
新能源汽车铁芯冲裁粘压一体化成形工艺
2022-09-24 11:49:14黄秀东刘雪东周茂伟邹春华
模具工业 2022年9期
0 引言
随着经济的高速发展,消费者对汽车性能的需求也越来越高,汽车的普及一定程度上会导致不可再生资源的紧缺
。交通燃料的消耗及汽车尾气的排放是造成环境污染和全球温室化的主要原因,进而对汽车产业造成冲击
。节能和环保是当今世界汽车发展的两大主题
,新能源汽车可以有效避免使用不可再生能源造成的环境污染,是未来汽车的发展趋势,因此新型能源驱动电机系统的需求也随之增大
。
①内源性融资不足。我国中小企业普遍缺乏良好的自我积累机制,缺乏长期经营理念,没有建立完善的融资管理机制,不注重自身积累造血功能,内部积累的资金远远不能满足企业生产经营和发展的需要。
目前,硅钢片的叠装方式多数通过焊接、螺栓连接或叠铆
组装成铁芯,无论是焊接、螺栓连接还是叠铆,铁芯的完整性都遭到了不同程度的破坏,增大了能量损耗。相比之下,粘胶铁芯具有明显优势:①电机的各方面性能会得到大幅提高;②同等效率的情况下,可以降低铁芯高度,缩小电机的外形尺寸;③由于回转角度的限制,比常规扣点小;④有些铁芯无法采用传统连接方式,胶粘技术可以避免此类问题;⑤铁芯的几何量公差(平行度、垂直度、圆柱度等)更小。
市场上出现的粘胶铁芯较少,因此其在新能源汽车驱动电机上的应用也较少,原因是该类型铁芯通过工装及手工制作,生产效率低,铁芯的一致性较差,无法大批量生产。目前普遍的制造工艺是采用单冲模冲裁单片的转子、定子冲片,通过对每片转子、定子冲片进行点胶,并通过高温加热的方式使其固化,得到转子粘胶铁芯和定子粘胶铁芯。
新能源驱动电机铁芯的体积普遍较大,因此在冲裁加工过程中,需要采用大压力、宽台面的高速、高精密冲压设备。而通常此类设备售价较高,导致单件粘胶铁芯的生产成本高。要使粘胶铁芯大批量生产且一致性好,须采用级进模成形工艺,而满足高效、快速生产等要求则须保证模内喷胶结构稳定、可靠,且胶水能快速固化。合理的设计粘胶铁芯制造工艺,可以提高铁芯的加工质量、提升生产效率、降低制造成本。
1 电机铁芯的成形工艺
电机铁芯的冲片材料为硅钢片,一般冲裁片的厚度薄。对于冲片的技术要求如下:孔和槽的冲压毛刺方向向下,毛刺的大小需要在合理的范围内,冲片的平面度需满足铁芯安装与使用要求。冲片的结构特点对设计的冲模提出了更高的要求。
定子外径一般在
180~
270 mm,转子外径在
100~
220 mm,材料厚度为0.3 mm。为实现电机转子铁芯和定子铁芯模内快速冲裁、固化粘接,设计了图1所示的电机铁芯排样。模具采用冲裁叠压一体式设计,冲裁与叠压同时进行,叠压工序采用机械自动化的回转叠压机构,提高了铁芯的生产效率、节约了制造成本。模具工作原理:将硅钢条料输送至冲模中间进行冲裁加工,在条料表面喷涂粘接剂及粘接催化剂,通过催化剂与粘接剂的接触,使粘接剂快速固化,形成转子铁芯和定子铁芯。转子铁芯和定子铁芯在达到预设的片数后停止喷胶,通过运输装置逐一从冲模中运输出来。
