
硝酸改性淀粉/聚乙烯醇复合膜的制备及性能研究*
2022-09-19 02:08陈珊珊
广州化工 2022年16期
陈 玉,陈珊珊
(福建技术师范学院材料与环境工程学院,福建 福清 350300)
“白色污染”产生的环境问题,使得可生物降解的环境友好型材料逐渐成为薄膜材料领域的热门发展方向[1]。淀粉可生物降解,最终分解物为CO2和H2O,无毒无害无污染。但是,淀粉是一种结晶性物质,分子间强裂的氢键存在,导致淀粉的热塑性和力学性能差,无法进行熔融挤出,没办法使它成为一个单独的高分子材料使用。同时淀粉又是一种亲水性物质,在潮湿或者天气骤变的情况下容易溶解,因此要对淀粉进行改性,增强其吸水率等。其中利用物理、化学手段对淀粉进行改性备受研究者的关注。改性淀粉弥补了原有淀粉热塑性差,力学性能差的缺点,除了应用于可降解性材料[2],还广泛应用于食品包装[3]、保鲜[4-6]和医药行业等。聚乙烯醇(PVA)是一种可自然降解的树脂,属于环境友好型材料且无毒,但是利用纯PVA制备膜的成本较高。改性淀粉与PVA制备复合膜,既可以改变其性能,又可以降低成本费用。对于淀粉的改性方法各式各样,其主要的处理方法有物理改性[8]、化学改性[9-10]、生物改性[11-12]和复合改性[13-14]等。本课研究将一定浓度的硝酸改性后的制得的改性木薯淀粉与PVA和丙三醇加热共混,为制备新型可生物降解的复合膜提供理论依据和技术基础。
1 实 验
1.1 改性淀粉/PVA复合膜的制备过程
1.1.1 实验的原材料
普通木薯淀粉,市销;甘油(丙三醇),分析纯,太仓沪试试剂有限公司;硝酸,分析纯(浓度65%~68%);聚乙烯醇,分析纯,无锡市亚泰联合化工有限公司;蒸馏水,实验室自制。
1.1.2 主要仪器和设备
JJ600电子天平,常熟市双杰测试仪器厂;LE104E/02分析天平,梅特勒-托利多仪器(上海)有限公司;SHZ-D(Ⅲ)循环水式真空泵,巩义市予华仪器有限责任公司;DK-524电热恒温水浴锅,上海精宏实验设备有限公司;JJ-190W电动搅拌器,坛区西城新瑞化器厂;聚四氟乙烯流延板;722SP13120紫外可见分光光度计,上海棱光技术有限公司;CHY-CB测厚仪,济南兰光机电技术有限公司;LC-2拉力机取样器,广州标际包装你设备有限公司;XCWCP-CD智能拉力试验机,济南兰光机电技术有限公司;DHG-9076A电热鼓风恒温干燥箱,上海精宏实验设备有限公司。
1.1.3 硝酸改性淀粉的制备
取适量的蒸馏水于烧杯中,加入适量的木薯淀粉,搅拌均匀。再取出浓度为65%~68%的硝酸,配制浓度为5%的硝酸溶液。将制得的5%硝酸溶液缓慢加入淀粉浆中,搅拌均匀。接着在将混合的淀粉浆倒入抽滤机中,进行抽滤。抽滤完成后,将硝酸改性淀粉饼放入恒温鼓风干燥箱中,设置烘干温度为70 ℃,烘干时间30 min。等烘干结束后将其取出,刮到干燥的烧杯中保存待用。
1.1.4 硝酸改性淀粉/PVA复合膜的制备
