带式输送机液压自动张紧装置设计及应用
2022-09-25 03:57王坤
机械管理开发 2022年8期
王 坤
(中检集团公信安全科技有限公司,山东 枣庄 277101)
1 61606 运输顺槽概况
国源矿业开发有限公司61605 运输顺槽位于61盘区北翼东侧,距已回采61601 工作面约300 m,南接西翼开拓大巷,北至井田边界。相邻的东侧61605工作面和西侧61608 工作面均未采动。
61606 运输顺槽设计长度为1 156 m,掘进煤层为6 号煤层,煤层为长焰煤、黑色,平均厚度为21.37 m,煤层结构复杂;工作面区域煤层夹矸4~12 层,单层夹矸厚度0.1~0.6 m,夹矸平均总厚度2.78 m;夹矸岩性为碳质泥岩、泥岩及高岭土;煤层平均倾角为1.5°;煤层普氏硬度系数为0~1.0,夹矸普氏硬度系数f=2.0~3.0。
61606 运输顺槽采用综合机械化掘进工艺,巷道采用EBZ260 型掘进机掘进,采用SSJ-100 型带式输送机进行运煤,巷道内设计安装2 部带式输送机,每部输送机运输长度为660 m,带式输送机功率为40 kW,双电机驱动方式,输送机采用游动车张紧装置;截止目前巷道已掘进420 m。
2 巷道掘进期间运输现状及主要问题分析
2.1 带式输送机运输现状
巷道在前期掘进过程中巷道内带式输送机共计发生7 起断带事故,3 起因带式输送机跑偏导致输送机运输负荷加大,出现电机烧毁事故;通过现场调查发现,带式输送机在空载以及重载状态下普遍存在打滑、跑偏现象,而造成带式输送机出现打滑跑偏主要原因是由于带式输送机张紧力不合理;61606 运输顺槽主要采用游动车进行张紧,当输送带加长后一人开启游动车开关,另一人观察游动车移动时输送带张紧情况,当输送带张紧到一定程度时通过人工关闭游动车电源,由此对输送带张紧力进行调整。
2.2 主要问题分析
1)自动化水平低:传统的游动车张紧装置一般安装在距输送机机头20~30 m 处,且游动车采用一台额定电流为80 A 隔爆型开关进行控制,该开关与带式输送机未进行联锁控制,当运输过程中需要调节张紧装置时,需3 人配合施工,一人关闭带式输送机电源,一人开启游动车开关,另一人贯彻游动车移动距离,整个过程相对烦琐、自动化水平低、劳动作业强度大,不利于巷道安全快速掘进。
2)张紧精度低:传统游动车张紧装置在进行输送带张紧时,主要利用人工观察,当游动车移动一段距离后施工人员发现输送带具有一定张力时即可判断张紧合理,判断盲目性大,很容易造成输送带因张紧力不合适而导致跑偏、断带等事故;同时传统张紧装置只能对输送机静态时进行张紧,当输送机在运输物料时无法实时对输送带进行张紧,降低了张紧精度[1]。
3)保护装置落后:由于带式输送机在运输物料过程中受大块煤矸、铁器等磨损,导致输送带磨损严重,磨损输送带在运输物料时若张紧力过大时很容易造成输送带断带事故,而传统游动车张紧装置不具有输送带监测功能,当输送带磨损严重时无法对其张紧装置自动调节,系统保护装置相对落后。
3 液压自动张紧装置设计
3.1 液压自动张紧装置结构
液压自动张紧装置主要由游动车、重力感应装置、激光扫描仪、PLC 控制以及各类开关如游动车开关(80 A)、连锁开关(200 A)等组成,如下页图1 所示。
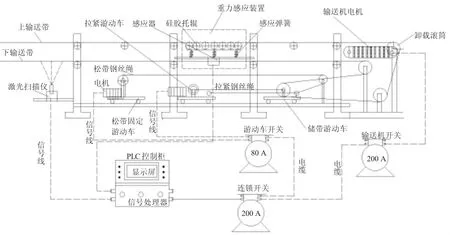
图1 液压自动张紧装置结构示意图
1)重力感应装置主要由感应弹簧、硅胶托辊、感应器等部分组成,该装置主要安装在距机头20 m 处,感应器玉PLC控制器连接,重力托辊下方安装3 个感应弹簧,感应弹簧与感应器连接,该装置主要监测输送带运输物料重力变化,从而实现实时张紧自动调节目的。
2)激光扫描仪主要包括激光发射器、处理器等部分组成,激光扫描仪安装在距输送机机头30 m 处上输送带下部,距输送带安装距离为0.3 m,激光发射器可发出连续稳定的光束,处理器与PLC 控制器连接;该装置主要对输送带磨损情况进行监测,并实时发出保护动作。