科学设计指标。确立政治生态评价体系的“三二一”框架基础,即“政治立场、政治作风、政治纪律”三个核心要素,党员干部和部门单位两类评价对象,群众满意度这一检验标准。在此基础上坚持问题导向,共设置8项一级指标、27项二级指标和45项三级指标,对全市副科级以上单位及科级干部、中层干部、村居主职干部进行评价,并将个人评价结果与单位评价结果实时关联,确保“画像”的科学性、客观性。
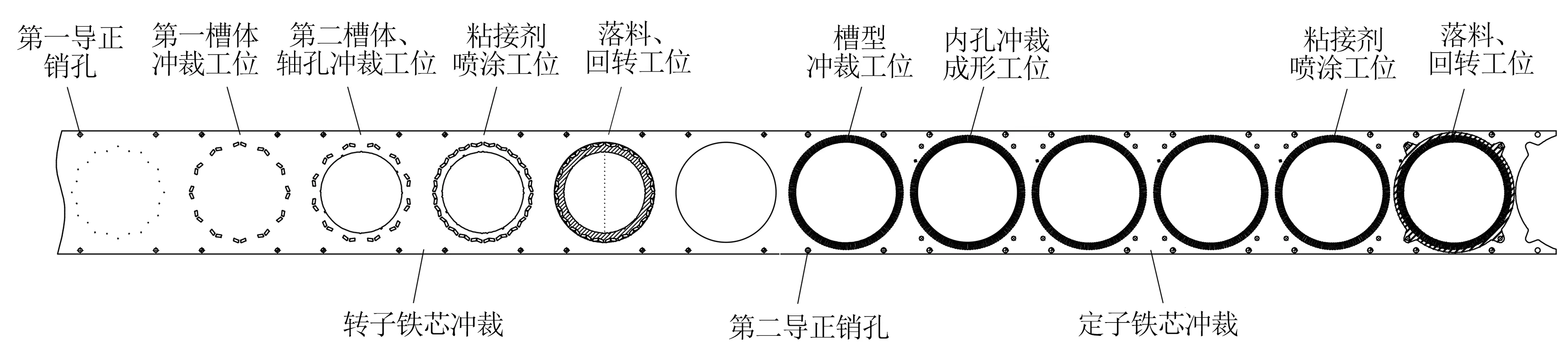
从图1可以看出,每次向前步进送料后,在条料上冲裁第一导正销孔,并以第一导正销孔为参照冲裁第二导正销孔,条料沿长度方向冲出两排导正销孔。在模具冲裁加工过程中,导正销孔与冲模的导正销配合,对步进运动输送的条料起导正作用,使条料在运行到连续冲裁模的每个工位时,都可以对铁芯各特征进行加工,确保每一个位置加工特征的准确性,提高铁芯成形质量,保证成品率,提升经济效益。
2 模内步进式连续冲裁过程
此外,快速固化促进剂和喷胶机构应具备送胶及时、胶量准确、送胶量与送胶速度可调以及能完成送胶的通断等功能。除此之外,还应考虑制造的经济性和工艺性等多方面因素。该机构工作时,外部电机带动活塞杆进行往复运动,当该机构吸胶时,外部电机带动活塞杆向上运动,使腔室内液体压强降低,单向阀受压力影响而打开,此时小活塞被顶起并将出胶口堵住,使胶液无法由出胶口回流,胶液由进胶口吸入腔室内部,顺利完成吸胶的动作。当喷胶时,外部电机带动活塞杆下压,此时腔室内压强增大,但进胶口受制于单向阀而无法打开,此时小活塞受到的压力增大,当压力超过弹簧的弹顶力时,小活塞打开,胶液由出胶口挤出,完成喷胶动作。
以冲裁的转子槽体外边缘作为冲裁转子铁芯薄片的外形特征,通过对转子外轮廓的冲裁落料使转子铁芯落料到引导通道内,与前面冲裁的转子铁芯固定形成铁芯成品,在条料上形成一个圆形孔位。该圆形孔位作为步进式冲裁工序中冲裁定子铁芯薄片的预成形孔,可以省去在条料上重新冲裁定子铁芯薄片的预成形孔工步,提高加工效率和材料利用率。条料在冲裁定子铁芯的步骤中,以外形缺口成形孔和安装孔外轮廓冲裁落料定子铁芯薄片,并落料至引导通道内。
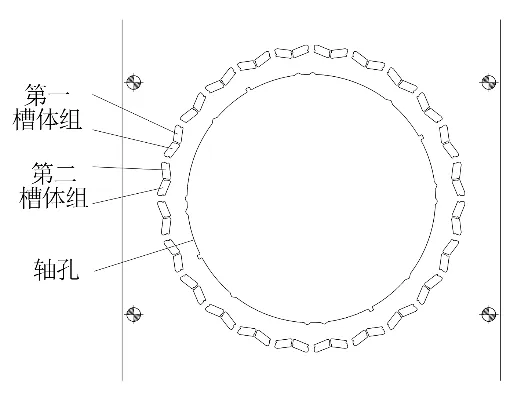