取出上述待用的硝酸改性淀粉,加入装有一定量的聚乙烯醇(PVA)烧杯中,使得淀粉:PVA质量配比为4:6,并加入适量的蒸馏水,同时在加入0.5 g丙三醇,将烧杯置于电热恒温水浴锅中加热至80 ℃,在加热过程中利用电动搅拌器进行搅拌共混,直至完全溶解,反应30 min后取出,静置10 min,将反应好的料液倒在聚四氟乙烯流延板上流延成膜。接着,将流延板放入恒温鼓风干燥箱中,设置烘干温度为70 ℃,烘干时间30 min。取出揭膜密封保存,待用。
1.1.5 单因素实验的设计
(1)硝酸改性淀粉与PVA质量配比对复合膜的影响
分别取硝酸改性淀粉3 g、4 g、5 g、6 g和7 g,使硝酸改性淀粉:PVA的质量比分别为3:7、4:6、5:5、6:4、7:3(g/g)。控制其他操作条件一致,固定硝酸浓度、丙三醇的质量,探究硝酸改性淀粉与PVA的质量配比对复合膜的性质的影响。
(2)硝酸浓度对复合膜的影响
分别制取浓度为5%、10%、15%、20%和25%的硝酸,加入淀粉浆中制备不同浓度的硝酸改性淀粉。控制其他操作条件一致,固定丙三醇的质量,选取(1)中最佳硝酸改性淀粉:PVA的质量配比,探究硝酸浓度对复合膜的性质的影响。
(3)增塑剂的加入量对复合膜的影响
分别取0 g、0.5 g、1.0 g、1.5 g和2.0 g丙三醇加入共混制备复合膜。控制其他操作条件一致,选取(2)中最佳硝酸浓度制得的硝酸改性淀粉,以及(1)中最佳硝酸改性淀粉:PVA的质量配比,探究增塑剂的加入量对复合膜的性质的影响。
(4)反应温度对复合膜的影响
分别设置电热恒温水浴锅温度为70 ℃、75 ℃、80 ℃、85 ℃和90 ℃,在不同温度下反应制备复合膜。控制其他操作条件一致,选取(2)中最佳硝酸浓度制得的硝酸改性淀粉,(1)中最佳硝酸改性淀粉:PVA的质量配比,以及(3)中最佳增塑剂的加入量,探究反应温度固复合膜的性质的影响。
(5)反应时间对复合膜的影响
分别设置反应时间为40 min、50 min、60 min、70 min和80 min。控制其他操作条件一致,选取(2)中最佳硝酸浓度制得的硝酸改性淀粉,(1)中最佳硝酸改性淀粉:PVA的质量配比,(3)中最佳增塑剂的加入量,以及(4)中最佳反应温度,探究反应时间对复合膜的性质的影响。
(6)干燥时间对复合膜的影响
分别设置恒温鼓风干燥箱干燥时间为0.5 h、1.0 h、1.5 h、2.0 h和2.5 h。控制其他操作条件一致,选取(2)中最佳硝酸浓度制得的硝酸改性淀粉,(1)中最佳硝酸改性淀粉:PVA的质量配比,(3)中最佳增塑剂的加入量,(4)中最佳反应温度,以及(5)中最佳反应时间,探究干燥时间对复合膜的性质的影响。
1.1.6 正交实验的设计
在单因素设计实验中,探究了各个单因素对复合膜的影响状况,在此基础上进行具有针对性的正交实验。选取硝酸改性淀粉:PVA质量配比、硝酸浓度和增塑剂的加入量作为正交实验的三因素,以拉伸强度和断裂伸长率为性能表征,制作三因素三水平的正交试验设计表,如表1所示。