3)游动车主要包括松带固定游动车、储带游动车、拉紧游动车,固定游动车安装在轨道一端,固定游动车上安装一个绞盘,绞盘与钢丝绳一端固定连接,储带游动车主要用于储存输送带,拉紧游动车通过钢丝绳与储带游动车连接,其中固定游动车、拉紧游动车电机与游动车开关连接。
4)PLC 控制器是整套装置的核心部件,主要用于各类数据收集处理,并下达指令,PLC 控制器分别与连锁开关、重力感应装置、激光控制器进行连接。
5)连锁开关额定电流为400 A,连锁开关与带式输送机电机开关连接,连锁开关主要用于对带式输送机电机进行连锁控制。
3.2 装置工作原理
3.2.1 重力感应张紧原理
1)重力感应装置设置感应动作保护值为100 kg/m2,当带式输送机运输物料单位质量达100 kg时,装置通过感应器监测并进行数据统计,感应器及时将统计数据上传至PLC 控制器内。
2)PLC 空中器接收数据信号后及时对游动车开关发生指令,游动车开关接收指令后控制松带固定游动车以及拉紧游动车上的绞车盘转动,在绞车盘带动下使储带游动车向前移动。
3)储带游动车向前移动实现松带目的,从而避免了输送带因运输重量大的物料时出现张紧力过大,导致断带事故;当输送带卸载物料时,重力感应装置监测到输送带内运输物料质量不足50 kg/m2时,感应器再次将收集信号发送至PLC 控制器内,控制器接收信号后对游动车开关发送指令。
4)游动车开关接收指令后及时松动固定游动车以及拉紧游动车进行控制,具体控制步骤如下:松带游动车绞车盘顺时针转动,使钢丝绳延长,而拉紧游动车绞车盘逆时针转动使钢丝绳拉紧,此时储带游动车在钢丝绳作用下向后移动,从而实现张紧目的[2]。
3.2.2 输送带磨损及断带张紧原理
1)通过激光扫描仪主要判断输送带磨损以及断带情况,当输送带出现磨损时激光扫描仪发射的连续光束,被接收器接收时间不同,磨损的地方光束接收时间长,根据光束接收时间差判断输送带磨损情况。
2)当输送带出现严重磨损后,接收器无法接收连续稳定的光束,此时处理器及时将信号传送至PLC控制器内,控制器接收信号后对游动车开关下发指令,游动车开关接收指令后及时对3 台游动车进行控制,控制方式与重力感应张紧方式相同,实现松带目的[3]。
3)当输送带出现断带事故时,激光扫描仪只发出光束,但无法接收光束,此时判断为断带事故,处理器及时将信号传送至PLC 控制器内,控制器接收信号后对连锁开关发出指令,连锁开关接收指令后及时切断输送带电源,从而防止断带事故范围扩大。
4 应用效果分析
61606 运输顺槽掘进至420 m 处对第一部带式带式输送机安装了一套液压自动张紧装置,截止2021 年12 月14 日巷道已掘进到位,巷道掘进至670 m处安装了第二部带式输送机,为了分析液压张紧装置应用效果,第二部仍然采用传统游动车张紧装置,经对比分析发现:第二部带式输送机采用游动车张紧时,在后期回采过程中输送机因张紧不适宜导致故障共计12 起,而第一部带式输送机安装液压张紧装置后,未出现一起因张紧不适宜导致输送机故障,减少输送机维修费用达27.4 万元,大大提高了带式输送机运行稳定性,保证了采掘巷道安全快速掘进。
猜你喜欢
科海故事博览·下旬刊(2022年4期)2022-05-07
起重运输机械(2022年2期)2022-03-04
中国金属通报(2021年21期)2021-11-19
哈尔滨轴承(2021年1期)2021-07-21
小学科学(2020年11期)2020-03-04
山东工业技术(2015年1期)2015-03-16
中国新技术新产品(2014年12期)2014-11-16
天津诗人(2014年4期)2014-11-14
中国新技术新产品(2013年7期)2013-08-15
中国新技术新产品(2012年7期)2012-11-16