在条料完成转子铁芯的第一槽体组冲裁后,进行中心轴孔和多个第二槽体组的冲裁。条料在步进式连续冲裁模的带动下进入第二槽体、轴孔冲裁工位,第二槽体组的冲裁位置分布在第一槽体孔工位预留的空白区域,其形状结构与第一槽体组一致,第二槽体组的分布同样呈圆周阵列形式,由2个第二槽体组成,所有冲裁形成的第一槽体组和第二槽体组都均匀环绕在中心轴孔周围。通过以上描述可知,整个槽体的冲裁过程包括多个第一槽体组与第二槽体组。而多个第一槽体与第二槽体在条料上相互穿插成圆周阵列且均匀分布的结构使电机铁芯的结构强度更高、电磁性能更稳定。
2013年至2017年,云南铁路完成建设投资1253亿元,是上一个5年的2.2倍。沪昆高铁、云桂铁路等近800公里高铁同时开通运营,全面融入国家“四纵四横”高速铁路网。
3 模内快速粘接固化过程
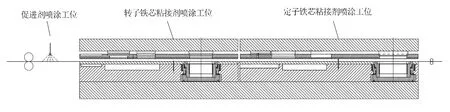
铁芯冲片与冲片之间采用喷涂胶水的粘接方式。相对于传统的焊接与铆接连接方式,通过胶接方式连接电机铁芯可以提高电机成品的效率,产生的噪声、振动与声振粗糙度较小,电机铁芯的整体结合强度高,耐用性更好、铁损降低、磁通密度增加。模具外部设有促进剂喷涂工位,在条料通过运输的辊子进入冲裁模之前,从促进剂喷涂口向条料上喷涂快速固化促进剂,如图4 所示。从图4 可以看出,喷胶是位于条料的下方,因此凸模无需让位。模具内分别设有定、转子铁芯喷涂工位,当条料到达粘接剂喷涂工位时,在导正销的导正作用下,粘接剂喷涂口在冲裁薄片的特定位置喷涂粘接剂。在条料上采用喷涂快速固化促进剂是为了利用其对粘接剂的催化作用,获得快速固化粘接结构的效果,提高铁芯的成品效率。转子铁芯冲裁薄片成形后需要在其中心轴孔内壁和具有槽体结构的表面喷涂粘接剂,而定子铁芯冲裁薄片成形后需要在其各槽形的周围喷涂粘接剂。
快速固化促进剂的喷涂点呈均匀分布的圆形,其喷涂工位可以设置在定、转子铁芯喷涂粘接剂工位前的任意位置,根据模具的设计要求合理选取,保证能实现粘接剂的快速固化即可。冲裁模内粘接剂的喷涂工位一般设置在冲裁落料的前一个工位,通过多次试验得出该位置是冲裁薄片叠装固定的最佳喷涂工位,可有效避免在冲裁过程中粘接剂提前固化失效而产生不必要的浪费,过早喷涂粘接剂对环境温度的要求会越高,增加制造成本。喷涂口采用带有多个喷胶通道的整体结构,在施加压力的作用下对薄片上各粘接点喷涂粘接剂,可有效提高生产效率和缩短生产周期。
三是注重对当事人权利的保护。法院在调解不成后的审判程序中要对企图利用调解制度达到拖延或者从中得利的行为给予否定评价,可判决增加其诉讼费承担比例或者承担原告的律师费等。
转子铁芯和定子铁芯粘接喷胶方式可分为内圈喷涂和外圈喷涂2 种,每种粘接剂喷涂方式都包含多个喷胶点,具体的喷胶点数量根据铁芯的槽形数量确定,合理布置胶点位置,保证铁芯上喷胶面积充足的同时,避免叠压时溢胶。而在快速固化剂喷涂工位设置有内喷涂环和外喷涂环2 种方式,同样每种固化剂喷涂方式也包含多个喷涂点。对于每次粘接剂喷涂工位的喷胶量都需要通过冲裁薄片的尺寸确定,为获得粘接可靠的铁芯结构,一般胶滴的直径小于