表1 正交实验因素和水平表Table 1 Orthogonal test factors and level table
1.2 改性淀粉/PVA复合膜的性能测试
1.2.1 复合膜的厚度测试
将复合膜裁剪成1.5 cm×15 cm的长条状,利用测厚仪分别测定复合膜10个位置的厚度,记录数据,将记录下的数据去掉一个最厚值和最薄值,再取平均值。
1.2.2 复合膜的力学性能测试
拉伸强度(Tensile strength,简称Ts)和断裂伸长率(Elongation at break,简称E)属于力学性能范畴。力学性能的测定使用智能拉力试验机测试,复合膜的力学性能测定参照GB/T 1040.3-2006[15]标准。取1.5 cm×15 cm的长条膜,将其两端固定在拉力试验机上,设置参数拉伸速度为300 mm/min,原始长度设置为40 mm,匀速拉伸至复合膜断裂。记录下此时的拉伸强度和断裂伸长率。每组测3个平行样,取平均值。
1.2.3 复合膜的透光率测试
将复合膜裁剪成3 cm×1 cm的短条膜,置于紫外可见分光光度计的干燥玻璃比色皿中,设置波长在650 nm处并测定其透光率(Transparency,简称T)。每组测量3个平行样,取平均值,并测定一组空的干燥玻璃比色皿作为参照值。
2 结果与讨论
2.1 复合膜的力学性能分析
2.1.1 硝酸改性淀粉:PVA质量配比对复合膜的影响
分别做了单因素实验(1)中硝酸改性淀粉:PVA的质量比为3:7、4:6、5:5、6:4、7:3(g/g)的制得的改性淀粉/PVA复合膜的力学性能测试。测试数据如图1所示。
从图1可以看出复合膜的拉伸强度随着硝酸改性淀粉:PVA质量配比的升高,先升高在降低,而从实验数据可以看出断裂伸长率不断降低。选取拉伸强度为性能表征,随着硝酸改性淀粉:PVA质量配比的升高,PVA的含量不断升高,PVA性能类似于增塑剂,导致拉伸强度有所增大。所以根据其性能表征,可以看出最佳配比为硝酸改性淀粉:PVA=4:6。
图1 质量配比对复合膜力学性能的影响Fig.1 Effect of mass ratio on mechanical properties of composite membrane
2.1.2 硝酸的浓度对复合膜的影响
分别做了单因素实验(2)中由5%、10%、15%、20%和25%不同浓度的硝酸改性制得的改性淀粉/PVA复合膜的力学性能测试。测试数据如图2所示。
图2 硝酸的浓度对复合膜力学性能的影响Fig.2 Effect of nitric acid concentration on mechanical properties of composite membrane
从图2可以看出复合膜的拉伸强度随着硝酸浓度的升高,先升高在降低,而从实验数据看出断裂伸长率先升高在降低。选取拉伸强度作为性能表征,利用硝酸的浓度改性淀粉,使淀粉的拉伸强度增强,过量则降低。所以根据其性能表征,可以看出最佳硝酸浓度为10%。
