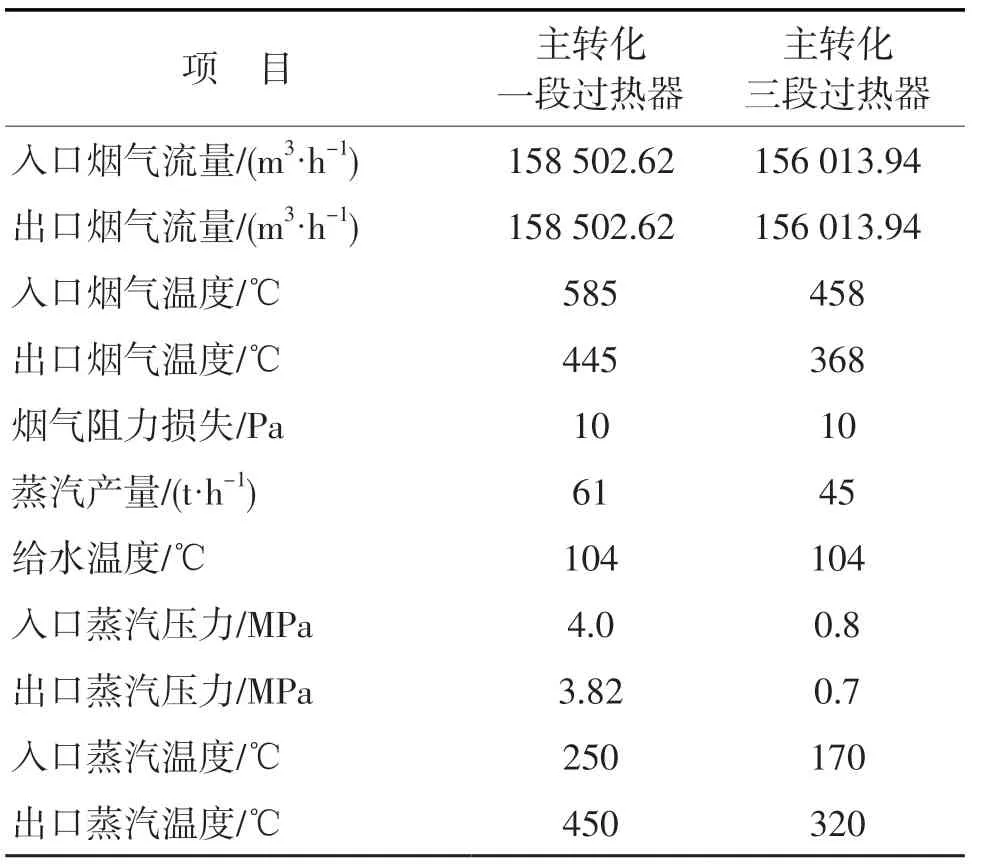
表6 转化工序余热回收装置设备参数
2.5 蒸汽余热利用
两条冶炼生产线的蒸汽生产情况见表7。

表7 蒸汽生产情况
由于蒸汽产量大,可以考虑设置汽轮发电机组进行发电,也可以考虑直接采用汽轮机拖动大型设备。该项目中的大型设备有1台18 000 kW深冷空气压缩机、2台3 030 kW制酸系统SO2风机、2台1 500 kW空气风机,因此考虑采用中压过热蒸汽拖动上述5台大型设备。过热蒸汽用于设备驱动更符合能源利用的发展趋势,蒸汽利用效率更高,故设计采用蒸汽与电力双驱动,保证大型设备运行的可靠性。低压过热蒸汽用于汽轮发电机组发电,低压饱和蒸汽用于生产和生活用汽。全厂蒸汽平衡见表8。
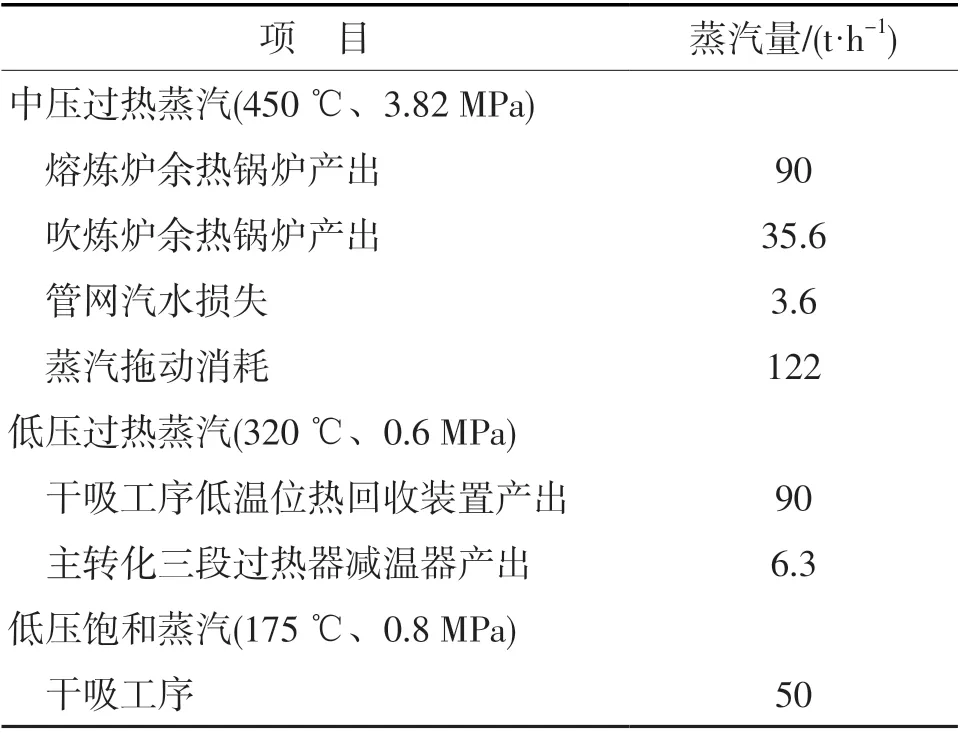
表8 全厂蒸汽平衡
熔炼炉余热锅炉、吹炼炉余热锅炉产出的4.0 MPa中压饱和蒸汽经过硫酸主转化一段的过热器过热至450 ℃、3.82 MPa,用于制氧站空气压缩机和制酸系统SO2风机、空气风机驱动。当驱动汽轮机故障时,多余的中压过热蒸汽通过减温减压器回收冷凝水。
干吸工序低温位热回收装置产出的0.8 MPa低压饱和蒸汽,经过主转化三段的过热器过热至320 ℃、0.7 MPa,送入厂区低压过热蒸汽管网全用于冷凝发电。当低压饱和蒸汽不够用时,部分低压过热蒸汽经减温减压器进入低压管网供生产和生活使用。当低压过热蒸汽汽轮机组故障时,低压过热蒸汽经旁路减温减压器后通过冷凝器回收冷凝水。
蒸汽利用流程见图1。

图1 蒸汽利用流程
3 余热回收系统试运行情况
该铜冶炼项目投产运行一年以来,余热回收系统运行稳定。生产实践证明,该余热利用方案实现了多点位余热高效梯级利用的构想,每小时可节电39 000 kWh,扣除自用电,节电约2.52亿kWh/a,减少二氧化碳排放200 kt/a,节能减排效益显著。该余热回收系统主要具有以下优势:
1)在制酸系统转化工序设置中压过热器和低压过热器是可行的,在运行实践过程中并未发生明显的腐蚀现象。
2)低温位热回收装置的设备材料采用不锈钢材质可以避免酸腐蚀。
3)二吸塔的余热回收装置在冬季时产出供暖用热水给厂区,一方面大大减少了硫酸循环水的用量,节约了冷却塔能耗;另一方面用余热采暖节约了燃气消耗,节省了采暖成本。
4)系统运行稳定,未发生因换热器故障引发的系统停机问题。
5)大型设备采用蒸汽和电力双驱动,蒸汽利用效率高,保证了设备运行的可靠性。
4 结语
该铜冶炼企业开发的新型铜冶炼余热利用技术,将熔炼工序和吹炼工序余热锅炉所产4.0 MPa中压饱和蒸汽利用制酸系统转化一段的过热器过热至450 ℃、3.82 MPa,用于工业设备拖动;制酸系统干吸工序产生的0.8 MPa低压饱和蒸汽,部分在预转化工序的过热器过热至320 ℃,其余用作生产和生活用汽;干吸工序的酸冷却器产生的余热用于加热熔炼工序余热锅炉给水和干吸工序余热锅炉给水,还可用于冬季厂区供暖。该技术综合能源利用效率较高,真正实现多点位余热高效梯级利用,经济效益显著,值得进一步推广。
猜你喜欢
宝钢技术(2022年2期)2022-11-23
消费电子(2022年6期)2022-08-25
农业工程学报(2022年7期)2022-07-09
节能与环保(2022年3期)2022-04-26
节能与环保(2022年3期)2022-04-26
建材发展导向(2021年12期)2021-07-22
科学家(2021年24期)2021-04-25
科学文化评论(2021年5期)2021-04-23
人民交通(2020年2期)2020-04-16
军事文摘·科学少年(2017年1期)2017-04-26