1 mm。选择内喷涂和外喷涂方式都可行,具体需要根据实际需求进行选择。
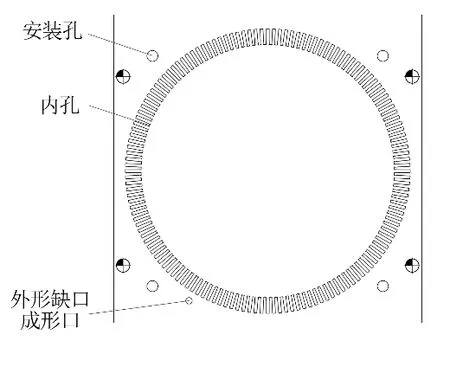
新能源汽车驱动电机定子铁芯的结构如图3所示。在转子铁芯落料后的条料上进行定子铁芯槽形的冲裁工序,槽形的内侧端远离圆形孔内壁。在内孔上直接冲裁槽形,槽的冲裁数量根据定子铁芯的使用性能及需求进行选择。在条料槽形结构的内侧区域冲裁定子铁芯的内孔,在槽形结构的外侧区域冲裁外形缺口成形孔和4个安装孔。安装孔均匀分布在定子铁芯外侧,各冲裁结构的位置精度较高,保证各冲裁薄片能够精确叠装,同时定子铁芯内孔成形后在槽形上形成缺口。
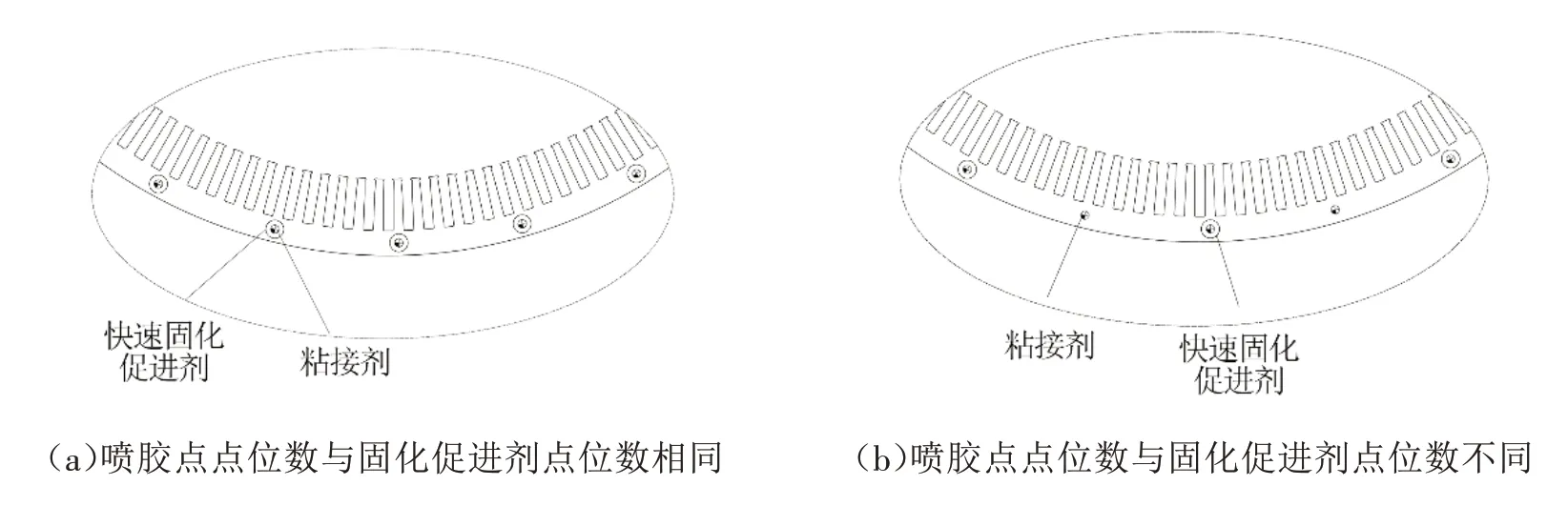
快速固化促进剂喷涂点与粘接剂喷胶点的数量可以选择相等,且点位之间是相互对应的关系,使喷涂的全部快速固化促进剂点位与所喷涂的全部粘接剂点位在叠压时完全接触并充分混合,实现粘接剂的快速固化,如图6 所示。喷胶点的数量设置也可以比快速固化促进剂的喷涂点的数量多,目的是多余的粘接剂点位不与快速固化促进剂结合,而是直接与铁芯冲裁薄片接触,使不与快速固化促进剂结合的粘接剂在冲压薄片落料、叠压和出料后,在自然条件下进行固化,在室温条件下实现固化剂快速固化与自然固化相结合,有效增加各铁芯片层之间的固化连接强度,提高铁芯的整体结构强度,为电机铁芯在使用时提供可靠的保障。
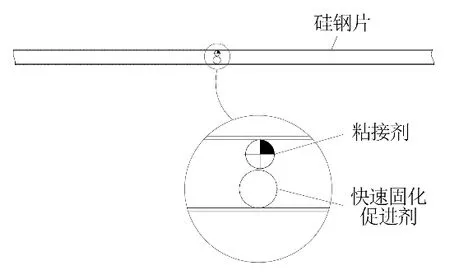
粘接剂和快速固化促进剂喷涂的位置可以是不同的工位也可以在同一工位上,具体通过实际需要进行选择。喷涂时,需要保证条料上、下2个相邻冲片的接触面分别涂有粘接剂和快速固化促进剂且位置对应,如图5 所示。根据生产环境温度的高低,需调整快速固化促进剂的喷出量、浓度及快速固化促进剂和冲压油的混合比;而快速固化促进剂的使用也与冲压速度有关,当冲压速度越快时,快速固化促进剂的浓度也会越高。
上料过程是将条料放置在步进式连续冲裁模内,通过转动的辊子带动条料连续向前运动,形成步进式连续冲裁工位。条料在连续冲裁模的输送下,将前一工位完成的冲裁件输送到后一工位中继续冲裁相关的结构,最后将整个成品薄片在条料上冲裁落料形成铁芯成品。
4 铁芯回转叠压过程
新能源汽车驱动电机转子铁芯的结构如图2所示。条料在步进式连续冲裁模的带动下进入第一槽体冲裁工位,每次条料步进后在工位上冲裁所需要的第一槽体组结构,包括2 个相互对称的第一槽体,其中第一槽体组的分布如图1 所示呈圆周阵列形式。同时在条料上预留冲裁第二槽体组的位置。