2.1.3 增塑剂的加入量对复合膜的影响

图3 增塑剂的加入量对复合膜力学性能的影响Fig.3 Effect of plasticizer addition on mechanical properties of composite membrane
分别做了单因素实验(3)中加入0 g、0.5 g、1.0 g、1.5 g和2.0 g不同量的丙三醇制得的改性淀粉/PVA复合膜的力学性能测试。测试数据如图3所示。
从图3可以看出复合膜的拉伸强度随着增塑剂的加入量的增加,先升高在降低,而从实验数据可以看出断裂伸长率先增高在降低在升高。选取拉伸强度作为性能表征,甘油作为增塑剂,可增高高聚物的塑性,提高拉伸强度。所以根据其性能表征,可以看出最佳增塑剂的加入量是0.5 g。
2.1.4 反应温度对复合膜的影响
分别做了单因素实验(4)中在70 ℃、75 ℃、80 ℃、85 ℃和90 ℃不同反应温度下制得的改性淀粉/PVA复合膜的力学性能测试。测试数据如图4所示。
图4 反应温度对复合膜力学性能的影响Fig.4 Effect of reaction temperature on mechanical properties of composite membrane
从图4可以看出复合膜的拉伸强度随着反应温度的升高,先升高在降低,而从实验数据可以看出断裂伸长率则先降低在升高在降低。选取拉伸强度作为性能表征,反应温度提高其拉伸强度,所以根据性能表征,可以看出最佳反应温度为85 ℃。
2.1.5 反应时间对复合膜的影响
分别做了单因素实验(5)中在40 min、50 min、60 min、70 min和80 min不同反应时间下制得的改性淀粉/PVA复合膜的力学性能测试。测试数据如图5所示。
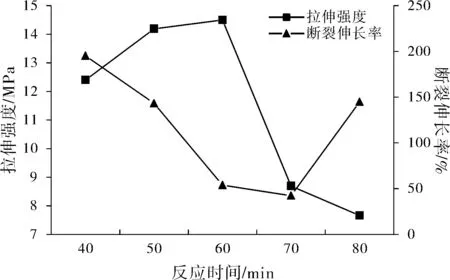
图5 反应时间对复合膜力学性能的影响Fig.5 Effect of reaction time on mechanical properties of composite membrane
从图5可以看出复合膜的拉伸强度随着反应时间的增加,先升高在降低,而从实验数据可以看出断裂伸长率先降低在升高。选取拉伸强度为性能表征,所以根据其力学性能,可以看出最佳反应时间为60 min。
2.1.6 干燥时间对复合膜的影响
分别做了单因素实验(6)中在0.5 h、1.0 h、1.5 h、2.0 h和2.5 h不同干燥温度下制得的改性淀粉/PVA复合膜的力学性能测试。测试数据如图6所示。
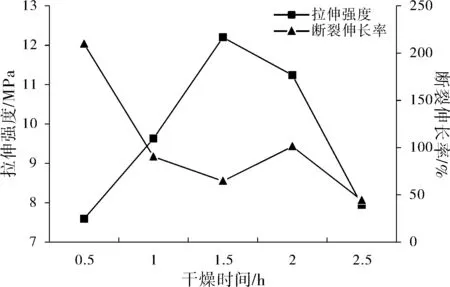
图6 干燥时间对复合膜力学性能的影响Fig.6 Effect of drying time on mechanical properties of composite membrane
从图6可以看出复合膜的拉伸强度随着干燥时间的增加,先升高在降低,而从实验数据可以看出断裂伸长率先降低在升高在降低。选取拉伸强度作为性能表征,所以根据其力学性能,可以看出最佳干燥时间为1.5 h。
2.2 正交实验分析
对比单因素实验中的五个单因素的数据可以发现,硝酸改性淀粉:PVA质量配比、硝酸浓度和增塑剂的加入量对复合膜的性能影响较大。故以这三个因素为正交实验的因素,固定其他三个因素,即反应时间为60 min、反应温度为85 ℃、干燥时间为1.5 h,进行正交实验,得到实验数据如下表2所示。
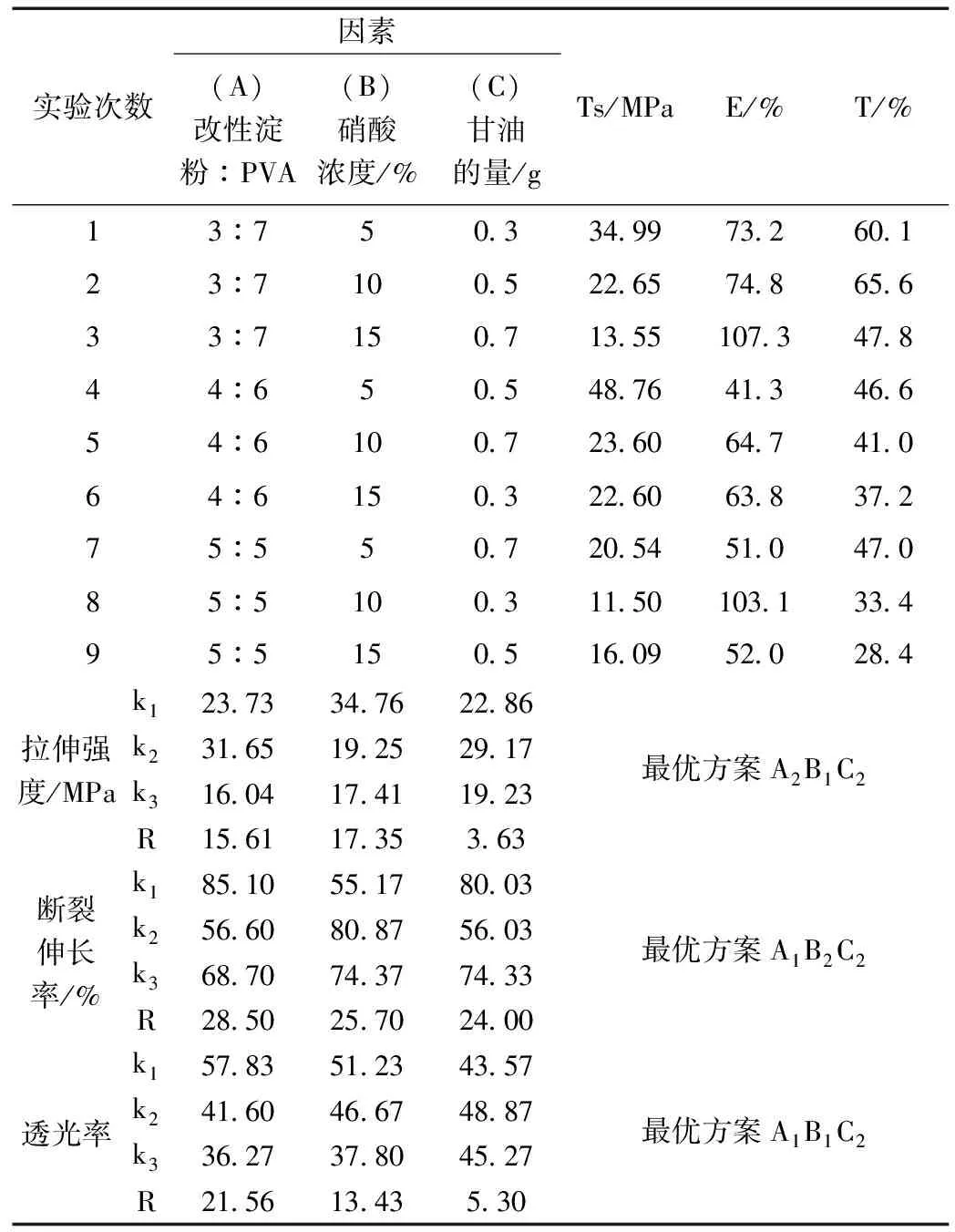
表2 正交实验结果Table 2 Results of orthogonal test
对正交实验进行极差分析,可以看出各个因素对复合膜性能的影响。拉伸强度受到的影响由B、A、C依次降低;断裂伸长率由A、B、C依次降低;透光率由A、B、C依次降低。同时,每个性能的最优方案也不同,拉伸强度的最优方案是A2B1C2;断裂伸长率的最优方案为A1B2C2;透光率的最优方案为A1B1C2。
通过极差分析选取拉伸强度作为主要影响因素,可得出实验的较优方案为A2B1C2,即硝酸改性淀粉:PVA质量配比为4:6、硝酸浓度为5%、增塑剂甘油的加入量为0.5 g。通过正交实验,对较优方案制备的复合膜进行性能测试,得到结果为:复合膜的厚度为0.055 mm、拉伸强度为48.76 MPa、断裂伸长率为41.3%、透光率为76.2。
3 结 论
本课题探究了硝酸改性淀粉/PVA复合膜的制备及性能探究。以木薯淀粉为原材料,利用硝酸对其进行改性,把制得的改性淀粉在加入到一定量的增塑剂甘油和聚乙烯醇(PVA)中,在一定温度下通过机械力的搅拌作用进行共混溶解,最后利用流延法制得复合膜,并对其进行多种性能的探究。通过单因素实验可以发现因素对复合膜性能的影响不同,确定反应时间60 min、反应温度85 ℃、干燥时间1.5 h;通过正交实验可以得出一个最优方案:硝酸改性淀粉:PVA=4:6、硝酸浓度5%、甘油的加入量为0.5 g,此时复合膜的力学性能及透光率均达到一个较佳水平,但是未对复合膜进行防水性能的探究,具体性能状况需要进一步探究。
猜你喜欢
印染助剂(2022年11期)2023-01-03
橡胶科技(2022年1期)2022-12-17
润滑油(2022年4期)2022-09-16
西部林业科学(2022年3期)2022-06-29
固体火箭技术(2021年4期)2021-09-08
昆明医科大学学报(2021年5期)2021-07-22
中学生数理化·高一版(2020年11期)2020-12-14
中学化学(2019年2期)2019-07-08
食品安全导刊(2014年10期)2014-12-20
食品工业科技(2014年13期)2014-03-11