1.2.4 指导患者掌握情绪调节的方法。对神经衰弱患者而言,容易遭受事物、环境等影响,以至于情绪不稳定。对此,护理人员应该注重患者情绪变化观察,当患者忠实倾听者,在倾听过程中适当通过点头、鼓励性眼神等方式向患者传递出正在耐心倾听,从而让患者感受到自己笨重视,从而将不良情绪宣泄出来。另外,护理人员还应该指导患者掌握情绪调节的方式,通过听音乐、看电视等转移消极情绪,若存在不良情绪时可以通过深呼吸的形式来控制情绪。
薄片之间的快速固化促进剂与粘接剂充分混合并固化实现铁芯片层之间的紧密结合,在冲裁落料的过程中,向下的冲压力与铁芯落料引导通道底部的支撑液压缸向上的托举作用,使通道内的各铁芯薄片相互粘合更加牢靠,形成成品铁芯。由于每一片冲裁薄片落料时都会增加铁芯的厚度,为了使条料在冲裁过程中顺利输送至下一工位,支撑液压缸存在背压力,在每次冲裁落料时,每增加一片,液压缸相应下降一片铁芯厚度的距离,确保每次粘接的压合力不变。叠压系数是表征铁芯硅钢片叠片工艺水平的一个重要指标,而胶层厚度会影响叠压系数的大小,铁芯支撑液压缸在薄片落料时提供背压,确保胶水摊开的厚度满足成品要求,胶层厚度不超过0.003 mm,使成形后铁芯电磁性能可靠。
与教学科研双肩挑的教师人员相比,从事机能实验教学的实验人员工作地位较低。这是由于在处理教学与科研的关系上,各高校普遍存在一定的失衡现象[2],高校各项政策都向科研倾斜,进一步降低了较少有机会参与科研工作的技术人员的地位。从加强高校教学建设的角度,增加对教学的投入,重视实验教学,关注实验人员的工作状态,理解他们的诉求,给他们提供可以继续发展的机会,这将直接影响实验技术人员的工作积极性,从根本上提高其工作地位[3],使其愿意在教学工作上投入精力。
回转叠压是对步进式模具冲裁的薄片零件进行叠压和旋转,回转是对冲片旋转一个角度再进行叠压,旋转角度可以通过实际需要设定,主要目的是解决硅钢片存在的同板差(不论是热轧硅钢片还是冷轧硅钢片都存在中间厚两边缘薄的现象,会造成铁芯长度的偏差)。定子铁芯和转子铁芯的内、外轮廓一般都有方形槽或弧形槽,且这些特征不是中心对称分布。为了顺利并高质量完成定子冲片和转子冲片的回转叠压,定子铁芯和转子铁芯的回转都需要各自的回转机构,所以步进式冲裁模中共有2 组回转机构,用于完成定子铁芯和转子铁芯的落料与回转叠压。
回转过程通过铁芯落料引导通道的回转体实现旋转。工作时,电机通过同步带带动从动轮转动,进而带动回转体转动,回转体内的凹模镶件跟随回转套进行转动,完成回转动作。当转动到指定角度时,外部传感器发出信号,电机停止转动,回转动作停止,下一个回转动作开始时,传感器继续发出信号,电机再度工作,回转开始,如此实现整个铁芯结构的回转叠压。
转子铁芯和定子铁芯在完成冲裁落料后,当落料引导通道内的薄板数量达到预期需要的片层数量时,模具停止喷胶动作,在落料引导通道内得到回转叠压的定、转子铁芯整体,最后将铁芯成品从模具内输送出来。
5 结束语
针对新能源汽车驱动电机粘胶铁芯加工制造过程中遇到的问题,设计了能一次性完成电机铁芯冲片冲裁、旋转叠压和喷胶的步进式连续冲裁模。该铁芯制造工艺采用叠压喷胶一体式机构生产转子铁芯和定子铁芯,即条料经步进式冲裁模冲出后,利用旋转机构进行叠压,利用喷胶机构在铁芯用薄板之间进行喷胶,避免了采用其他连接方式出现的铁芯缺陷。采用合理的喷胶点布局得到更合理可靠的连接强度,生产的铁芯更坚固且高效,采取合理的铁芯落料结构及推出方式也体现了智能制造的优势。
[1]欧阳明高.我国节能与新能源汽车发展战略与对策[J].汽车工程,2006,28(4):317-321.
[2]石瑞东.新能源汽车产业发展现状、问题及对策探索[J].时代汽车,2020(13):81-82.
[3]谢婉茹,张鹏炜.中国新能源汽车产业现状及发展对策浅析[J].时代汽车,2020(2):51-52.
[4]YUAN X,LIU X,ZUO J.The development of new energy ve⁃hicles for a sustainable future:A review[J].Renewable &Sustainable Energy Reviews,2015,42:298-305.
[5]李攀平.基于新能源汽车推广应用相关政策及趋势分析[J].内燃机与配件,2020(11):197-198.
[6]王震坡,袁昌贵,李晓宇.新能源汽车动力电池安全管理技术挑战与发展趋势分析[J].汽车工程,2020,42(12):15.
[7]张国俊.支持并促进电动汽车产业健康发展[J].国际融资,2020(6):27-28.
[8]袁 崇.电机定转子铁芯自动叠装模设计[J].模具工业,2007,33(3):20-23.
[9]文学红,吴远平.电机定子和转子片自动叠装级进模设计[J].模具工业,2015,41(2):8-10.
猜你喜欢
农业工程(2023年10期)2024-01-20 10:52:46
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
橡塑技术与装备(2021年4期)2021-03-01 12:17:50
装备制造技术(2019年12期)2019-12-25 03:06:56
设备管理与维修(2019年11期)2019-10-25 06:46:08
模具制造(2019年7期)2019-09-25 07:29:56
设备管理与维修(2019年6期)2019-07-09 06:57:54
模具制造(2019年4期)2019-06-24 03:36:42
电子测试(2018年18期)2018-11-14 02:31:00
山东工业技术(2016年15期)2016-12-01 05:30:44
